卡扣连接简明规则
塑料件卡扣连接设计指南

塑料件卡扣连接设计指南1、ﻩ范围ﻩ错误!未定义书签。
2、ﻩ规范性引用文件.............................................................................................................. 错误!未定义书签。
3、ﻩ定义ﻩ错误!未定义书签。
4、ﻩ塑料件卡扣连接概述........................................................................................................ 错误!未定义书签。
4、1卡扣连接得关键要求 ............................................................................................ 错误!未定义书签。
4、2................................................................................................... 卡扣连接得要素ﻩ错误!未定义书签。
5、ﻩ约束概述ﻩ错误!未定义书签。
5、1约束原理................................................................................................................ 错误!未定义书签。
5、2约束原则ﻩ错误!未定义书签。
5、3约束布置................................................................................................................ 错误!未定义书签。
塑料卡扣连接设计
塑料卡扣连接设计塑料卡扣连接是一种常见的连接方式,广泛应用于各种塑料制品中。
它具有结构简单、成本低廉、安装方便等优点,因此深受制造商和消费者的青睐。
本文将介绍塑料卡扣连接的设计原理、常见应用领域以及相关的材料选择和制造工艺等。
首先,我们需要了解塑料卡扣连接的设计原理。
塑料卡扣连接通常由两部分组成:一部分是卡扣头部,用于连接两个塑料制品;另一部分是卡扣底座,用于固定卡扣头部。
卡扣头部通常具有一个凹口和一对凸起,而卡扣底座则有相应的凸口和凹陷。
当卡扣头部插入卡扣底座时,凹口和凸起会相互咬合,形成牢固的连接。
为了确保连接的牢固性,设计者通常会在卡扣底座上设置几个锁定点或锁定槽,以增加连接的稳定性。
在设计塑料卡扣连接时,材料的选择非常重要。
一般来说,塑料卡扣连接的材料需要具有一定的韧性和耐磨性。
常见的材料包括聚丙烯(PP)、聚乙烯(PE)、聚苯乙烯(PS)和聚氯乙烯(PVC)等。
这些材料具有低成本、易加工和良好的物理性能等特点,非常适合塑料卡扣的制造。
塑料卡扣连接的制造工艺通常包括注塑和压延两种方法。
注塑是将熔化的塑料材料注入到模具中,使其快速冷却和固化成型。
注塑的优点是生产效率高,制品质量稳定。
而压延则是将熔化的塑料材料通过一个滚轮或压延机进行挤压,使其成型。
压延的优点是成本低,适用于大批量生产。
除了常见的设计原理、应用领域、材料选择和制造工艺外,塑料卡扣连接的设计还需要考虑一些其他因素。
例如,连接的牢固性、连接面积的大小、卡口的形状和尺寸、材料的颜色和表面处理等。
这些因素将直接影响到连接的质量和外观。
综上所述,塑料卡扣连接是一种常见的连接方式,具有结构简单、成本低廉、安装方便等优点,在服装、箱包、家具、汽车零部件等领域有广泛的应用。
通过合理的设计原理、材料选择和制造工艺,我们可以生产出质量稳定、牢固可靠的塑料卡扣连接产品。
塑料件卡扣连接设计指南
塑料件卡扣连接设计指南目次1.范围 (1)2.规范性引用文件 (1)3.定义 (1)4.塑料件卡扣连接概述 (2)4.1卡扣连接的关键要求 (2)4.2卡扣连接的要素 (4)5.约束概述 (12)5.1约束原理 (12)5.2约束原则 (16)5.3约束布置 (16)6.定位功能件设计 (21)6.1定位功能件类型 (21)6.2定位副的组合及其适配性 (29)6.3定位副与装配 (30)6.4定位副与保持 (33)7.锁紧功能件设计 (36)7.1锁紧功能件类型 (36)7.2锁紧功能件的结构设计与计算 (52)7.3对锁紧功能件装配与保持行为的分离 (76)前言为指导本公司塑料件卡扣连接的开发,特制定了本设计指南。
