电力电缆生产工艺流程图
电力电缆生产工艺流程图上课讲义
电力电缆生产工艺流程图仅供学习与交流,如有侵权请联系网站删除谢谢2电力电缆制作工艺流程示意图1非铠装型低压电力电缆2铠装型低压电力电缆单线-------- ►检验导电线芯—直流由阳试F 1--- 内衬层 ------ V -----------绝缘电阻试—亠成缆绞合、—绝缘挤出——■钢带铠装_LN 挤包外护套I J 电缆标识_ 1出厂电压试成品包装复绕出厂检单线 检验导电线芯直流电阻试I绝缘电阻试验缆芯绞合、句(带及埴绝缘挤出挤包外护套仅供学习与交流,如有侵权请联系网站删除 谢谢33低压变频电力电缆4耐火非铠装电力电缆出厂电压试验—------ ►复绕出厂检—---> —成品包装——5耐火铠装电力电缆检验 ------- T 绞制导F 直流电阻试验 ________________________1 绕包耐火层内衬层 ---- __绝缘线芯成缆、填充、包带 --- 挤包绝缘层铠装层 _______ ~~丨挤包外护套_~T 出厂电压试验j T 复绕出厂检验成品包装单线 检验导电线芯 直流电阻试总屏蔽层绝缘电阻试 成纟缆绞合、绝缘挤出挤包外护套 电缆标识检验挤包外: :户套F --*绕包耐 甘火层挤包绝缘层绞制导直流电阻试验 绝缘线芯成缆、填充、包带6高压非铠装电力电缆单线--------1检验* 导电线芯■ 直流电阳试* 挤包外护套—4--------成缆绞合、------1 --------[__金属屏蔽—4 -------内外屏绝缘三戻共电缆标识I ■丨出厂电压试I ■丨复绕出厂检I \ 成品包装7高压铠装电力电缆复绕出厂检挤包外护套电缆标识铠装层出厂电压试成品包装仅供学习与交流,如有侵权请联系网站删除谢谢4。
电缆工艺流程图
标记
处数
更改文件号
签字
日期
工艺流程图
产品标准
TICW06-2009
编号 共5页
Q/TC-060-000 第3页
5
v1.0 可编辑可修改
单丝或束丝
检验 云母带
绝缘
检验
交联
对绞
分屏
检验
印字
检验 护套
总屏 检验
总成缆
检验
包装
注: 1、 为关键工序 2、各工序包含自检和互检;
6
入库
3、此工艺流程图也适用矿用通信电缆
Q/TC-060-000 第5页
9
单丝或束丝
检验
绝缘
ห้องสมุดไป่ตู้
云母带
检验
成缆
屏蔽
v1.0 可编辑可修改
入库
包装
检验
印字
护套
检验
注: 1、 为关键工序 2、各工序包含自检和互检;
标记 10
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
v1.0 可编辑可修改
11
Q/TC-060-000 第2页
3
单丝或束丝
检验
绝缘
云母带
交联
检验
v1.0 可编辑可修改
成缆
护套 检验
铠装
内护
检验
印字
注: 1、 为关键工序 2、各工序包含自检和互检;
4
检验
包装
入库
检验 屏蔽
3、此工艺流程图也适用矿用控制电缆
v1.0 可编辑可修改
标记
处数
更改文件号
签字
日期
35kV交联电力电缆产品制造工艺流程表
校核(日期)
会签(日期)
标准化(日期)
审核(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
内屏蔽料
干燥
Φ8.0光亮铜杆检验铜带PVC/PE护套料
自自检检自检
动动动
送送送
料料验验料验
圆单线
复绕
包装
交库
成品
检验
外护套
挤包
铜带
屏蔽
三层共挤
干法交联
导电线芯
绞合紧压
检检检检检
验验验验验
★ ★ ☆ ☆
自检
动
送
Φ8.0铝杆料验
交联聚乙烯绝缘料
编制(日期)
校核(日期)
会签(日期)
标准化(日期)
审核(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
衡阳电缆厂
制造工艺流程
产品型号
编号:J/HL06-18-2003
额定电压3.6/6~26/35kV交联聚乙烯绝缘电力电缆
共5页
第3页
代替:J/HL06-18-1998
大拉
罐式退火
大拉
大拉连退
2、 单芯铠装电缆工艺流程图:外屏蔽料
