三维激光扫描系统
工程测量新技术—三维激光扫描技术(工程测量)

扫描仪的内部有一个固定的空间直角坐标系统。当一个扫描站上不能 测量物体全部而需要在不同位置进行测量时,或者需要将扫描数据转 换到特定的工程坐标系中时,都要涉及坐标转换问题。为此,就需要 测量一定数量的公共点来计算坐标变换参数。为了保证转换精度,公 共点一般采用特制的球面(形)标志(也称球星标靶)和平面标志 (也称平面标靶),在变形监测时一般采用贴片固定在监测对象上。
野外扫描方案设计
• 3).大范围区域扫描方案设计。当扫描范围比较大,扫描站 数较多时,采用一种拼接方式可能会有较大的累积误差。 目前大范围区域点云数据拼接是研究的热点问题,直接影 响野外扫描方案的制定。
野外获取点云数据
• 1.扫描的基本步骤。 • 在项目实施过程中,野外获取点云数据是重要的组成部分,
获取完整符合精度要求的点云数据是后续建模与应用的基 础。扫描开始前要做好相关准备工作,主要包括仪器、人 员组织、交通、后勤保障、测量控制点布设等。
野外获取点云数据
• 一个侧站上扫描的基本步骤为: • a.仪器安置。对于集成度较高的扫描仪,仪器安置主要工作包括电源
(锂电池或者交流电源)、对中(在需要条件下)、整平,这些操作 需要的时间非常短。对于扫描控制与数据存储采用笔记本电脑的分体 式扫描仪,需要将各个部件连接完整,就需要一定的时间内,一般是 半小时以内。 • b.仪器参数设置。在确认仪器安置无误后,可以打开仪器电源开关, 一般开机可能需要几分钟时间。当开机完成后,可以进行扫描参数设 置,主要包括工程文件名,文件存储位置,扫描范围,分辨率,标靶 类型等。其中与精度相关参数设置要与项目设计相符。
➢ 制定扫描方案的主要过程:
• 1)明确项目任务要求。当扫描项目确定后,承包方技术负责人必须向项目发 包方全方位细致的了解项目的具体任务要求,这是制定项目技术设计的主要 依据。
车载三维激光扫描系统简介

一、系统简介三维激光扫描技术是上世纪九十年代中期开始出现的一项高新技术,是继GPS空间定位系统之后又一项测绘技术新突破。
它通过高速激光扫描测量的方法,大面积高分辨率地快速获取被测对象表面的三维坐标数据。
可以快速、大量的采集空间点位信息,为快速建立物体的三维影像模型提供了一种全新的技术手段。
近些年来,三维激光扫描仪已经从固定朝移动方向发展,最具代表性的就是车载三维激光扫描仪,车载三维激光扫描仪是将三维激光扫描设备、卫星定位模块、惯性测量装置、里程计、360°全景相机、总成控制模块和高性能板卡计算机集成并封装于汽车的刚性平台之上,在汽车移动过程中,快速获取高精度定位定姿数据、高密度三维点云和高清连续全景影像数据,通过统一的地理参考和摄影测量解析处理,实现无控制的空间地理信息采集与建库。
