汽车装配工具知识总装车间共16页文档
总装车间培训资料

环保管理制度与操作规程
环保管理制度
建立和实施环保管理制度,确保总装车间的环保合规。包括废弃物分类管理制 度、污染物排放管理制度、环境监测与报告制度等。
操作规程
制定环保操作规程,规范员工在生产过程中的环保行为。针对不同的工艺和设 备,制定相应的环保操作步骤和注意事项,确保员工遵循环保要求进行操作。
应急预案与事故处理
总装车间的功能与作用
功能
按照生产计划和工艺要求,完成车辆的总装、调试、检测和 入库。
作用
确保产品质量,满足市场需求,提高生产效率,降低生产成 本。
总装车间的组织结构与人员职责
1. 生产管理
负责生产计划、调度、统计等 管理工作。
3. 设备维修
负责设备维护、保养和维修等 工作。
组织结构
分为生产管理、技术质量、设 备维修、安全管理等部门。
工艺流程制定
根据产品特点和生产要求,制定合理 的工艺流程,确保生产过程高效、稳 定。
设备维护与保养
安全生产管理
加强安全生产管理,预防和减少生产 事故的发生,保障员工生命安全。
定期对生产设备进行维护和保养,确 保设备正常运行,提高设备利用率。
质量检测与控制
质量标准制定
根据产品特点和客户要求,制定 合理的质量标准和控制要求。
2. 技术质量
负责工艺技术、质量控制、检 验检测等工作。
4. 安全管理
负责安全生产、环境保护和职 业健康等工作。
02
总装车间生产流程
生产计划与调度
01
02
03
生产计划制定
根据市场需求、订单和产 品特点,制定合理的生产 计划,确保生产任务按时 完成。
生产调度安排
根据生产计划,合理安排 生产设备、人员和物料, 确保生产过程顺利进行。
汽车装配常用工具量具

汽车装配常用工具量具1、前言现代汽车工业的快速发展,各类汽车装配用工具量具可谓功不可没。
本篇文章将对汽车总装装配厂常用工具量具进行介绍。
其所讲之处,大多是个人所见所闻,亦是逐步认识汽车总装装配厂的一个认识点。
其所介绍的内容涵盖了各类扳手、起子、钳子、锤子、钢板尺、卡钳、游标卡尺、千分尺、万用表等等。
下面就对它们进行一一介绍。
2、常用工具量具介绍2.1、扳手类扳手是一种用于拧紧或旋松螺栓、螺母等螺纹紧固件的工具,主要有呆扳手、活动扳手、梅花扳手、套筒扳手、内六角扳手和扭力扳手这几种。
2.1.1、呆扳手呆扳手,又叫开口扳手,是一端或两端带有固定尺寸开口的扳手。
其开口的中心平面和本体中心平面成15°角,这样既能适应人手的操作方向,又可降低对操作空间的要求。
通常用45号、50号钢锻造,并经热处理。
呆扳手如图2-1所示。
图2-1开口扳手【规格】:呆扳手规格是以两端开口的宽度S(mm)来表示的,有5.5、6、7、8…75、80等多种规格。
2.1.2、活动扳手活动扳手能绕淬硬的销轴转动,以此来调节夹持扳口的大小。
如图2-2所示。
图2-2活动扳手【规格】:活动扳手规格是以扳手长度(mm)来表示,有150、200、250等多种规格。
2.1.3、梅花扳手梅花扳手两端是环状的,环的内孔由两个正六边形互相同心错转30°而成使用时,扳动30°后,即可换位再套,因而适用于狭窄场合下操作,与开口扳手相比,梅花扳手强度高,使用时不易滑脱,但套上、取下不方便。
通常用45钢或40Cr锻造,并经热处理。
如图2-3所示。
图2-3梅花扳手【规格】其规格是以闭口尺寸S(mm)来表示,如8、10、12等。
