绿化苗木明细表 格式
苗木表格
实际冠幅 (cm)
实际胸径(cm)
实栽数量
时间: 年 月 日 备注
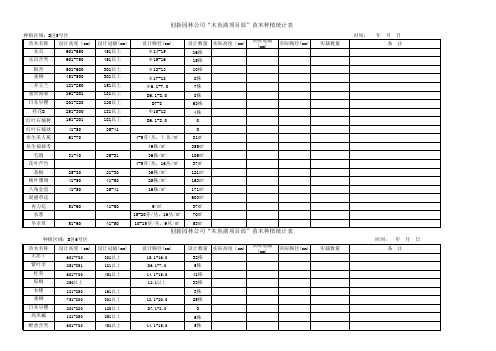
种植区域:B区8号区
创新园林公司“木鱼湖项目部”苗木种植统计表
时间:2014年7月3日
苗木名称 花叶芦竹
慈姑 水生鸢尾
香蒲 萍蓬草 黑藻
设计高度(cm) 61-80 31-40 31-40 51-60 31-40
设计冠幅(cm)
25-30 31-40 41-50 25-30
设计胸径(cm) 15.1-16.0
14.1-15.0 17.1-18.0
4丛/m² 25株/m² 49株/m² 25株/m² 36株/m²
满种 49株/m² 36株/m² 16株/m² 2头/m² 2头/m² 36株/m² 10-15芽/丛,16丛/m² 25株/m²
设计数量 实际高度(cm) 3株 10株 97株 11株 7株 23株 10株 76㎡ 270㎡ 132㎡ 115㎡ 75㎡ 88㎡ 285㎡ 108㎡ 118㎡ 114㎡ 335㎡ 58㎡ 122㎡ 80m²
种植区域:B区5号区
苗木名称 女贞
设计高度(cm) 601-650
乐昌含笑
601-750
银杏 垂柳 二乔玉兰 垂丝海棠 日本早樱 桂花B
红叶石楠树 红叶石楠球 水生美人蕉 从生福禄考
毛鹃 花叶芦竹
茶梅 桃叶珊瑚 八角金盘 混播草皮 再力花
水葱 旱伞草
501-600 451-500 181-250 161-201 201-220 251-300 161-201 41-50 61-70
苗木名称 设计高度(cm)
千鸟花
大吴风草
细叶针茅
51-60
混播草皮
海桐
【精选Word版】绿化管护项目工程量表、绿化苗木明细表(样本范本)

水岸线长500米
二
单独乔木
株
三
设施维护
㎡
包括广场、庭院灯、凉亭射灯、路缘石、路灯等所有设施设备。
四
园建设施保洁
硬地保洁
㎡
三级道路,每天保洁一次
五
厕所
座
绿化苗木明细表如下:
序号
道路名称及起止点
内容
乔木(株)
棕榈(株/丛)
灌木(株)
占地面积(㎡)
灯具
园建设备
小计
单独乔木
绿地乔木
小计
单独棕榈
绿地棕榈
小计
【精选Word版】绿化管护项目工程量表、绿化苗木明细表(样本范本)
序号
名称
工程量
单位
备注
一
总面积
㎡
1.绿地面积
㎡
一级养护;绿地范围内有乔木3000株、灌木2000株
2.绿地面积
㎡
三级养护;绿地范围内有灌木1000株
3.硬地面积
㎡ቤተ መጻሕፍቲ ባይዱ
4.时花面积
㎡
2022年两次时花两次草皮,2023年两次时花两次草皮。
5.水体面积
单独灌木
绿地灌木
小计
硬地面积
绿地面积
小计
庭院灯
凉亭射灯
小计
园林小品
木凉亭
1
2
3
4
5
6
7
8
9
10
苗木明细表

6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38
φ=10-12,P=250300,H=300-350 φ=18-20,P=500天竺桂A 600,H=800以上 φ=12-14,P=400天竺桂B 420,H=650-700 φ=16-18,P=350垂柳 400,H=500-600 φ=16-18,P=300乐昌含笑 350,H=650-800 D=35-40,P=350董棕 500,杆H=450-500 D=6-7,P=150油茶B 160,H=160-180 φ=10-12,P=180杜英 250,H=400-450 φ=10-12,P=200黄花槐 250,H=250-300 φ=12-14,P=180南洋杉 250,H=750-800 