汽车、三维激光扫描仪、数据处理软件,这三部分共同组成了车载三维激光扫描系统。
图1.车载三维激光扫描系统图2.系统工作原理图二、发展状况随着地理空间信息服务产业的快速发展,地理空间数据的需求也越来越旺盛。
地理空间数据的生产,成为世界经济增长的一大热点。
目前世界上最大的两家导航数据生产商NavTech和Tele Atlas均将车载三维激光扫描系统作为其数据采集与更新的主要手段,并将该技术视为公司的核心技术。
我国在车载三维激光扫描系统测图领域的研究起步较早,现已在多传感器集成、系统误差检校、直接地理参考技术、交通地理信息系统等方面取得突破性的进展,其中最具代表性的有李德仁院士主持、立得空间信息技术有限公司研制的LD2000-RM车载道路测量系统和刘先林院长主持、首都师范大学研制的SSW车载测图系统。
三、国内的应用经过多年的发展和应用,车载三维激光扫描系统已在我国基础测绘、应急保障测绘、街景导航地图测绘、三维数字城市建设、矿山测绘、公路GIS与公路路产管理、电力GIS数据采集与可视化管理、铁路GIS与铁路资产管理、公安GIS数据采集等项目中得到广泛应用。
三维激光扫描仪的优点
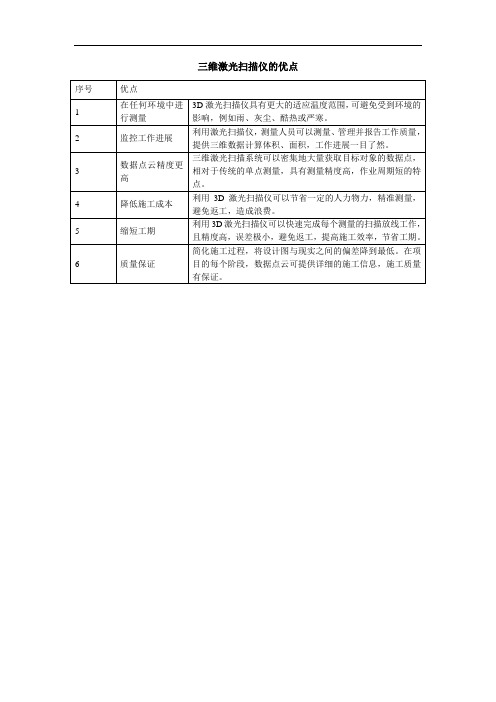
3D激光扫描仪具有更大的适应温度范围,可避免受到环境的影响,例如雨、灰尘、酷热或严寒。
2
监控工作进展
利用激光扫描仪,测量人员可以测量、管理并报告工作质量,提供三维数据计算体积、面积,工作进展一目了然。
3
数据点云精度更高
三维激光扫描系统可以密集地大量获取目标对象的数据点,相对于传统的单点测量,具有测量精度高,作业周期短的特点。
4
降低施工成本
利用3D激光扫描仪可以节省一定的人力物力,精准测量,避免返工,造成浪费。
5
缩短工期
利用3D激光扫描仪可以快速完成每个测量的扫描放线工作,且精度高,误差极小,避免返工,提高施工效率,节省工期。
6
质量保证
简化施工过程,将设计图与现实之间的偏差降到最低。在项目的每个阶段,数据点云可提供详细的施工信息,施工质量有保证。
徕卡三维激光扫描系统介绍

1
徕卡HDS三维激光扫描系统介绍
测绘仪器发展历程
徕卡HDS三维激光扫描技术及其原理
徕卡HDS三维激光扫描系统的产品系列及组成 徕卡HDS三维激光扫描系统的主要应用案例
2
B1001F23
你能看出这座桥吗?