集成在产品上的卡扣连接与散件紧固或焊、粘接相比功能产品单一,无需配套;不要求焊接、点胶等复杂的操作;锁紧功能件由模具成型,一致性好,互换性强,尤其适合汽车行业的大批量生产;装配及拆卸往往不需要工具,便利性强;省去或减少了螺钉、螺母等散件的使用数量,降低了生产成本;可用于对外观有要求而不能使用散件紧固的产品。
且由于塑料产品的材料和工艺特性特别有利于集成式卡扣的开发,所以卡扣连接是一种普遍应用于汽车塑料产品的连接形式。
然而塑料件卡扣连接的可靠性特别依赖设计,本指南旨在对卡扣设计进行介绍,使读者了解相关知识并能应用在本公司塑料产品的设计开发中。
本指南由公司产品管理部提出并归口。
本指南起草单位:车身工程研究院。
本指南主要起草人:黄闿鸣本指南由车身工程研究院负责解释。
塑料件卡扣连接设计指南1.范围本指南主要从约束布置、定位功能件及锁紧功能件设计等方面对集成在塑料件上的卡扣连接进行介绍,也可为其他未集成在塑料件上的卡扣连接形式提供设计参考。
本指南用于指导本公司汽车塑料件卡扣连接的设计开发。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
吊车钢丝绳卡扣安装标准
吊车钢丝绳卡扣安装标准
吊车钢丝绳卡扣是用于连接钢丝绳的重要部件,因此在选择时必须注意以下几点:
a. 卡扣的材质必须与钢丝绳相适应,在承载能力和强度上要达到相同的标准。
b. 卡扣的尺寸必须与钢丝绳的直径匹配,以确保卡扣的牢固度和安全性。
c. 卡扣的外观应该光滑无瑕疵,没有明显的裂缝和变形。
2. 吊车钢丝绳卡扣的安装:
a. 钢丝绳卡扣的安装必须在干燥、平整的表面上进行,以确保卡扣与钢丝绳的连接牢固。
b. 在安装之前,必须确保钢丝绳的两端没有断裂或磨损,并且表面没有生锈或其他损伤。
c. 将卡扣放在钢丝绳的端部,确保卡扣的开口面对着钢丝绳的另一端。
d. 使用专用的卡扣压紧器将卡扣压紧,并确保卡扣的两端完全贴合在一起。
e. 在卡扣压紧后,用钳子夹住卡扣的尾部,将其弯曲成U形,并将其压实。
f. 在安装完成后,应进行拉力测试,以确保卡扣与钢丝绳的连接牢固可靠。
3. 吊车钢丝绳卡扣的维护:
a. 定期检查卡扣的外观,如果有损坏或磨损,应及时更换。
b. 定期对卡扣进行拉力测试,以确保其连接牢固。
c. 在使用过程中,注意检查钢丝绳的表面是否有磨损或断裂,及时更换。
d. 在存放和使用过程中,要避免卡扣受到过度的拉力和挤压,以防损坏。
注意事项:
a. 在安装和使用过程中,必须遵守相关的安全规定和操作规程。
b. 在安装和维护过程中,必须使用专用的工具和设备,不得使用不合适的工具和设备。
c. 在遇到问题或疑问时,必须及时咨询专业人士。
塑料件卡扣连接设计指南

塑料件卡扣连接设计指南2. 规范性引用文件 ........................................................................................3. 定义...................................................................................................4. 塑料件卡扣连接概述 ....................................................................................4.1 卡扣连接的关键要求4.2 卡扣连接的要素5. 约束概述 ...............................................................................................5.1 约束原理5.2 约束原则5.3 约束布置6. 定位功能件设计.........................................................................6.1 定位功能件类型6.2 定位副的组合及其适配性6.3 定位副与装配6.4 定位副与保持7. 锁紧功能件设计.........................................................................7.1 锁紧功能件类型7.2 锁紧功能件的结构设计与计算7.3 对锁紧功能件装配与保持行为的分离为指导本公司塑料件卡扣连接的开发,特制定了本设计指南。