φ=22-24,P=450滇朴A 500,H=700-750 φ=15-16,P=350复羽叶栾树 400,H=450-500 φ=10-12,P=250小叶樟 300,H=300-400 φ=22-24,P=450黄连木A 500,H=700-800 P=200-300,H=350红叶乌桕 450 φ=20-22,P=300银杏A 350,H=700-800 φ=12-14,P=200银杏B 300,H=600-700 D=35,P=350大金桂 450,H=550以上 D=28-30,P=350金桂 500,H=500以上 φ=14-16,P=250四季桂 300,H=350-400 φ=14-16,P=350红花木莲 400,H=600以上 φ=10-12,P=300枫香 350,H=500-600 φ=12-14,P=200水杉 300,H=450-500 φ=10-12,P=300刺桐 350,H=350-400 φ=10-12,P=200华山松 250,H=500以上 φ=65-70,P=350榕树A 400,H=350-600 φ=28-30,P=350榕树B 400,H=500-600 φ=22-24,P=400黄葛榕 500,H=600以上 φ=12-14,P=250蓝花楹 300,H=400-500 D=12-14,P=300冬樱花 350,H=450-600 φ=16-18,P=300小叶榕 450,H=450-500 D=16-18,P=150加纳利海枣 200,杆H=60-80 D=28-32,P=200棕桐 250,杆H=500-550 四照花
苗木表 (1)
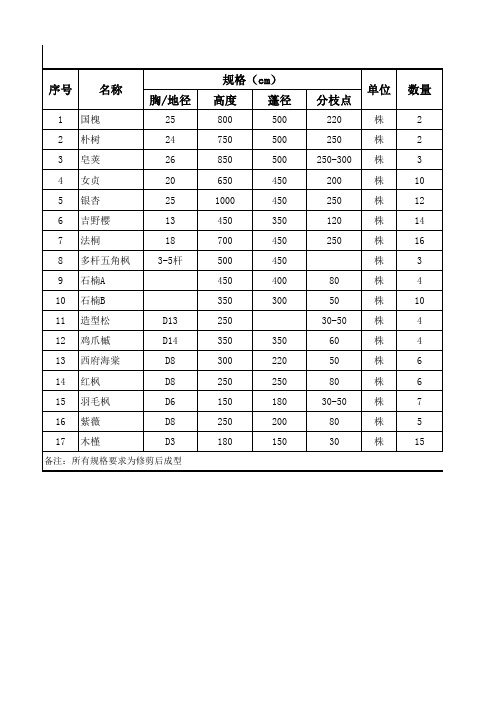
D13 D14 D8 D8 D6 D8 D3
250 350 300 250 150 250 180 350 220 250 180 200 150
60 50 80 30-50 80 30
备注:所有规格要求为修剪后成型
苗
备注
特选全冠饱满,四级分支 优选飘冠饱满,三级分支 特选全冠饱满,四级分支,移植苗 全冠饱满,三级分支,移植苗
规格(cm) 蓬径
300
分枝点
30-60
单位
株 平米
数量
3 31 12 24 14 15 170 31 308 82 41 193 107 96 32 40 299
备注
姿态优美造型佳,低分枝 12株/M2,全稍,不杀头 饱满密实不脱脚 饱满密实不脱脚 饱满密实不脱脚 饱满密实不脱脚 健壮饱满,64-81株/平米,按季节选品种 健壮饱满,49株/平米,盆苗,不漏土 健壮饱满,49株/平米,盆苗,不漏土 健壮饱满,36株/平米,盆苗,不漏土 健壮饱满,36株/平米,盆苗,不漏土 健壮饱满,36株/平米,盆苗,不漏土 健壮饱满,36株/平米,盆苗,不漏土 健壮饱满,25株/平米,盆苗,不漏土 健壮饱满,36株/平米,盆苗,不漏土 健壮饱满,36株/平米,盆苗,不漏土 满铺,冬季追播黑麦草,不漏土
木
表
序号
18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 红梅 黄金竹 海桐球 大叶黄杨 金心黄杨球 红叶石楠球 时花 匍枝亮绿忍冬 瓜子黄杨 海桐 紫叶小檗 金森女贞 金边黄杨 红瑞木 红叶石楠 大叶黄杨 草坪(果岭草) 35 40 45 45 45 50 55 55 60
名称
规格(cm) 胸/地径
苗木采购明细单
标题:苗木采购明细单日期:XXXX年XX月XX日一、采购明细:1. 樟树苗木:50棵,规格:高度150厘米,直径15厘米,单价:人民币X元/棵(含运费)。
2. 桂花树苗木:30棵,规格:高度200厘米,直径20厘米,单价:人民币X元/棵(含运费)。