B1001F23
B1001F23
B1001F23 B1001F23 B1001F23
B1001F23
B1001F23
B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23 B1001F23
25
徕卡HDS的主要应用——地形测绘
26
徕卡HDS的主要应用——公路测量
扫描点云 扫描点云 整条公路点云数据 清除路面噪音数据
27
线画图
徕卡HDS的主要应用——桥梁
管道设计分析
To 3D Model
化工设备和装置
To Accurate 2D Drawing
J-Tech Design LTD – Ingersoll, Ontario, Canada
三维数据存档
54
Areva / Framatome-ANP Lynchburg, Virginia USA
13
现场扫描工作流程
选点
14
设站
连接电源
15
量仪器高
选取扫描范围
RIEGL VZ-1000 三维激光扫描成像系统 说明书

LASER MEASUREMENT SYSTEMS®Preliminary DatasheetRIEGL VZ-1000®三维激光扫描成像系统拥有RIEGL 独一无二的全波形回波技术(waveform digitization)和实时全波形数字化处理和分析技术(on-line waveform analysis),每秒可发射高达300,000点的纤细激光束,提供高达0.0005°的角分辨率。
这种高精度高速激光测距及可同时探测到多重乃至无穷多重目标的细节信息技术优势,是传统单次回波反映单一物体技术所无法比拟的。
除此以外,基于RIEGL 独特的多棱镜快速旋转扫描技术,它能够产生完全线性、均匀分布、单一方向、完全平行的扫描激光点云线。
的高质量制作水准和密封等级使它能够在恶劣的环境条件下完成高难度的测量分析任务。
具有轻便、坚固耐用等显著优点,其安装和操作也极其简单:通过自带的控制面板即可设置参数,控制扫描,无需携带笔记本电脑,并可使用iPhone 或PDA 进行远距离的遥控操作,将全部数据都储存在设备附带的存储卡中。
操作模式:●无需笔记本即可单机获取数据,并利用内置用户界面进行基本配置及输入命令。
●通过有线或无线网络端口,在笔记本上经由RiSCAN PRO 进行远程遥控操作。
●将命令提示整合到移动激光扫描系统中。
●提供连接后处理软件接口。
使用界面:●整合人机交互界面(HMI),在设备上进行单机操作。
●使用320x 240像素、3.5寸高分辨率TFT 彩色液晶显示屏,防刮防反射并配备多语言菜单。
●防水抗污键盘,按钮设计便于控制。
●通过扩音器可获取声音信号。
RIEGL VZ-1000VZ-1000VZ-1000长距离、高精度、快速度、轻巧便携的三维激光扫描成像系统 ●超高速数据采集●广阔的扫描视场角,可控性强●能够识别多重目标●在恶劣环境下卓越的测量能力●标配高精度数码相机安装底盘●集成倾角传感器和激光铅锤●内置GPS 天线●多种端口(LAN,WLAN,USB 2.0)●设备本身具备内部数据存储能力●超长距离,高达1400米●建筑和正射影像测量●建立考古和文化遗产档案●隧道测量●土木工程应用及工程监测●城市三维建模●数字城市建模和车载激光扫描成像系统●地形和矿产测量系统构成软件包用于扫描仪的操作和数据处理数据存档:以目录树结构存储为XML 文件格式核查,智能视图和特征抽取拼接方式:提供包括全球坐标系拼接在内的全自动和半自动四种拼接方式高精度、低畸变的专业单反数码相机(4,256×2,832pixel)(4,288x 2,848pixel) ●自动生成高分辨率的贴图纹理网格●自动生成三维正射影像、数字高程图和等高曲线图●实时定位、距离、面积和体积的测量将扫描仪、软件和数码相机结合,能够实现Ø 200 mm308 m m3Preliminary Datasheet扫描仪通讯和数据接口●LAN 10/100/1000MBit/s 接口位于旋转头里●LAN 10/100MBit/s 接口位于底部●WLAN 接口位于顶部天线处●USB 2.0用于外部驱动存储(闪存●USB 2.0用于连接数码相机●GPS 天线连接器●两个用于额外电源供给的接口●GPS 脉冲同步接口(1PPS 扫描数据存储●内置32G 闪存存储●外部有USB 2.0存储驱动接口(可接/RIEGL VZ -1000®2)Laser PRR (Peak) 70 kHz100 kHz 150 kHz 300 kHz2)Effective Measurement Rate 29 000 meas./sec.42 000 meas./sec.62 000 meas./sec.122 000 meas./sec.3)Max. Measurement Range 4)for natural