集成在产品上的卡扣连接与散件紧固或焊、粘接相比功能产品单一,无需配套;不要求焊接、点胶等复杂的操作;锁紧功能件由模具成型,一致性好,互换性强,尤其适合汽车行业的大批量生产;装配及拆卸往往不需要工具,便利性强;省去或减少了螺钉、螺母等散件的使用数量,降低了生产成本;可用于对外观有要求而不能使用散件紧固的产品。
塑料件卡扣连接设计指南

塑料件卡扣连接设计指南Document number:PBGCG-0857-BTDO-0089-PTT1998塑料件卡扣连接设计指南为指导本公司塑料件卡扣连接的开发,特制定了本设计指南。
集成在产品上的卡扣连接与散件紧固或焊、粘接相比功能产品单一,无需配套;不要求焊接、点胶等复杂的操作;锁紧功能件由模具成型,一致性好,互换性强,尤其适合汽车行业的大批量生产;装配及拆卸往往不需要工具,便利性强;省去或减少了螺钉、螺母等散件的使用数量,降低了生产成本;可用于对外观有要求而不能使用散件紧固的产品。
且由于塑料产品的材料和工艺特性特别有利于集成式卡扣的开发,所以卡扣连接是一种普遍应用于汽车塑料产品的连接形式。
然而塑料件卡扣连接的可靠性特别依赖设计,本指南旨在对卡扣设计进行介绍,使读者了解相关知识并能应用在本公司塑料产品的设计开发中。
本指南由公司产品管理部提出并归口。
本指南起草单位:车身工程研究院。
本指南主要起草人:黄闿鸣本指南由车身工程研究院负责解释。
塑料件卡扣连接设计指南1.范围本指南主要从约束布置、定位功能件及锁紧功能件设计等方面对集成在塑料件上的卡扣连接进行介绍,也可为其他未集成在塑料件上的卡扣连接形式提供设计参考。
本指南用于指导本公司汽车塑料件卡扣连接的设计开发。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
JB/T 6544-1993塑料拉伸和弯曲弹性模量试验方法3.定义塑料件的连接通过机械、焊接、粘接等连接手段对塑料件形成特定约束的连接方式。
卡扣连接卡扣连接是通过集成在零件上或分离的定位功能件和锁紧功能件共同作用对零件形成特定约束的连接方式,其中锁紧功能件在装配过程中发生形变,随后又恢复到它原始位置从而形成锁紧并提供保持力。
注塑件卡扣设计注意事项
设计实例
设计实例
设计实例
常见的装配方式及约束功能件
常见的装配方式及约束功能件
常见的装配方式及约束功能件
约束功能件
约束包括对装配件相对于基体件的运动控制。约束功能件是 在连接中提供约束的结构。约束功能件有两种:定位功能件和锁 紧功能件。通常简称为定位件和锁紧件。 定位件和锁紧件对卡扣连接是“必须的和有效的”功能件。 换句话说,它们都是构建卡扣所必须的。这两种类型的功能件在 装配件或基体件任何一件上都能找到。
产品设计开发卡扣结构设计简析卡扣连接的分类及其简明设计规则常见的装配方式及约束功能件卡扣设计的分离等级装配方式的选择卡扣连接的分类及其简明设计规则卡扣连接的分类及其简明设计规则卡扣连接的分类及其简明设计规则卡扣连接的分类及其简明设计规则卡扣连接的分类及其简明设计规则卡扣连接的分类及其简明设计规则设计实例设计实例设计实例常见的装配方式及约束功能件常见的装配方式及约束功能件常见的装配方式及约束功能件约束功能件约束包括对装配件相对于基体件的运动控制
Logo
卡扣的连接设计
产品设计开发
2016-9-6
卡扣结构设计简析
1
2 3
卡扣连接的分类及其简明设计规则
常见的装配方式及约束功能件 卡扣设计的分离等级
4
装配方式的选择
卡扣连接的分类及其简明设计规则
卡扣连接的分类及其简明设计规则
卡扣的设计分离等级
卡扣的设计分离等级
卡扣的设计分离等级
装配运动的选择
Logo
精工开发
Click to edit Leabharlann ompany slogan .