3. 银杏苗木:20棵,规格:高度30厘米,直径10厘米,单价:人民币X元/棵(不含运费)。
4. 樱花树苗木:40棵,规格:高度80厘米,直径5厘米,单价:人民币X元/棵(运输至我方指定地点)。
5. 其他:60株灌木苗和15株草皮植物,种类和规格将根据需要定制,并确保适合此场地。
单价和运输费用将在具体确认后提供。
二、采购要求:所有苗木需符合国家或行业标准,生长健康,无病虫害。
所有苗木应适应当地的土壤和气候条件。
所有费用(如运费、卸货费、保险费等)应包含在上述单价中。
付款方式将在合同签订后进行。
三、验收标准:1. 苗木数量和种类应与订单明细一致。
2. 苗木生长健康,无病虫害,符合国家或行业标准。
3. 苗木应适应本地土壤和气候条件。
4. 验收合格后,供应商将提供相关证明文件。
四、供应商信息:供应商名称:XXX苗木有限公司地址:XXXX市XXXX路XXX号联系人:XXX先生/女士电话:XXX-XXXXXXX邮箱:***********五、附加说明:1. 如苗木数量、种类或质量不符合要求,我方有权拒收或要求更换。
供应商应对任何不符合要求的苗木承担全部责任。
2. 我方有权在付款前对苗木进行验收,验收合格后我方将支付相应款项。
3. 所有苗木的运输和储存应符合国家或行业标准,确保苗木的完好无损。
4. 本明细单将作为合同的一部分,与合同具有同等法律效力。
以上就是本次苗木采购的明细单,如有任何问题或需要进一步协商,请随时联系供应商。
供应商和采购方需严格遵守本明细单中的所有条款,确保交易的顺利进行。
绿化苗木采购清单()

m2
24
百慕达草+黑麦 1.高度(修剪后):20-25,2.冠幅:35-40,3.养护期:2 草 年 4. 密封满铺
m2
206.000
196.000
607.000
270
395.000
399.000
108.000
810.000
112.000
262.000
758.000
1
金边黄杨
1.高度(修剪后):25-30,2.冠幅:20-25,3.养护期:2 年 4. 49袋/平米
m2
2
瓜子黄杨
1.高度(修剪后):30-35,2.冠幅:20-25,3.养护期:2 年 4. 19袋/平米
m2
3
八角金盘
1.高度(修剪后):70-80,2.冠幅:40-45,3.养护期:2 年 416袋/平米
m2
7
金森女贞
m2
8
大叶栀子
1.高度(修剪后):45-50,2.冠幅:35-40,3.养护期:2 年 4. 16袋/平米 1.高度(修剪后):120,2.冠幅:60,3.养护期:2年 4. 4袋/平米
m2
9
法青A
m2
10 法青B
1.高度(修剪后):100,2.冠幅:40,3.养护期:2年 9袋/平米
m2
13 大叶黄杨
m2
14 月季
1.高度(修剪后):40-45,2.冠幅:多年生,3.养护期:2 年 4. 25袋/平米
m2
15 南天竹
1.高度(修剪后):50-60,2.冠幅:35-40,3.养护期:2 年 4. 25袋/平米
m2
16 红叶石楠
1.高度(修剪后):50-60,2.冠幅:35-40,3.养护期:2 年 4. 25袋/平米
园林绿化资料表格模板

附表1:园林绿化工程分部、分项工程划分注1:水体绿化、边坡绿化分部各条文有待细化,实际运用时各暂按一个分项验收。
施工现场质量管理检查记录(DB33/T1068—2009)表7.1开工时间:注:此表由施工单位现场负责人填写,填写之后将有关文件的原件或复印件附在后边,请总监(建设单位项目负责人)验收核查,核查后返还施工单位,并签字认可。