targets ρ ≥ 90%1200 m 1000 m 800 m 450 m for natural targets ρ ≥ 20%560 m470 m380 m270 m5)Max. Number of Targets per Pulse practically unlimited 6) 8)Accuracy 8 mm 7) 8)Precision 5 mmCLASS 1 LASER PRODUCT1)with online waveform processing4)limited by PRR 2)rounded values, selectable by measurement program 5)details on request3)Typical values for average conditions. Maximum range is 6)Accuracy is the degree of conformity of a measured quantity to its actual (true) value.specified for flat targets with size in excess of the laser7)Precision, also called reproducibility or repeatability, is the degree to beam diameter, perpendicular angle of incidence, and for which further measurements show the same result.atmospheric visibility of 23 km. In bright sunlight, 8)One sigma @ 100 m range under RIEGL test conditions.the max. range is shorter than under an overcast sky.9)0.3 mrad correspond to 30 mm increase of beamwidth per 100 m of range.Minimum Range 1.5 mLaser Wavelength near infrared 9)Beam Divergence 0.3 mrad10) frame scan can be disabled, providing 2D operation11) selectable, minimum stepwidth increasing to 0.004° @ 70 kHz PRRLASER MEASUREMENT SYSTEMS®0100200400500800Target Reflectivity [%]M a x i m u m M e a s u r e m e n t R a n g e [m ]w e t i c e , b l a c k t a r p a p e rd r y s n o wc o n i f e r o u s t r e e sd r y a s p h a l td e c i d u o u s t r e e st e r r a c o t t ac l i f f s , s a nd , m a s o n r yw h i t e p l a s t e r w o r k , l i m e s t o n e30051015202530354045505560657075801400w h i t e m a r b l e9085standard clear atmosphere: visibility 23 km light haze: visibility 8 kmc o n s t r u c t i o n c o n c r e t e9001000110012001300600700150 kHz100 kHz70 kHzrange limited by PRR300 kHz技术参数物理参数激光产品分类一级安全激光制造依照IEC60825-1:2007The following clause applies for instruments delivered into the United States:Complies with 21CFR 1040.10and 1040.11except for deviations pursuant to Laser Notice No.50,dated Jul 26,2001.温度范围:0℃~40℃(使用);-10℃~50℃(存放)保护等级:IP64,防尘,防雨水重量:9.8KG1)Range Performance 100°(+60°~-40°)旋转反射棱镜3线/秒~120线/秒0.0024°≤∆ϑ≤0.288°优于0.0005°(1.8arcsec)内置,专门用于扫描仪垂直位置的变化定位实时同步扫描数据的采集时间控制扫描仪同步旋转0°~360°旋转激光头0°/秒~60°/秒0.0024°≤∆φ≤0.5°优于0.0005°(1.8arcsec)扫描角度范围扫描机制原理扫描速度角度步频率∆ϑ(垂直),∆φ(水平)角度分辨率倾角传感器:内置同步计时器:同步扫描(可选):11)11)10)假设具备以下条件:平面目标大于激光光束;入射角垂直于目标且亮度平均。