起重吊装钢丝绳插编和卡扣使用规定
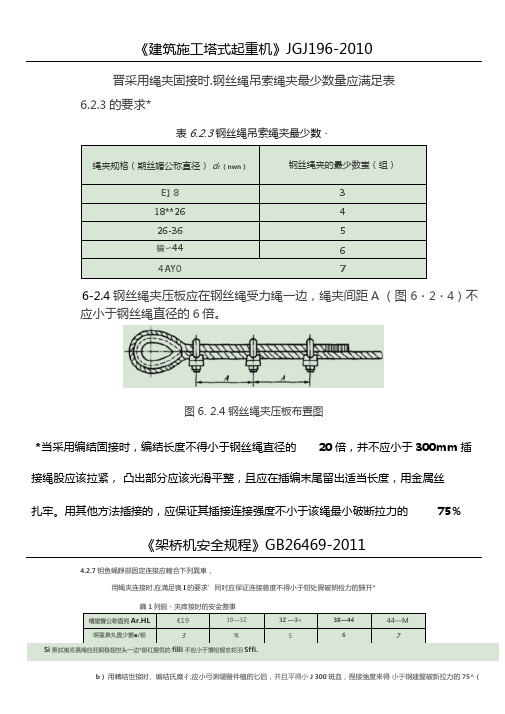
《建筑施工塔式起重机》JGJ196-2010晋采用绳夹固接时.钢丝绳吊索绳夹最少数量应满足表6.2.3的要求*表6.2.3钢丝绳吊索绳夹最少数・6-2.4钢丝绳夹压板应在钢丝绳受力绳一边,绳夹间距A (图6・2・4)不应小于钢丝绳直径的6倍。
图6. 2.4钢丝绳夹压板布置图*当采用编结固接时,编结长度不得小于钢丝绳直径的20倍,并不应小于300mm插接绳股应该拉紧,凸出部分应该光滑平整,且应在插编末尾留出适当长度,用金属丝扎牢。
用其他方法插接的,应保证其插接连接强度不小于该绳最小破断拉力的75%《架桥机安全规程》GB26469-20114.2.7钥鱼蝇睜部固定连接应轄合下列異車,用蝇夹连接时.应満足喪I的要求’同吋应保证连接兽度不得小于钳处買破朗检力的歸开*藕1列鋭・夹痒接时的安金整事b)用轉结世接时、编结氏糜彳;应小弓粥缱聲件植的匕侣,并且平得小J 300斑血,捏接強度来得小于钢建握破新拉力的75^(C)用豪块、锲套怪按时*換套屈川钢材Wjfi.jBffi强度下得小于轉建塑拉力的75^1d)用锥形整観峙tt连揍时,连接强度应达別嗣邃缥的礦斷挖力]*>用钳伶金套压前医誉接时•连搀强度应迟到阿理無的破斷拉力的盹幷.《建筑工程施工起重吊装规范》JGJ276-2012<b) 8膛头吊索图斗.3+ 1-1吊索吊索的绳环或两端的绳套应采用编插接头,编插接头的长度不应小于钢丝绳直径的20倍。
8股头吊索两端的绳套可根据工作需要装上桃形环、卡环或吊钩等吊索附件。
《起重机械安全规程》GB6067-20104. 2, E 6钢趣純鋼部的固疋和连犠应种合如下要求ta> 用翅臾理接时,应満啓】的强集.同时应保i£趣接强度不小十辦莹绳绘小破斷拉力的夷1钢丝逼夹隹接时飾安全耍求b)用编卑i连接吋、蜿结长度卜应小J WSMf±W 15件井U不小J 300mm.连按强度不应小J钢厘餾屋小碱斷拉力前75%.c)用楔块、撲套連接时.楔套应用钢材制造.连接强度不应小于钢卷绳兹小破箭按力的巧嗚・d)HI惟恋套浇铸法连接时》11按强畑I就达刊酗雀餾的眾小破怔力a“ 用铝fr录套斥縮就11峨时.辻按強甌向达刑撫建縄最小破斷拉综上:直径15mn以下的,插编长度30cm以上;直径15mn以上的,做吊索的插编长度20d以上,其他用途的插编长度15d。