2.1.4、套筒扳手套筒扳手是专门用于紧固和拆卸六角头螺栓、螺母,特别适用于空间狭小、深凹的场合,套筒头是一个凹六角形的圆筒,用来套入六角螺帽。
与此同时扳手一般都会有一套各种规格的柄、接杆、万向接头、旋具接头、弯头手柄等。
总装车间常用工具

搬运车有多种类型,包括手推车、电动搬运车、叉车等,可根据实际 需求选择合适的型号。
04
使用搬运车时应注意安全,遵循操作规程,避免发生意外事故。
THANKS
感谢观看
测距仪
总结词
用于测量距离的工具
VS
详细描述
测距仪是一种电子或机械工具,用于测量 两点之间的距离。它通常由激光或超声波 技术制成,能够快速准确地测量出目标物 体与测距仪之间的距离。测距仪在总装车 间中常用于确定部件之间的相对位置和距 离。
水平仪
总结词
用于检测平面是否水平的工具
详细描述
水平仪是一种用于检测平面是否水平的工具, 通常由气泡式或电子式制成。气泡式水平仪 通过气泡的居中位置指示平面的倾斜度,而 电子式水平仪则通过数字显示或指针指示来 显示平面的倾斜度。水平仪在总装车间中常 用于检测部件安装面的平整度和调整部件的 位置。
详细描述
电焊机是总装车间中常用的电动工具之一,它利用电流通过焊条与被焊接材料之间产生 的高温熔化焊料,将两块金属材料永久性连接在一起。电焊机在建筑、机械、船舶等制 造业中应用广泛,具有焊接效率高、质量可靠等优点。使用电焊机时应注意安全,遵守
操作规程,避免伤害事故。Biblioteka 03测量工具直尺
总结词
用于测量长度和距离的工具
钳子
钳子是一种用于夹持物体的工 具,通常由金属杆和钳头组成
。
根据钳头的形状和用途,钳子 可分为不同类型,如钢丝钳、
尖嘴钳等。
使用钳子时,应选择合适的钳 头和力量,并确保钳子的金属 杆足够坚固,以免损坏工具或 物体。
钳子在使用过程中应保持清洁 ,避免油污或灰尘影响其正常 使用。
02
电动工具
电钻
汽车装配基础知识PPT课件

第13页/共16页
总结提高
1
总装工艺流程
2
总装工艺装备
3
检验方法
14
第14页/共16页
谢 谢!
15
第15页/共16页
谢谢您的观看!
16
第16页/共16页
安装操纵台
风窗玻璃涂密封胶 完成安装前后保险杠 放下底盘托架
内饰安装完毕 准备安装前风窗玻璃 放下吊架
7
第7页/共16页
准备放下底盘托架
收集信息
汽车总 装过程
调整:
1.调整设备:车轮定位调整设备、双轴转鼓实验台、前 照灯光束调整仪、怠速调整仪、废气排放量调整设备和 雨淋设备等。
2.调整内容:
前轮定位、前照灯定位调整
1.输送设备:用于总装配线、各总成分装线以及大总成上 线的输送
2.大总成上线设备:指发动机、前桥、后桥、驾驶室、车 轮等总成在分装、组装后送至总装配线并在相应工位上线 所采用的输送、吊装设备。
4
第4页/共16页
收集信息
整车装配 设备
3.各种油液加注设备:包括燃油、润滑油、清洁剂、冷却 液、制动液、制冷剂等各种加注设备。
安装副仪表板
10
第10页/共16页
检验评估
遵循标准
1.总装工艺流程是否满足涵盖装配内容要求 2.总装工艺流程是否满足生产节拍要求 3.总装工艺流程是否满足场地、装备设备布置要求 4.总装工艺流程是否满足人员最省要求 5.总装工艺流程是否满足顺序优化要求
11
第11页/共16页
检验评估
总装质量检验
1.总装质量检验内容 油漆检验、零部件检验、电器检验、雨淋检验
4.出厂检测设备:前束试验台、侧滑试验台、转向试验台、 前照灯检测仪、制动试验台、车速表试验台、排气分析仪。
总装车间设备工具培训
