乳与乳制品微生物检验方法
乳品微生物指标及检验标准介绍

微生物指标监管政策的完善
制定更严格的乳品安全标准
01
针对乳品中的微生物指标,制定更为严格和具体的标准,确保
乳品安全。
加强监管力度
02
加大对乳品生产、加工、销售等环节的监管力度,确保微生物
指标符合标准。
建立追溯体系
03
建立乳品生产全过程的追溯体系,对不合格产品进行追溯和处
理,保障消费者权益。
提高消费者对乳品安全的认知
普及乳品安全知识
通过各种渠道向消费者普及乳品安全知识,提高消费 者的安全意识。
倡导健康消费观念
引导消费者选择安全、优质的乳制品,倡导健康消费 观念。
加强与消费者的沟通
建立与消费者的沟通机制,及时回应消费者关切,提 升消费者对乳品安全的信任度。
THANK YOU
VS
详细描述
李斯特菌在乳品中主要来自加工设备和环 境,也可通过包装材料污染产品。感染李 斯特菌的病例通常在摄入后1-4周内出现 症状,包括头痛、发热、肌肉疼痛等。
志贺氏菌
总结词
志贺氏菌是一种可导致细菌性痢疾的病原菌 ,具有较强的传染性。
详细描述
志贺氏菌在乳品中主要通过感染病牛传播, 也可通过加工设备和环境污染产品。感染志 贺氏菌的病例通常在摄入后1-2周内出现症 状,包括腹泻、腹痛、发热等。
微生物指标的检测结果可以为乳品的生产、加工、储存和运输等环节提供改进和优化的依据,提高乳 品的质量和安全性。
02
乳品中常见的微生物 指标
大肠菌群
总结词
大肠菌群是肠道细菌的一种,通常作为食品污染的指示菌,表示食品是否受到粪便污染。
详细描述
大肠菌群包括大肠杆菌、肠球菌等,主要来源于动物肠道。在乳品中,大肠菌群的存在通常与奶牛的健康状况和 生产过程中的卫生条件有关。
乳与乳制品微生物检验方法双歧杆菌的检验
乳与乳制品微生物检验方法双歧杆菌的检验YLNB 3.7 1、引用依据:GB/T4789.34-20032、术语和定义双歧杆菌:一群能分解葡萄糖,产生大量乙酸和乳酸,厌氧,不耐酸,不形成芽孢,不运动,细胞呈现多样形态的革兰氏阳性杆菌。
3、仪器及器材3.1培养箱:36±1℃;3.2 恒温水浴:46±1℃;3.3显微镜;3.4厌氧培养箱;3.5离心机;3.6 天平;3.7电炉;3.8吸管;3.9 广口瓶或三角瓶:容量为500ml;3.10 平皿:直径约90mm;3.11 试管;3.12 酒精灯;3.13 灭菌刀或剪子;3.14 灭菌镊子。
4、培养基和试剂4.1 生理盐水;4.2 75%乙醇溶液;4.3 TPY 琼脂培养基;4.4 BL 琼脂培养基;4.5 BBL 琼脂培养基;4.6双歧杆菌生化用基础培养基 ;4.7 PYG 液体培养基;4.8革兰氏染色液;4.9灭菌液体石蜡。
5. 检验程序36±1℃ 72h ±3h37℃ 72 h测定乙酸、乳酸 生化培养观察10天接受PYG 厌氧培养 分纯 厌氧培养 选择2—3个适当稀释度,各取0.1mL 分别涂布于BL,BBL,TPY 培养基 25g (mL )检样加225mL 灭菌生理盐水,做成几个适当倍数的稀释液 菌中鉴定报菌落计数报告 革兰氏染色,过氧化氢酶试验6、方法6.1以无菌操作将充分混匀的检样25g(ml)放入含有225ml 灭菌生理盐水的灭菌锥形瓶内做成1:10的均匀稀释液。
6.2 用1 ml灭菌吸管吸取1:10稀释液1 ml,沿管壁徐徐注入含有9 ml灭菌生理盐水的试管内,振摇混匀,作成1:100的稀释液。
6.3 另取1 ml灭菌吸管,按上述操作顺序,作10倍递增稀释液,如此每递增一次,即换用1支1ml灭菌吸管。
6.4选取2个~3个以上适宜稀释度,分别在作10倍递增稀释的同时,各取0.1ml分别加入计数培养基平皿,均匀涂布,每个稀释度作两个平皿。
乳与乳制品病原微生物检验方法金黄色葡萄球菌肠毒素的检验
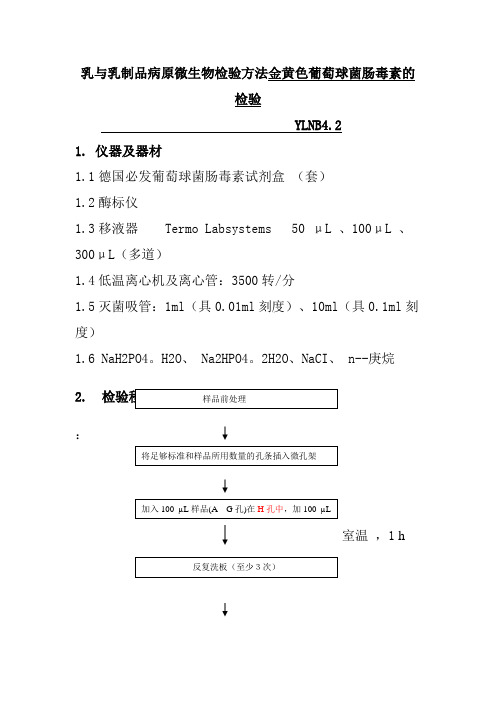
乳与乳制品病原微生物检验方法金黄色葡萄球菌肠毒素的检验 YLNB4.21. 仪器及器材1.1德国必发葡萄球菌肠毒素试剂盒 (套)1.2酶标仪1.3移液器 Termo Labsystems 50 μL 、100μL 、300μL (多道)1.4低温离心机及离心管:3500转/分1.5灭菌吸管:1ml (具0.01ml 刻度)、10ml (具0.1ml 刻度)1.6 NaH2PO4。
H2O 、 Na2HPO4。
2H2O 、NaCI 、 n--庚烷2. 检验程序:室温 ,1 h样品前处理加入100 µL 样品(A---G 孔)在H 孔中,加100 µL反复洗板(至少3次)将足够标准和样品所用数量的孔条插入微孔架加100 µL酶共轭化合物室温, 1 h反复洗板(至少3次)加50 µL的培养基和50 µL色液体室温, 0.5 h加100 µL终止液60min内测量吸光度值分析结果出报告3. 方法3.1样品前处理3.1.1 牛奶:取10ml样品于离心管内进行低温离心(10min/3500转/10℃)后去除上层油脂层,取上清液1ml,按1:20的比例用蒸馏水稀释后无菌过滤。
3.1.2 面、米、肉、奶油及其他脂肪含量低于40%的食品:取10g样品切碎(最好进行均质),添加15mL缓冲液,调节PH值至7.4,摇匀15min后进行离心(10min/3500转/15℃),如必要去除上层油脂层,过滤。
3.1.3 脂肪含量超过40%的食品:取10g样品切碎(最好进行均质),添加15mL缓冲液,调节PH值至7.4,摇匀15min 后进行离心(10min/3500转/15℃),取5mL上层液转移到另一个离心管内,加5mL的n—庚烷,充分混匀后再离心(5min/3500转/15℃),去除上层庚烷层,过滤。
3.2测试操作3.2.1 把所有试剂在使用之前均放至室温(20—25℃)。
牛奶微生物检测标准我国乳制品的标准
牛奶微生物检测标准我国乳制品的标准
在中国,牛奶微生物检测的标准主要参考国家标准《食品安全国家标准牛奶及乳制品微生物检验方法》(GB 4789.5-2013)以及国家标准《食品安全国家标准牛奶及乳制品微生物限量》(GB 2715-2016)。
《食品安全国家标准牛奶及乳制品微生物检验方法》(GB 4789.5-2013)规定了牛奶及乳制品微生物检验的方法和程序,包括菌落总数、大肠菌群、金黄色葡萄球菌、沙门氏菌、霉菌和酵母菌等指标的检测方法。
《食品安全国家标准牛奶及乳制品微生物限量》(GB 2715-2016)规定了牛奶及乳制品中各种微生物的限量要求,以确保产品的卫生安全。
根据该标准,牛奶及乳制品中的各种微生物的限量要求如下:
1. 菌落总数:不超过1×10^5个/ml(牛奶),不超过1×10^6个/g(乳制品);
2. 大肠菌群:不得检出;
3. 金黄色葡萄球菌:不得检出;
4. 沙门氏菌:不得检出;
5. 霉菌和酵母菌:不超过1×10^3个/ml(牛奶),不超过1×10^4个/g(乳制品)。
需要注意的是,这些标准只是基本要求,实际生产过程中,企业可以根据自身情况制定更为严格的内部标准,以确保产品质量和安全。
同时,不同地区和不同产品可能还有其他特定的标准和要求,所以在具体情况下,还需要参考相关地方性和行业性标准。
乳与乳制品微生物检验方法

乳与乳制品微生物检验方法1.菌群总数测定方法:菌群总数测定方法是衡量乳制品中微生物质量的基础方法之一、目前常用的菌群总数测定方法有总计数平板法、液体培养法和荧光素酶法。
总计数平板法是将样品分别接种在琼脂平板上,通过平板上菌落的形成来计数。
液体培养法是将样品接种在适当的培养基中,通过测量培养液的浑浊度或菌液悬浮液中的细菌数量来计数。
荧光素酶法是通过加入荧光素酶底物,菌落会释放出荧光,通过测量荧光强度来计数。
这些方法可以快速、准确地测定样品中菌落总数,从而确定乳制品的微生物质量。
2.根据德国奶酪乳制品行业协会VDF指南的要求,共有500多种病原菌可以检测,包括沙门氏菌、大肠杆菌、金黄色葡萄球菌以及其他致病菌。
这些方法多是PCR技术、荧光定量PCR技术等。
以沙门氏菌检测为例,主要有传统培养法、分子生物学培养法、酶免的葡萄糖酸盐液体培养基、黄金标准法等多种方法。
其中,PCR技术可以通过扩增沙门氏菌的DNA序列,快速、准确地检测样品中的沙门氏菌。
3.酸奶产品中乳酸菌数量的测定:乳酸菌是酸奶中的一类重要菌群,其数量多少直接影响酸奶的质量。
常用的测定乳酸菌数量的方法有直接显微法、涂布法、测定菌落数量法等。
直接显微法是将样品显微镜下直接观察和计数乳酸菌的数量。
涂布法是将样品涂于适当的培养基上,通过菌落的形成来计数。
菌落数量法是将样品稀释后均匀涂布在琼脂平板上,通过菌落的形成来计数。
这些方法可以可靠地测定乳酸菌的数量,从而评估酸奶的质量。
4.冷藏和储存条件检验方法:乳制品的储存条件对其微生物质量有着至关重要的影响。
常用的储存条件检验方法包括温度检测、湿度检测、pH值检测等。
温度检测可以通过温度计或温度记录器来测量乳制品的储存温度,确保其符合相关标准。
湿度、pH值等的检测可以通过仪器设备进行测量和监控。
这些方法能够及时发现和纠正乳制品储存条件的问题,保证乳制品的微生物质量稳定。
总结起来,乳与乳制品微生物检验方法包括菌群总数测定方法、病原菌检测方法、乳酸菌数量测定方法和储存条件检验方法等。
乳与乳制品的卫生检验

(一)
对原料乳的要求
• 1.原料乳验收 原料乳(生乳)必须来自健康 动物,牛乳经检验后各项指标均应符合《生鲜 牛乳收购标准》(GB /T 6914)或相应的行 业标准的规定。 • 2.食品添加剂 应选用《食品添加剂使用卫生 标准》(GB 2760)和《食品营养强化剂使用 卫生标准》(GB 14880)中规定的允许使用 品种,并应符合相应的国家标准或行业标准的 规定,但不得在鲜乳中添加防腐剂。
脂溶性维生素 种类 A D E B1 B2 PP C 水溶性维生素
含量
0.13~ 0.16
0.07 ~ 1.2
0.6~ 0.2~ 1.23 0.7
1.0~ 1.25
1.5~ 1.55
8~ 18
(七)酶 乳中酶的种类较多,现已发现60多种,有 些酶来自乳腺组织,有些是微生物在代谢过程中的 产物,主要有过氧化物酶(lactperoxidase)、解 脂酶(lipase)、磷酸酶(phosphatase)和溶菌酶 (lysozyme)等。 (八)其他成分 乳中还含有有机酸、细胞成分、气 体、色素物质、激素、生长因子以及生物活性肽和 其他微量成分。
二、乳的化学组成
乳是多种物质组成的混合物,含有上百种成分, 主要由水、脂肪、蛋白质、乳糖、矿物质、维生素 及酶类等物质组成。 乳的化学成分也会发生变化,其中变化最为明 显的是脂肪,其次为蛋白质,而乳糖和矿物质的变 化则很小。哺乳动物正常乳汁的主要化学成分及其 含量见表8-1。
表8-1
乳 的 成 分
表8-2 牛乳中主要矿物质含量(mg/kg)
钾(K) 镁(Mg)钙(Ca) 磷(P) 氯(Cl) 矿物质 钠(Na)
平均值
470
1500
120
1210
乳与乳制品的检验分析
⑵ 组织状态 取一只洁净玻璃平皿,倒入少量被 检乳。然后将其倾斜,在牛乳向下流动时,检查乳 中有无细小蛋白质变性而凝固的颗粒。正常鲜乳为 均匀无沉淀的流体。
取洁净的250 mL烧杯,倒入牛乳,在室温下静置 2h,然后轻轻倒出上层乳汁,观察烧杯底部有无肉 眼可见的异物。乳中不得含有煤屑、豆渣、牛粪、 尘埃、昆虫、泥沙等肉眼可见的异物。
14
2.消毒牛乳:产品应按生产班次分批,连续生产不
能分别按班次者,则按生产日期分批。并认真填写
采样记录。
①产品名称;
②工厂名称及生产日期;
③采样日期及时间;④产品数量及批号。
(二)保存 乳样若不能尽快分析时,可采用低温保存或加防
腐剂保存。 1.冰箱内保存:需放在0~5℃温度下,最多不超过2 天。
15
第十一章
乳与乳制品的卫生检验
1
本章内容
第一节 概述 第二节 乳的卫生检验 第三节 乳粉的卫生检验 第四节 酸牛乳的卫生检验
2
第一节 概述
• 各类食品中,乳类是营养比较丰富的食品, 其消化率、吸收率较高,其中蛋白质、脂肪、 糖类、无机盐、维生素等营养物质的配合十分 适当,能充分保证初生婴儿的生长发育。乳的 蛋白质属于完全蛋白质。
13
第二节 乳的卫生检验
一、乳样采集与保存
(一)采样: 1.生鲜牛乳:每次取样量最少为250mL。 取样时要将牛乳混合均匀。取混合样品时,可采
取在同一个样品瓶中混匀即可。在贮乳池中取样应 开搅拌器。一般取样量为0.2~1‰。
牛乳样品应贮存于2~6℃,以防变质。 检验样品的准备:样品应置于15~20℃水中,保 温10~20min。然后充分摇匀。
• 不易作加工原料。不宜作奶油原料。 3.常乳:分娩后一周至干奶前两周的乳。
乳制品中细菌总数、酵母菌和霉菌快速检测方法的研究

乳制品中细菌总数、酵母菌和霉菌快速检测方法的研究一、本文概述乳制品作为人们日常饮食中重要的营养来源,其品质与安全性一直受到广泛关注。
细菌总数、酵母菌和霉菌等微生物指标是衡量乳制品卫生质量的重要参数。
然而,传统的微生物检测方法不仅耗时,而且操作繁琐,难以满足现代乳制品生产快速、准确的检测需求。
因此,研究乳制品中细菌总数、酵母菌和霉菌的快速检测方法具有重要意义。
本文旨在探讨乳制品中细菌总数、酵母菌和霉菌的快速检测方法,包括传统方法与现代生物技术的比较,以及新型快速检测技术的开发与应用。
通过综述相关文献和实验研究,本文旨在分析各种检测方法的优缺点,为乳制品行业提供一种快速、准确、可靠的微生物检测手段,以提高乳制品的品质与安全性,保障消费者的健康。
二、材料与方法本研究所用的乳制品样品包括牛奶、酸奶、奶酪等多种类型,均采自市场及乳制品生产企业,确保样品的多样性和实际应用价值。
研究所用培养基包括营养肉汤、孟加拉红培养基等,用于细菌、酵母菌和霉菌的培养。
试剂包括生理盐水、无菌水、无菌棉签等,均为实验室常用试剂。
研究所用仪器包括恒温培养箱、显微镜、菌落计数器、无菌操作台等,设备齐全,满足实验需求。
将采集的乳制品样品进行预处理,包括均质化、稀释等步骤,以便后续的检测操作。
采用平板菌落计数法,将处理后的样品接种于营养肉汤培养基,恒温培养一定时间后,观察并计数菌落数,以CFU/mL表示。
采用孟加拉红培养基,将处理后的样品接种于培养基上,恒温培养一定时间后,观察并计数酵母菌和霉菌的菌落数,以CFU/mL表示。
对实验数据进行整理、统计和分析,采用适当的统计方法进行差异比较和相关性分析,得出实验结果。
本研究采用平板菌落计数法检测乳制品中的细菌总数、酵母菌和霉菌,方法简单、快速、准确,可为乳制品的质量控制提供有效的技术支持。
通过对不同乳制品样品的检测,可以了解各类乳制品中微生物污染的状况,为乳制品的安全生产和消费提供参考依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
乳与乳制品微生物检验方法菌落总数的测定1、术语菌落是指在因体培养基上生长繁殖而形成的能被肉眼识别的生长物,它是由数以万计的相同的细茵集合而成。
茵落总数是指食品检样经处理后,在一定条件下培养后(如营养成分、培养温度和时间、pH、需氧性质等)所得1ml(g)检样中所生长的细菌菌落的总数。
本方法规定的培养条件下所得结果,只包括一群在营养琼脂上生长发育的嗜中温性需氧的菌落总数。
所以厌氧或微需氧茵、有特殊营养要求的以及非嗜中温的细菌,由于现有的生长条件不能满足其生理要求,故难以生长。
因此菌落总数并不能区分其中细菌的种类,所以有时被称为杂菌数,需氧菌数。
菌落总数主要作为判定食品被污染程度的标志,也可以应用这一方法观察细菌在食品中繁殖动态,以便对被检样品进行卫生学评价时提供依据。
2、设备和材料2.1培养箱:36±1℃2.2冰箱:0~4℃2.3恒温水浴:46±1℃2.4天平2.5电炉2.6吸管2.7广口瓶或三角瓶:容量为500ml2.8玻璃珠:直径50mm2.9平皿:直径约90 mm2.10试管2.11放大镜2.12菌落计数器2.13酒精灯2.14均质器或乳钵2.15试管架2.16灭菌刀或剪子2.17灭菌镊子3 培养基和试剂3.1营养琼脂培养基:按GB4789.28中4.7规定或按购买的商用培养基配方配制。
3.2生理盐水3.3 75%乙酵溶液4 检验程序菌落总数的检验程序如下:5 操作步骤5.1检样稀释及培养5.1.1以无菌操作将检样25g(或ml)剪碎放于装有225ml灭菌生理盐水或其他稀释液的灭玻璃瓶内,(瓶内预置适当数量的玻璃珠)或灭菌乳钵内,经充分振摇或研磨做成1:10的均匀稀释液。
固体检样在加入稀释液后,最好置均质器中以8000~10000r/min 的速度处理1min,做成1:10的均匀稀释液。
5.1.2用1ml灭菌吸管吸取1:10稀释液1ml,沿管壁徐徐注入含有9ml灭菌生理盐水或其他稀释液的试管内(注意吸管尖端不要触及管内稀释液)振摇试管,混合均匀,做成1:100的稀释液。
5.1.3另取1ml灭菌吸管,按上述操作顺序,做10倍递增稀释液,如此每递增稀释一次,即换用一支1ml灭菌吸管。
5.1.4根据食品卫生标准要求或对标本污染情况的估计,选择2—3个适宜稀释度,分别在做10倍递增稀释的同时,即以吸取该稀释度的吸管移1ml稀释淮于灭菌平皿内。
5.1.5稀释液移入平皿后,应及时将凉至46℃的营养琼脂培养基(可放置于46±1℃水浴中保温)注入平皿约15ml,并转动平皿使混合均匀。
同时将营养琼脂培养基倾入加有1ml稀释液的灭菌平皿内做空白对照。
5.1.6待琼脂凝固后,翻转平板,置36±1℃培养箱内培养48±2h。
5.2菌落计数方法做平板菌落计数时,可用肉眼观察,必须时用放大镜,以防遗漏。
在记下各平板的菌落数后,求出同稀释度的各平板平均菌落总数。
5.3菌落计数的报告5.3.1平板菌落数的选择选取菌落数在30~300之间的平板作为菌落总数的测定标准,一个稀释度选用两个平板,应采用两个平板平均数,其中一个平板有较大片状菌落生长时,则不宜采用,而应以无片状菌落生长的平板作为稀释度的菌落数,若片状菌落不到平板的一半,而另一半菌落分布又很多均匀,可计算半个平板后乘2代表全皿菌落数。
平板内有链状菌落生长时(菌落之间无明显界限),若仅有一条链,可视为一个菌落;如果有不同来源的几条链,则应将每条链作为一个菌落计。
5.3.2稀释度的选择5.3.2.1应选择平均菌落数在30~300之间的稀释度,乘以稀释倍数报告之(见表中例1)。
5.3.2.2若有两个稀释度,其生长的菌落数均在30~300之间,则视两者的比值来确定。
若其比值小于或等于2,应报告平均数;若大于2则报告其中较小的数字,(见表中例2及3)。
5.3.2.3若所有稀释度的平均菌落数均大于300,则应按稀释度最高的平均菌落数乘以稀释倍数报告(见表中例4)。
5.3.2.4若所有稀释度的平均菌落数均小于30,则应按稀释度最低的平均菌落数乘以稀释倍数报告(见表中例5)。
5.3.2.5若所有稀释度均无菌落生长,则以小于1乘以最低稀释倍数报告(见表中例6)。
5.3.2.6若所有稀释度的平均菌落数均不在30~300之间,其中一部分大于300或小于30时,则以最接近30或300的平均菌落数乘以稀释倍数报告(见表中例7)。
5.3.3菌落数的报告菌落数在100以内时,按其实有数报告,大于100时,采用二位有效数字,在二位有效数字后面得数值,以四舍五入方法计算。
为了缩短数字后面的零数,也可用10的指数来表示(见表中“报告方式”栏)。
稀释度选择及菌落数报告方式6 操作注意事项6.1培养基温度应在46±1℃,温度守高会影响细菌生长,过低琼脂易于凝固而不能与菌液充分混合,琼脂应放在水浴锅内,温度为46±1℃。
6.2尽量使菌细胞分散开,使每个菌细胞生成一个菌落,否则将会导致重大的技术误差。
6.3检样稀释后,应尽快接中,倾到培养基。
一般从检样稀释开始到倾到培养基,应在15mm内操作完毕。
注意抑菌现象。
由于防腐剂未被中和,往往使平板计数结果受影响,如低稀释时菌落少而高稀释度使菌落反而增大。
6.4对照试验。
为了避免微小颗粒与细菌菌落发生混淆,可作一个检样稀释液与琼脂混合的平板,不经培养放到4℃环境中,以便计数菌落时用作对照。
6.5培养湿度。
培养箱应保持一定的湿度,琼脂平板培养48h后,培养基失重不应超过15%。
7 菌落计数及报告注意事项7.1如果稀释度大的平板上菌落数反比稀释小的平板上菌落数高,有两种可能性:一是检验工作中发生差错;二是受防腐剂影响。
这二种情况不可用作检样计数报告的依据。
7.2如果平板上出现链状菌落,菌落之间没有明显的界限,这是在琼脂与检样混合时,一个细胞块被分散所造成。
一条链作为一个菌落计,如有来源不同的几条链,每条链应作为一个菌落计,不要把链上生长的各个菌落分开来数。
此外,如皿内琼脂凝固后未及时进行培养而遭受昆虫侵入,在昆虫爬过的地方也会出现链状菌落,也不应分开来数。
7.3如果所有平板上都菌落密布,不要用多不可计报告,而应在稀释最大的平板上,任意数其中两个平方厘米中的菌落数,除以2求出1cm2内平均菌落数,乘以皿底面积63.6㎝2,再乘以其稀释倍数,以此结果作报告,例如:10-1~10-3稀释度的所有平板上均菌落密布,而在10-3稀释度的平板上任意数两个平方厘米内的菌落数是60个,皿底直径为9㎝,则该检样每克(或ml)中“估计”菌落数为:60÷2×63.6×1000=1.9×10663.6是按皿底直径为9㎝时计算而得的面积,如所用平皿底直径不是9㎝,应另求面积.7.4签于检样中的细菌是以单个、成双、链状或成堆的形式存在,因而在平板上出现的菌落可以来源于细胞块,也可来源于单个细胞,故平板上所得需氧和兼性厌氧的菌落数应以单位重量(g)或容量(ml)的菌落形成单位(Colony formingunits CFU)报告更恰当。
乳与乳制品微生物检验方法食品中大肠菌群的测定1 术语群:两个不同种的微生物之间经常会出现一些介于这两种之间的中间类型的菌种。
例如:大肠杆菌与产气肠细菌两种之间的区分是十分明显的,但另外还有一些菌种介于这两种之间的中间类型,就是说,他们在亲缘关系是比较接近一些菌种。
在分类上,就是大肠杆菌,产气肠细菌和一些中间型的菌种合归为一群,就是大肠菌群。
大肠菌群:指一群能发酵乳糖、产酸产气、需氧和兼性厌氧的革兰氏阴性无芽孢杆菌。
该菌主要来源于人畜粪便,故以此作为粪便污染指标来评价食品的卫生质量,推断食品中有否污染肠道致病菌的可能。
食品中大肠菌群数系以100ml(g)检样内大肠菌群最可能数(MPN)表示。
2 设备和材料2.1温箱:36±1℃2.2冰箱:0—4℃2.3恒温水浴:46±1℃2.4天平2.5显微镜2.6均质器或乳钵2.7平皿:直径90mm2.8试管:18×180和20×2002.9吸管1ml和10ml2.10广口瓶或三角烧瓶:容量为500ml2.11玻璃珠:直径约5mm2.12载玻片2.13酒精灯2.14试管架3 培养基和试剂3.1乳糖胆盐发酵管:按GB4789.28中4.9规定或按购买的商用培养基配方配制。
3.2伊红美兰琼脂平板:按GB4789.28中4.25规定或按购买的商用培养基配方配制。
3.3乳糖发酵管:按GB4789.28中4.10规定或按购买的商用培养基配方配制。
3.4生理盐水3.5革兰氏染色液:按GB4789.28中2.2规定。
4 检验程序见下页大肠菌群检验程序如下:5 操作步骤5.1检样稀释5.1.1以无菌操作检样25ml(或g)放于装有225ml灭菌生理盐水或其他稀释液的灭菌玻璃内(瓶内预置适当数量的玻璃珠)或灭菌乳钵内,经充分振摇或研磨做成1:10的均匀稀释液。
固体检样最好用均质器,8000~10000r/min的速度处理1min,做成1:10的均匀稀释液。
5.1.2用1ml灭菌吸管吸取1:10稀释液1ml,注入含有9ml灭菌生理盐水或其他稀释液的试管内,振摇试管混匀,做成1:10的稀释液。
5.1.3另取1ml灭菌吸管,按上条操作依次做10倍递增稀释液,每递增稀释一次,换用一支1ml灭吸管。
5.1.4根据食品卫生标准要求或对检样污染情况的估计,选择三个稀释度,每个稀释度接种3管。
5.2乳糖发酵实验将待检样品接种于糖胆盐发酵管内,接种量在1ml以上者,用双料乳糖胆盐发酵管,1ml及1ml以下者,用单料乳糖胆盐发酵管。
每一稀释度接种3管,置36±1℃培养箱内,培养24±2h,如所有乳糖胆盐发酵管都不产气,则可报告为大肠菌群阴性,如有产气者,则按下列程序进行。
5.3分离培养将产气的发酵管分别转种在伊红美兰琼脂平板上,置36±1℃培养箱内,培养18~24h,然后取出,观察菌落形态,并做革兰氏染色和证实实验。
5.4证实实验(复发酵实验)在上述平板上,挑取可疑大肠菌群菌落1~2个进革兰氏染色,同时接种乳糖发酵管,置36±1℃培养箱内,培养24±2h,观察产气情况。
凡乳糖管产气、革兰氏染色为阴性的无芽孢杆菌,即可报告为大肠菌群阴性。
5.5报告根据证实为肠菌群阴性的管数查MPN检索表,报告每100ml(g)大肠菌群的最可能数。
6 注意事项:1)初发酵和证实试验乳糖发酵试验系样品的发酵,不是纯菌的发酵试验,所以初发酵阳性并不代表在大肠菌群阳性,因此,必须作进一步证实试验。
在食品检验上(个别除外)一般来说,来反上有典型的较多的大肠菌群菌落,革兰氏阳性杆菌,即可做出判断。