三维激光扫描系统技术参数

三维激光扫描系统技术参数一.仪器精度:(1)点位精度:3 mm @ 50 m; 6 mm @ 100 m(2)距离精度:1.2 mm + 10 ppm(3)角度精度:8" / 8"(垂直/水平)(4)标靶获取精度:2 mm @ 50 m(5)双轴补偿器:实时机载液态传感器形式的双轴补偿,可选开/关,分辨率1’,补偿范围+/- 5’,补偿精度1.5"二.激光扫描:(6)激光类型:脉冲式,超高速WFD(波形数字化)增强技术,颜色及波长:1550 nm (不可见的) /658 nm (可见的),激光等级1级(符合IEC60825:2014标准)(7)扫描距离,范围:最小距离0.4 m最大范围270 m(34 %反射率),范围噪音*0.4 mm rms @ 10 m,0.5 mm rms @ 50 m(8)扫描速率:1000000点/秒(9)激光光斑大小:前窗激光光斑直径≤3.5mm(10)数据储存容量:256 GB内置固态硬盘(SSD)或外接USB设备(11)数据传输:千兆以太网,集成WLAN USB 2.0设备(12)机载界面显示:触摸屏(触笔)控制,真彩色VGA图形显示(640 x 480像素)(13)激光对中器:激光安全等级:1级(IEC 60825:2014)对中精度:1.5 mm @ 1.5 m 激光光斑直径:2.5 mm @ 1.5 m可打开/关闭(14)激光发散角:<0.23mrad(15)视场角:水平:360°(max)垂直:270°(max)照准:无视差,可变焦(16)仪器可同时使用两块内置锂电池和一块外挂锂电池,支持热交换2块内电池内置电池> 5.5小时(2块电池)外挂电池> 7.5小时(常温下)以便适应长时间野外作业;外接电源:24 V直流电或100 - 240 V交流电,典型40w功耗;。
基于控制器的高速三维激光扫描系统设计与实现
基于控制器的高速三维激光扫描系统设计与实现随着科技的不断发展,激光技术的应用越来越广泛,如在仓储、制造、医疗等行业都有着重要的作用。
其中,三维激光扫描系统可以快速地获取三维模型,广泛应用于制造业、文化遗产保护、室内设计等领域。
本文将介绍一种基于控制器的高速三维激光扫描系统设计与实现。
一、系统架构系统架构主要由三部分组成:控制器、激光扫描头和制动器。
其中,控制器作为整个系统的核心,主要负责数据处理、控制和传输等任务。
激光扫描头则用于发射激光束并接收反射回来的激光信号。
制动器则起到激光扫描头的定位作用,以确保扫描的精度和精度。
二、系统设计本系统采用的激光扫描头为TOF(Time-of-Flight)类型激光扫描头,其工作原理是计算反射回来的激光信号的往返时间,并通过ToF芯片进行数据转换,从而得到距离信息。
同时,由于ToF激光扫描头的工作频率高,能量密度大,因此可以实现高速扫描。
另外,为了确保扫描的精确性,本系统采用了高精度制动器来控制激光扫描头的运动轨迹。
在控制器的设计方面,本系统选择了基于FPGA(Field-Programmable Gate Array)芯片的控制器,该芯片具有可重构性、并行性、低功耗等特点,适用于高速数据处理和控制。
控制器的软件部分则主要由C语言和Verilog HDL编写而成。
三、系统实现系统实现的关键在于算法的设计和实现。
本系统采用了基于去噪和网格化的数据处理算法,通过滤波、积分、分割、匹配等步骤将原始扫描数据进行处理,最终得到三维点云数据。
算法实现过程中主要采用了C++编程语言。
同时,为了实现高速扫描,本系统采用了基于DSP芯片的数据传输方式,用于实现控制器和激光扫描头之间的快速数据传输。
同时,为了实现较长距离的扫描,本系统还采用了多台激光扫描头的联合扫描方式,以减小扫描盲区和遮挡等现象。
四、系统优化在系统优化方面,本文主要着重从三个方面进行了优化:数据采集、数据处理和数据显示。
三维激光扫描技术

通过三维激光扫描技术获取城市的点云数据,可 以快速建立城市的三维模型,为城市规划和管理 提供数字化基础。
环境监测
利用三维激光扫描技术对环境进行实时监测和数 据采集,为环境保护和治理提供依据。
04
三维激光扫描技术的优 势与挑战
优势
高精度测量
三维激光扫描技术能够实现高精度的 测量,获取物体表面的详细三维数据。