单位(子单位)工程质量竣工验收记录表7.2统表Ⅰ园林绿化工程质量控制资料核查记录表7.3统表Ⅱ续下表园林绿化工程质量控制资料核查记录接上表表7.3统表Ⅱ单位(子单位)工程安全和功能检验资料核查及主要功能抽查记录表7.4统表Ⅲ单位(子单位)工程观感质量检查记录表7.5统表Ⅳ监理单位或建设单位填写)施工单位技术负责人:总监理工程师:施工单位项目经理:(建设单位项目负责人)年月日年月日参加检查人员签字年月日检验批质量验收记录表7.6编号:工程名称分项工程名称验收部位施工单位专业工长项目负责人施工执行标准名称及编号分包单位分包项目负责人施工班组长主控项目质量验收标准的规定施工单位检查评定记录监理(建设)单位验收记录1234一般项目123456施工操作依据质量检查记录施工单位检查结果评定项目专业项目专业质量检查员:技术负责人:年月日监理(建设)单位验收结论监理工程师:(建设单位项目专业技术负责人)年月日注:本表由施工项目专业质量检查员填写,专业监理工程师(建设单位项目技术负责人)组织项目专业质量(技术)负责人等进行验收。
附件表表7.6附表编号:序号附件名称附件编号1234567891011121314151617施工单位填写人签名:分项工程质量验收记录表7.7编号:检验批质量检查记录备注检查结论项目专业技术负责人:年月日验收结论监理工程师:(建设单位项目专业技术负责人)年月日注:分项工程质量应由监理工程师(建设单位项目专业技术负责人)组织项目专业技术负责人等进行验收。
分部(子分部)工程验收记录表7.8编号:工程名称施工单位技术部门负责人质量部门负责人分包单位分包单位负责人分包技术负责人序号子分部(分项)工程名称分项数(检验批数)施工单位检查评定监理(建设)单位验收意见1 2 356质量控制资料安全和功能检验(检测)报告观感质量验收验收结论(由监理或建设单位填写)施工单位项目负责人:年月日分包单位项目负责人:年月日勘察单位项目负责人:年月日设计单位项目负责人:年月日总监理工程师:(建设单位项目专业负责人)年月日注:分部(子分部)工程质量应由总监理工程师(建设单位项目专业负责人)组织施工项目负责人和有关勘察、设计单位项目负责人进行验收。
绿化项目清单明细表

项目特征
1.乔木种类:紫叶 稠李 2.乔木规格:Φ =6-7cm,W=2.5-3 米,土球直径0.6 米。 3.养护期:1年 4.树形优美,全冠 。 5.树木支撑:四脚 桩(树棍桩)
1.乔木种类:山杏 2.乔木胸径:Φ =6-7cm,W=2.53.0米,土球直径 0.6米。 3.养护期:1年 4.树形优美,全冠 。 5.树木支撑:四脚 桩(树棍桩)
计量 单位 株
株
株
株
株
工程 数量
第3页 共8页 金额(元)
综合单价
合价
分部分项工程量清单与计价表
工程名称:绿化工程 序号 项目编码
项目名称
17 050102001013 栽植乔木
18 050102001014 栽植乔木 19 050102001014 栽植乔木 20 050102004001 栽植灌木 21 050102004001 栽植灌木
土方外运100米
36 050102007005 栽植色带
1.苗木种类:金叶
莸篱
2.苗木株高、株
距:H=0.4-0.6 米,36株/平米.
m2
3.养护期:1年
4.人工挖土换土:
土方外运100米
37 050102007007 栽植色带
1.苗木种类:金叶
莸篱
2.苗木株高、株
距:H=0.4-0.6 米,36株/平米.
分部分项工程量清单与计价表
工程名称:绿化工程 序号 项目编码
项目名称
1 050102001002 栽植乔木
2 050102001002 栽植乔木 3 050102001003 栽植乔木: 4 050102001004 栽植乔木: 5 050102001004 栽植乔木: