二次注塑和双色注塑区别【全面解析】
【2017年整理】什么是双色注塑
【2017年整理】什么是双色注塑什么是双色注塑,双色注塑简述:51:40 Internet什么是双色注塑,双色注塑简述今天,消费产品款式千变万化,既要外型美观、设计精巧,也要迅速配合市场需求。
设计师一般因消费产品不同的用途,在不同的部位上,采用不同的物料,以应付特定环境的需要,达到延长产品寿命、增加美观及实用性的目的。
这种实用性的设计要求无疑将导致生产技术也随之复杂化,双物料注塑工艺就是应这一潮流而生的。
一般的双物料产品可以采用单色注塑机制造,基本上一台注塑机就可胜任,不过后加工工序相当费时复杂,直接影响产品的质量,总生产成本并不经济。
双物料注塑工艺除了注塑机作出相应的改动外,模具设计的技巧是整项技术的灵魂。
模具通过转动移位,达到同步注塑不同物料的效果。
模具设计大致分为两类:第一类有两个模腔,利用转动模式把半成型模件转移180度到另一个模腔内,其好处是使第一和第二工序可以同步进行;另一类是单一模腔,半制成品连同模具一起转动180度。
设计上比较简单,但生产效率相应降低。
由于模具或半成品需要转动,所以模具设计及注塑机的要求更为精密。
另外,由于双物料注塑的可变性很高,所以要达到生产顺利,符合预期理想,所有的模具设计必须与产品设计同步考虑,而且市面流行的双物料注塑机规格并不统一,导致模具设计时考虑的问题更多;加上通用性少,模具制造商必须加倍留心。
双物料制品一般以ABS、PC等硬塑料配合TPE软塑料为主,适合制造餐具、工具手柄、表壳、电话机外壳及按钮等制品。
这使得生产企业在技术上必须注意三点:两类物料的融合性、产品的复杂性及注塑机的调校。
例如,由于成本或应用的关系,采用的物料之间可能没有良好的粘合性,双物料注塑通常要在这方面进行更多地调试工作。
更多的双色注塑问题精英注塑将会继续关注。
我国正逐步成为全球消费产品的生产制造基地,近年来华南地区塑料产品的制造商承接了许多需要双物料注塑技巧的订单,使双物料注塑技术在国内的应用日益广泛。
双色模介绍及设计规范——【注塑模具】
頂出板可為一組
一二次的公模入 子不一樣,就可 以成型普通雙色 模很難做的產品
雙色模具概述 10:後記 綜上所述,我們對於雙色模具就會有一個簡單的了解。對於以後所設計的模具要學會靈活運 用,才能更好將模具設計的合理化。
我們所接觸到的射出機台多為臥式轉盤,當然機台也有立式轉盤,也還有很多機台兩個射嘴並 不是平行的,有可能是垂直又或是成一定角度的。這可以根據實際需求來定做成型機台。
相對於公模側,母模側的 出水就自由的多,理論上 四個方向都可以出水,但 考慮到成型和架模等等的 因素在一起的話,建議將 水路做於天地側,再次一 級便是做於機台的外側, 晝量不要將水路出在機台 的中心側,很多時候在中 心側是無法接水。
雙色模具概述
8:雙色模之滑塊篇 之所以會將滑塊單獨從機構中提出來介紹,最主要的原因還是雙色模的一二次公模要為相同(轉 中板方式除外),那麼滑塊很多時候滑塊不得不做在母模側來完成機構要求。如下圖:
可做模仁避空
一次模具
二次模具
二次射出封膠時晝量要以靠破一次塑膠的方式,哪怕隻有0.1~0.2的膠位靠破。在沒有辦法的情
況下才可採用插破一次塑膠封膠,插破角度最小應取3度。如下圖:
一次膠
二次膠
插破封膠不好,角度 應做大,3度以上
雙色模具概述
7:雙色模之水路簡介 雙色模由於射出機台的特殊性,其公母模側接水的方式也會有所不同。如下圖:
電鍍後用鐳雕的方式時效性和運營成本會增加很多。 埋入射出模具:在能夠開模的前提下,時效性降低,成本增加。且會因為有取出再裝入模具的
過程,產品表面易被刮傷。 (2):具有防水性能的上下蓋 雙色模具:主體硬膠為一次料,二次料為防水性能的軟膠。 單色模具:要開兩套模,增加產品裝配時間且防水性能不好。 埋入射出模具:在能夠開模的前提下,時效性降低,成本增加。且會因為有取出再裝入模具的
二次注塑工艺介绍

二次注塑工艺介绍二次注塑工艺是一种将两种或多种不同材料注塑成一个整体的工艺。
它可以将不同的材料组合在一起,以获得更好的性能和更广泛的应用。
二次注塑工艺在汽车、电子、医疗、家电等领域得到了广泛的应用。
二次注塑工艺的原理是将两种或多种不同的材料注塑成一个整体。
首先,将第一种材料注入模具中,然后将第二种材料注入第一种材料的表面。
第二种材料会与第一种材料融合在一起,形成一个整体。
这种工艺可以在一个模具中完成,也可以在不同的模具中完成。
二次注塑工艺的优点是可以将不同的材料组合在一起,以获得更好的性能和更广泛的应用。
例如,可以将硬质材料和软质材料组合在一起,以获得更好的耐用性和舒适性。
此外,二次注塑工艺还可以将不同的颜色和纹理组合在一起,以获得更好的外观效果。
二次注塑工艺的应用非常广泛。
在汽车领域,二次注塑工艺可以将不同的材料组合在一起,以获得更好的耐用性和安全性。
例如,可以将硬质材料和软质材料组合在一起,以获得更好的抗冲击性和舒适性。
在电子领域,二次注塑工艺可以将不同的材料组合在一起,以获得更好的电气性能和机械性能。
在医疗领域,二次注塑工艺可以将不同的材料组合在一起,以获得更好的生物相容性和耐用性。
在家电领域,二次注塑工艺可以将不同的材料组合在一起,以获得更好的外观效果和耐用性。
二次注塑工艺的工艺流程包括模具设计、材料选择、注塑成型、后处理等步骤。
首先,需要根据产品的要求设计模具。
模具的设计需要考虑到产品的形状、尺寸、材料等因素。
其次,需要选择合适的材料。
材料的选择需要考虑到产品的性能要求、成本、环保等因素。
然后,需要进行注塑成型。
注塑成型需要控制好注塑温度、注塑压力、注塑速度等参数,以获得良好的成型效果。
最后,需要进行后处理。
后处理包括去除模具、修整、清洗等步骤,以获得最终的产品。
二次注塑工艺的发展趋势是向着高效、智能化、环保化方向发展。
随着科技的不断进步,二次注塑工艺的自动化程度越来越高,可以实现自动化生产。
双(多)色塑料注射成型1.
4)产品生产过程只需更少的厂家、更少场地、更少次品、 更少能耗、更少环境污染(如粘合剂)。
一、双(多)色塑料注射成型工艺
1、双色塑件分类
分类:分为双混色塑件与双清色塑件两类。
双混色塑件:不同颜色材质之间没有明确的分界,两者 之间过程模糊,带有注射成型时的自然流动花样,对塑件 有一定的装饰性作用。
双清色塑件:不同颜色材质之间有明确清晰的分界。
目前,除双清色塑料制品外,塑件组合的颜色最多可达 四种。
ห้องสมุดไป่ตู้
一、双(多)色塑料注射成型工艺
2、双色塑件注射成型工艺方法 双色塑件针对不同的塑件结构要求,可采用不同的注射 成型工艺方法。
一、双(多)色塑料注射成型工艺
2、双色塑件注射成型工艺方法
(1)分流阀控制工艺:它是用分流阀驱动分流型芯切断型 腔或流道的部分料流通道,使两种熔体先后填充不同的模 腔,最终获得双清色塑件的工艺方法。
一、双(多)色塑料注射成型工艺
2、双色塑件注射成型工艺方法
(2)模腔换位工艺:按模腔换位方法的不同,又可分为二 次注射成型、机械手转移工件、旋转换位工艺和型芯运动 工艺等。
2、双色塑件注射成型工艺方法
(2)模腔换位工艺
模腔旋转换位工艺是双色塑件注射成型最常使用的方法, 它可分为平面转盘换位和托芯转盘换位两种。
平面转盘换位机构:它可绕模板中心回转轴作正、反向 180°往复旋转运动,实现两副模具动模的换位。
2、双色塑件注射成型工艺方法
(2)模腔换位工艺
托芯转盘换位机构:托芯机构能将模具镶块连同塑件顶 升一定距离(高于模具分型面),并回转180°后再拉回模 内,进行第二色料的注射成型。
二次注射成型工艺:将双清色塑件分两次注射,将第一 副模注射成型的塑件作为嵌件,放入第二副模具中注射成 型,获得双清色制品的方法。
图文详解双色注塑技术-20200609
2.双色单模
3.抽芯式双色模
4.混料成型双色
模
5.双料夹层双色模
混色射枪(单一模)
材料混成的亲和性
第一射成型
第二射成型公模互换取第一射料头
首先注射第一种材质,再通过第二色型腔完成双色成型
二色进料口
一色进料口
顶针板
两块顶出
结构分别
脱模一模二
穴型腔,
不一样,
分别成
型一/二
色材料
Shot2射台
Shot1射台转盘
转盘
变形
变形
PC材质热变形130度.Shot2硅胶在通过浇口进入模腔时的温度已超200度.a处在此种状况下,所能承受的力是极有限的.
a
流道强度小
流痕。
科普!双色注塑工艺讲解
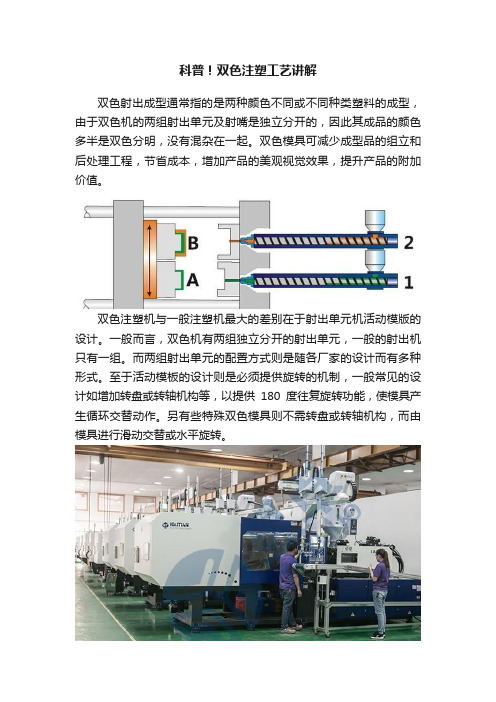
科普!双色注塑工艺讲解双色射出成型通常指的是两种颜色不同或不同种类塑料的成型,由于双色机的两组射出单元及射嘴是独立分开的,因此其成品的颜色多半是双色分明,没有混杂在一起。
双色模具可减少成型品的组立和后处理工程,节省成本,增加产品的美观视觉效果,提升产品的附加价值。
双色注塑机与一般注塑机最大的差别在于射出单元机活动模版的设计。
一般而言,双色机有两组独立分开的射出单元,一般的射出机只有一组。
而两组射出单元的配置方式则是随各厂家的设计而有多种形式。
至于活动模板的设计则是必须提供旋转的机制,一般常见的设计如增加转盘或转轴机构等,以提供180度往复旋转功能,使模具产生循环交替动作。
另有些特殊双色模具则不需转盘或转轴机构,而由模具进行滑动交替或水平旋转。
▲东莞昱卓—【台湾进口】海天双色注塑机注射成型双色制品生产工艺特点1、双色注塑机由两套结构、规格完全相同的塑化注射装置组成。
喷嘴按生产方式需要应具有特殊结构,或配有能旋转换位的结构完全相同的两组成型模具。
塑化注射时,要求两套塑化注射装置中的熔料温度、注射压力、注射熔料量等工艺参数相同,要尽量缩小两套装置中的工艺参数波动差。
2、双色注射成型塑料制品与普通注射成型塑料制品比较,其注射时的熔料温度和注射压力都要采用较高的参数值。
主要原因是双色注射成型中的模具流道比较长,结构比较复杂,注射熔料流动阻力较大。
3、双色注射成型塑料制品要选用热稳定性好、熔体黏度低的原料,以避免因熔料温度高,在流道内停留时间较长而分解。
应用较多的塑料是聚烯烃类树脂、聚苯乙烯和ABS料等。
4、双色塑料制品在注射成型时,为了使两种不同颜色的熔料在成型时能很好的在模具中熔接、保证注塑制品的成型质量,应采用较高的熔料温度、较高的模具温度、较高的注射压力和注射速率。
双色模具结构形式1、传统的双色注塑模具具有“凸模平移”和“凸模旋转”二种形式。
2、包胶模:两种塑料材料不一定在同一台注塑机上注塑,分两次成型;产品从一套模具中出模取出后,再放入另外一套模具中进行第二次注塑成型。
二次注塑工艺介绍
二次注塑工艺介绍二次注塑工艺介绍注塑工艺是一种常见的塑料成型工艺,通过将熔化的塑料注入模具中,然后冷却硬化,最终得到所需的塑料制品。
然而,在某些情况下,单次注塑工艺无法满足产品的要求,这时就需要使用二次注塑工艺。
二次注塑工艺是在一次注塑成型之后,再次对成型件进行注塑加工的工艺。
这种工艺常用于对塑料制品进行修补、改善外观质量、实现多色注射、增加产品功能等方面。
下面将详细介绍二次注塑工艺的流程和应用。
首先,在进行二次注塑之前,需要准备好原始注塑成型件和二次注塑所需的模具。
原始注塑成型件可以是通过一次注塑工艺得到的产品,也可以是已经存在的塑料制品。
而二次注塑所需的模具则需要根据产品的形状和尺寸进行设计和制造。
然后,将原始注塑成型件放入二次注塑模具中。
这一步需要确保成型件与模具的匹配度良好,以避免二次注塑过程中产生不良现象。
同时,还需要注意保护好原始注塑成型件的表面,以免在二次注塑过程中对其造成损坏。
接下来,进行二次注塑加工。
与一次注塑工艺相似,二次注塑工艺也需要将塑料料料加热熔化后注入模具中,并通过冷却硬化的过程得到所需的塑料制品。
在二次注塑过程中,可以根据需要加入颜色、增加材料的硬度或柔软度,以及实现其他特殊要求。
最后,将二次注塑成型件取出,进行后续处理。
这包括去除可能残留在成型件上的毛刺、修剪不必要的部分、进行表面处理等。
如果需要,还可以进行组装、包装等工序,最终得到完整的塑料制品。
二次注塑工艺的应用非常广泛。
在电子产品制造中,二次注塑可用于修复或更换塑料外壳的损坏部分。
在汽车制造中,二次注塑可用于改善车内塑料件的质感和外观。
在玩具制造中,二次注塑可用于实现多色注射,增加产品的可玩性。
在医疗器械制造中,二次注塑可用于制造符合人体工程学要求的手柄和外壳。
总之,二次注塑工艺是一种常用的塑料加工工艺,通过在一次注塑工艺之后对成型件进行二次注塑加工,可以实现对塑料制品的修补、改善外观质量、实现多色注射、增加产品功能等目的。
二次成型模具与双色塑料模具区别
A,双色模具:两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。
一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。
B,包胶模具(二次成型):两种塑胶材料不一定在同一台注塑机上注塑,分两次成型;产品从一套模具中出模取出后,再放入另外一套模具中进行第二次注塑成型。
所以,一般这种模塑工艺通常由2套模具完成,而不需要专门的双色注塑机。
二次成型模具(包胶模)与双色西诺模具概述:二次成型模具在设计应注意硬胶件的定位,需做到可靠的封胶且在胶件上有反斜度孔,防止拉胶变形.双色模具目前市场上日益盛行,于这种工艺可以使产品的外观更加漂亮,易于换颜色而可以不用喷涂,但造价昂贵,技术要求高.1,Cavity的两个形状是不同的,分别成型1种产品。
而Core的两个形状完全一样。
2,模具的前、后模以中心旋转180o后,必须吻合。
设计时必须做这个检查动作。
3,注意顶针孔的位置,最小距离210mm。
大的模具须适当增加顶棍孔的数量。
并且,由于注塑机本身附带的顶针不够长,所以我们的模具中必须设计加长顶针,顶针长出模胚底板150mm左右。
后模底板上必须设计2个定位圈。
4,前模面板加A板的总厚度不能少于170mm。
请仔细查看这种型号的注塑机的其它参考数据,比如,最大容模厚度、最小容模厚度、顶棍孔距离等。
5,三板模的水口最好能设计成可以自动脱模动作。
特别要注意软胶水口的脱模动作是否可靠。
6,前侧SPRUE的深度不要超过65mm。
上侧(大水口)SPRUE的顶部到模胚中心的距离不小于150mm。
7,在设计第二次注塑的CAVITY时,为了避免CAVITY插(或擦)伤第一次已经成型好的产品胶位,可以设计一部分避空。
但是必须慎重考虑每一处封胶位的强度,即:在注塑中,是否会有在大的注塑压力下,塑胶发生变形,导致第二次注塑可能会有批锋产生的可能?8,注塑时,双色塑料模具第一次注塑成型的产品尺寸可以略大,以使它在第二次成型时能与另一个CAVITY压得更紧,以达到封胶的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
我们看到的有多种颜色的塑料制品是如何制作出来的呢?对于就多种颜色来说双色注塑和二次注塑都能产生这样的产品,那么双色模具注塑和二次注塑有什么区别呢?
一、二次注塑与双色注塑的定义:
1、双色注塑也称双色模具注塑,是将两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具,通常由一套模具完成,且需要专门的双色注塑机。
双色注塑:真正的双色模,产品啤完一种材料后旋转180度啤另一种材料,即:相同的后模,不同的前模。
效率高,量大时成本低如果对产能有要求的话,二次注塑不要考虑,效率低,不良高。
2、二次注塑也叫包胶模具注塑,是两种塑胶材料不一定在同一台注塑机上注塑,分两次成型;产品从一套模具中出模取出后,再放入另外一套模具中进行次注塑成型。
所以,一般这种模塑工艺通常由两套模具完成,而不需要专门的双色注塑机。
二次注塑是先在个单色注塑机上做出一个颜色塑胶件,然后手工把此产品放进个模具进行成型,因为人工很难放置准确,所以造成产品出来以后有披锋、拉伤、断差等表面质量问题,而且报废量很大。
二次注塑是首先将产品的一部分注塑完成取出,再放入另一台注塑机上注塑成型,效率方面会慢些,成本也会高些。
但量小的话成本低;
三、二次注塑与双色注塑区别
1、前者是在双色机上注塑,一次可成型,且可有两种颜色效果及不同的材料组成;而后者用普通注塑机完成,现将一次成型产品取出,再放入另一个注塑机上再次成型;
2、前者有两套模具,后模一样,可互换;后者无要求。
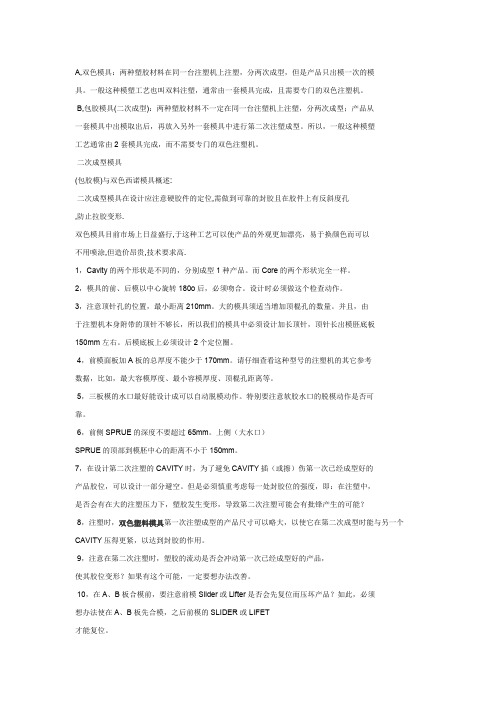
双色注塑机的适用范围
适用于多色筹码、双色TPU鞋底、双色手柄、双色表带等双色、多色及硬胶包胶制品等。
匹配全自动镶入、取出系统,可实现无人化操作
专业开发立式注塑机全自动镶取件系统,全自动化工作流程,高效率、低成本,搭配辅助装置可实现无人化、工业全自动化生产,降低人工成本,稳定生产效率,稳定品质,稳定产能。
以上就是为大家介绍的有关双色模具注塑和二次注塑有什么区别的分析,希望可以给大家提供参考。
双色注塑不仅是两种或多种颜色塑料的简单结合,在制品精度、外形美观、不同颜色塑料的表现的更好。