淋雨线
检测内容:对整车的密封性进行检测 输送方式:板链
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
车门线
完成车门的拆卸、装配、输送、组装 输送形式:摩擦、链式
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
检测线
工艺流程
a)四轮定位/转角/大灯测试—侧滑测试—转鼓/制动(ABS)测试—尾气 测试—底盘检查 b)四轮定位—侧滑测试—转角测试—前大灯测试—转鼓测试—制动( ABS)测试—尾气测试—底盘检查
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
轮胎拧紧机
拧紧机主体构成:拧紧轴、直流无刷电机、扭矩+角度传 感器、拧紧轴信号接受显示系统、指示灯和蜂鸣装置,机型 选择按钮和起停按钮、轴流风机、机壳等组成;
重庆市嘉陵川江汽车制造有限公司
输送系统概述 主要线体分为:PBS、内饰线、底盘线、完成线, 检测线、淋雨线,车门分装线、仪表分装线、发动机、
后桥分装线、轮胎输送线。
分为机械部分和电控部分。 电控软件:西门子、三菱、罗克韦尔、斯奈德等
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
总装车间培训资料

总装车间培训资料总装车间培训资料(一)总装车间是汽车制造过程中最后的核心环节,它承担着将各个部件组装成整车的任务。
为了保证生产质量和效率,需要进行专门的培训,使员工熟悉装配流程、掌握操作技巧和遵守工艺要求。
以下是总装车间培训资料的内容概述。
一、总装车间概述总装车间是汽车制造工序中的最后一个环节,它将各个车身部件、底盘和电气系统等装配成整车。
总装车间包括车身装配区、底盘装配区和电气系统装配区,分工明确、流程清晰。
在整个装配过程中,员工需要与其他车间保持密切配合,确保生产进度和质量。
二、总装车间工艺流程总装车间的工艺流程一般包括以下几个环节:车身装配、底盘装配和电气系统装配。
在车身装配阶段,员工需要将前后门、车顶、尾箱等部件组装到一个完整的车身骨架上。
在底盘装配阶段,员工需要将车轮、发动机、悬挂系统等关键部件安装到车身上。
在电气系统装配阶段,员工需要连接电池、安装线束和控制模块等。
整个过程需要严格按照工艺要求操作,确保装配质量和效率。
三、总装车间安全操作规程总装车间是一个高风险的工作环境,为了保障员工的安全,必须制定严格的安全操作规程。
这些规程包括以下几个方面:员工必须佩戴个人防护用品,如安全帽、安全鞋、耳塞和眼镜等;员工必须熟悉紧急停车装置和消防设备的使用方法;员工必须严禁抽烟、使用明火和饮食;员工必须正确使用各类工具和设备,不得私自拆卸和改装;员工必须及时上报异常情况和故障,遵循工艺要求进行维修和更换。
四、总装车间质量控制标准为了保证总装车间生产的汽车质量高于用户要求,需要建立严格的质量控制标准。
这些标准包括以下几个方面:员工必须严格按照工艺图纸和作业指导书操作,确保装配正确;员工必须注意零部件的正确安装位置和紧固力度;员工必须保证零部件的完整性和外观质量;员工必须注意燃油、液体和气体的漏损情况,确保不发生泄漏;员工必须进行必要的检测和调试,确保车辆的安全性和性能。
总装车间培训资料(二)五、总装车间问题解决方法在总装车间的工作过程中,员工常常会遇到各种问题和困难,如零部件的缺货、工具的损坏和装配工艺的调整等。
汽车装配工具知识-总装车间

10.9 F31 F32 F33 F35
镀锌 彩虹色钝化
镀锌 橄榄绿钝化 T21 镀锌 黑色钝化 T22 镀锌 漂白钝化 镀锌 高耐腐蚀钝化 镀锌 非光亮钝化(锌原色)
F6
F60T32 F61 F62 F70 F71
变更代号(如:B、C等)
品种代号 汽车标准件特征代号(以 “汽”字拼音第一个大写字 母“Q”表示。
目
PA R T 1 PA R T 2 PA R T 3 PA R T 4 工具分类 电动工具 气动工具 手动工具
录
1、工具分类
工具
用于拧紧和定 扭
提升拧紧效率
电动工具
冲击 类
气动工具
油压 脉冲 类 力矩 扳手
手动工具
预拧 紧类
2.拧紧工具精度及工艺
工具种类 工具类型 手动可调力矩扳手 手动定值式力矩扳手 手动表盘式力矩扳手 手动数字式扭力扳手 气动棘轮扳手 气动拧紧工具 气动枪式液压脉冲扳手 气动冲击扳手 电动工具 拧紧工具与工艺 定扭电枪 电动冲击枪 精度范围 ±3% ±3% ±3% ±1% __ ±15% __ ±7% __ 备注
3.3套筒选型 3.3.1 内六角套筒
3.3套筒选型 3.3.2 H1/4风批套筒
3.3套筒选型 3.3.2 H1/4风批套筒
3.3套筒选型 3.3.2 转接头
3.3.3 气动接长杆
3.4拧紧工具选型 3.4.1 气动冲击扳手 3.4.1 气动螺丝刀(快插式)
3.4拧紧工具选型 3.4.2油压脉冲 3.4.1 气动棘轮扳手
等级代 材料和热处理 代号 表面处理 号 F38 镀锌 黑色钝化(三价铬钝化) T1 低碳合金钢、中碳钢,淬火并回 F39 镀锌 火 漂白钝化(三价铬钝化) F4 F40 低碳合金钢、中碳钢,淬火并回 涂聚乙烯塑料 火 涂硫化橡胶 防护氧化 中碳钢、低或中碳合金钢、合金 钢,淬火并回火 锌铝铬涂层 银灰色 锌铝铬涂层 黑色 合金钢,淬火并回火 锌铝涂层 银灰色 锌铝涂层 黑 色 锌-镍合金电镀层 无色 锌-镍合金电镀层 黑色
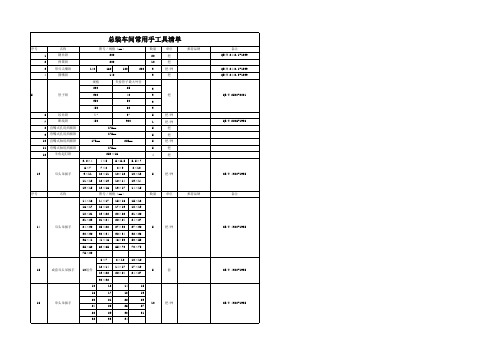
汽车总装车间通用工具清单
42
44
45
46
48
50
直径
52
55
56
58
60
数量 5 5 5 2
2
1
单位 套 把 把
把/种
把/种
把/种
推荐品牌
备注 完善
序号
名称
4
手用加长绞刀
图号/规格(mm)
直径
刃长
27
≥250
数量
单位
推荐品牌
2
把/种
备注
28
4
手用加长绞刀
30
≥250 ≥250
2
把/种
32
≥250
34
≥250
3
4
5
6
8
10
GB/T 4388-1995 备注
GB/T 4388-1995
GB/T 4388-1995
GB/T 4388-1995
17 序号
梅花扳手 名称
10组件
5.5×7 10×12 27×30 14×17 30×32 19×22 图号/规格(mm)
8×10 12×14 17×19 22×24
5 数量
套 单位
12
校管平台
13
小型钻床
总装车间操纵工具清单
图号/规格(mm)
管径:4-32 管径:10-42 长x宽x高:2x4x0.2 (米) 最大钻孔能力:Ф20
数量 3 3 2 50 5 1 2 1
单位 套 套 把 片 把 套 台 台
推荐品牌
备注 与割刀匹配
总装车间切削工具购买清单
序号 1 2
3
名称 钻头 加长钻头
34
数量 20 10 3 3 3 3 3 3 5 1 5 5 5 5 4