三维激光扫描技术
contents
目录
• 三维激光扫描技术概述 • 三维激光扫描系统 • 三维激光扫描技术的应用 • 三维激光扫描技术的优势与挑战 • 三维激光扫描技术案例分析
01
三维激光扫描技术概述
定义与特点
定义
三维激光扫描技术是一种通过激 光测距原理快速获取物体表面点 云数据的高科技手段。
特点
地形地貌测量
01
地形地貌数据获取
利用三维激光扫描技术快速获取地形地貌的高精度三维数据,为地理信
息系统(GIS)提供基础数据。
02
地形地貌动态监测
实时监测地形地貌的变化情况,如山体滑坡、地面沉降等自然灾害或人
为活动引起的地形变化。
03
土地资源调查与规划
基于地形地貌数据进行土地资源的调查、规划和利用,为土地管理和城
快速数据获取
扫描过程快速,可以在短时间内获取 大量数据,提高了工作效率。
非接触测量
该技术是非接触式的,不会对被测物 体造成损害,特别适合对脆弱或易碎 物体的测量。
实时数据处理
扫描的同时可以实时获取初步的三维 数据,便于及时调整和优化。
挑战
01
遮挡问题
当扫描过程中存在遮挡时,可能会 造成数据的丢失或失真。
设备成本
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三维激光扫描系统
1.概述
三维光纤激光切割机是由专用光纤激光切割头、高精度电容式跟踪系统、光纤激光器以及工业机器人系统组成,对不同厚度的金属板材进行多角度、多方位柔性切割的先进设备。
三维机器人激光切割机设备广泛应用于金属加工、机械制造及汽车零部件制造等对3D工件有加工需求的生产中。
2.三维光纤激光切割机器人
(1)三维激光切割原理激光通过激光器产生后,由反射镜传递并通过聚集镜照射到加工物品上,使加工物品(表面)受到强大的热能而温度急剧增加,使该点因高温而迅速的熔化或者汽化,配合激光头的运行轨迹从而达到加工目的。
(2)光纤的选择根据金属板材的厚度不同,选用不同的光纤激光器功率,三维切割光纤激光器的功率一般分200W、300W、400W、500W与1000W等多种规格;对不同功率的激光器配备不同的冷却系统,以保障激光器的正常工作。
同时要根据机械臂的工作半径和加工工件的大小选定合适长度的操作光纤传输激光,以满足客户切割要求。
(3)辅助气体的要求三维光纤激光切割机采用的辅助气体是99.99%的氧气,这样对切割的精度、速度和切割的断面效果有很大的帮助。
耗电耗材:
系统耗电:<8KW(根据选配激光器功率大小而异)
零星耗材:<0.5元/小时(包括高功率激光器水冷系统的滤芯、切割头气嘴和切割头保护镜片)
吹气费用:<6元/小时(以用纯氧辅助切割2MM内碳钢为例)
性能指标:
激光功率:200W/300W/400W/500W/1000(根据工件材质和料厚可选)
激光波长:1070NM
工作区域:半径2米的半球形工作区域(选配半径2米的机械手)
切割速度:0-15米/分钟(根据功率大小和工件材质与厚度可调)
供电电源:三相交流380V
用电功率: <8KW(根据选配激光器功率大小而定)
冷却方式:风冷/水冷(根据选配激光器功率大小而定)
切割头焦距:5-7英寸(根据工件厚度可选)
机械手重复定位精度:±0.1MM
机械手保护等级:IP65
系统使用寿命:十万小时
系统保修:2年
系统选型:
1. 根据工件大小选配不同臂长的机械手。
在置顶安装的情况下,机械手为半球面的工作区域,考虑到用户的实际加工情况和后期产品升级空间,建议采用臂长
2.01米的机械手,可达直径3米的半球形加工区域。
2. 根据工件材质和厚薄选配不同功率级别的光纤激光器。
金属的切割以碳钢、铝和不锈钢三种为代表,铝等为高反射材料,同样料厚情况下需选配更大功率的激光器,碳钢比较容易切割,典型参数为2MM内厚碳钢选用200W激光器。
具体选型可接洽我公司工艺工程师。
3. 根据工件厚薄选配不同焦距的切割头,有3、5、7英寸可供选配。
6mm以下薄板切割可选5英寸的中焦距切割头,6mm 以上中厚板切割一般选用7英寸的长焦距切割头。
4. 根据实际需要选配离线编程软件。
采用用工业机器人代替五轴机床。
工业机器人的重复定位精度比五轴机床稍低,约为±100uM,但完全满足汽车钣金覆盖件和底盘件行业的精度要求。
而采用工业机器人大大降低了系统的成本造价,减少了耗电系统费用和系统运行维护费用以及系统的占地面积。
产品结合汽车钣金覆盖件和底盘件的行业特点,采用工业机器人+光纤激光器的组合进行三维切割,耗材耗电总费用控制在每小时20元内。
用光纤激光器代替CO2激光器。
光纤激光技术是近几年高速发展的激光技术,相比传统激光,具有更好的切割质量,更低的系统造价,更长的使用寿命和更低的维护费用,更低的耗电。
光纤激光器的激光可以通过光纤传输,方便与工业机器连接,实现柔性加工。