内屏蔽料铝合金带、铝合金丝
共5页
第1页
代替:J/HL06-18-1998
1、圆铜、铝单线在铜、铝大拉机上生产,圆铝单绒直接用Φ400型、Φ500型或Φ630型铁盘收线,经检验合格后流入下道工序;圆铜单绒可在新十三模连续退火后成框收线流入下道工序,也可成桐收线在退火罐中退火后经检验合格流入下道工序。
交联电力电缆产品制造工艺流程表

干燥
Φ8.0光亮铜杆检验铜带PVC/PE护套料
自自检检自检
动动动
送送送
料料验验料验
圆单线
复绕
包装
Hale Waihona Puke 交库成品检验外护套
挤包
铜带
屏蔽
三层共挤
干法交联
导电线芯
绞合紧压
检检检检检
验验验验验
★ ★ ☆ ☆
自检
动
送
Φ8.0铝杆料验
交联聚乙烯绝缘料
编制(日期)
校核(日期)
会签(日期)
标准化(日期)
审核(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
衡阳电缆厂
制造工艺流程
产品型号
编号:J/HL06-18-2003
额定电压3.6/6~26/35kV交联聚乙烯绝缘电力电缆
共5页
第3页
代替:J/HL06-18-1998
大拉
罐式退火
大拉
大拉连退
2、 单芯铠装电缆工艺流程图:外屏蔽料
3、内屏蔽料铝合金带、铝合金丝
编制(日期)
校核(日期)
会签(日期)
标准化(日期)
审核(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
校核(日期)
会签(日期)
标准化(日期)
审核(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
衡阳电缆厂
制造工艺流程
电线电缆制造的工艺特征、流程和专用设备
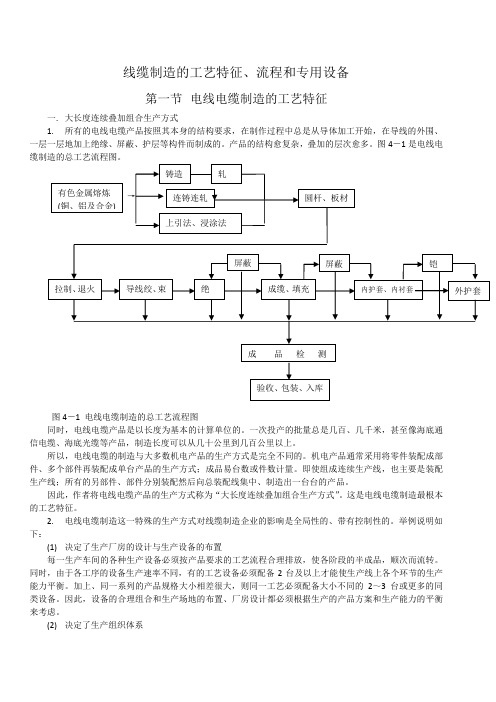
线缆制造的工艺特征、流程和专用设备第一节 电线电缆制造的工艺特征一. 大长度连续叠加组合生产方式1. 所有的电线电缆产品按照其本身的结构要求,在制作过程中总是从导体加工开始,在导线的外围、一层一层地加上绝缘、屏蔽、护层等构件而制成的。
产品的结构愈复杂,叠加的层次愈多。
图4-1是电线电缆制造的总工艺流程图。
→图4-1 电线电缆制造的总工艺流程图同时,电线电缆产品是以长度为基本的计算单位的。
一次投产的批量总是几百、几千米,甚至像海底通信电缆、海底光缆等产品,制造长度可以从几十公里到几百公里以上。
所以,电线电缆的制造与大多数机电产品的生产方式是完全不同的。
机电产品通常采用将零件装配成部件、多个部件再装配成单台产品的生产方式;成品易台数或件数计量。
即使组成连续生产线,也主要是装配生产线;所有的另部件、部件分别装配然后向总装配线集中、制造出一台台的产品。
因此,作者将电线电缆产品的生产方式称为“大长度连续叠加组合生产方式”。
这是电线电缆制造最根本的工艺特征。
2. 电线电缆制造这一特殊的生产方式对线缆制造企业的影响是全局性的、带有控制性的。
举例说明如下:(1) 决定了生产厂房的设计与生产设备的布置每一生产车间的各种生产设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次而流转。
同时,由于各工序的设备生产速率不同,有的工艺设备必须配备2台及以上才能使生产线上各个环节的生产能力平衡。
加上、同一系列的产品规格大小相差很大,则同一工艺必须配备大小不同的 2~3台或更多的同类设备。
因此,设备的合理组合和生产场地的布置、厂房设计都必须根据生产的产品方案和生产能力的平衡来考虑。
(2) 决定了生产组织体系有色金属熔炼 (铜、铝及合金) 铸造轧连铸连轧 上引法、浸涂法圆杆、板材拉制、退火 导线绞、束绝成缆、填充内护套、内衬套外护套屏蔽屏蔽铠成 品 检 测验收、包装、入库以制造一条长度为1公里,2400对的市内通信电缆缆芯为例:2400对绝缘线芯有4800芯(暂不计规定的备用线对),没2根绝缘线芯要绞成“线对”,每25个线对绞成一个“基本单位”;每4个基本单位再绞成一个“单位”;2400对绝缘线芯构成24个“单位”,再一起绞合成“缆芯”。
塑料绝缘电力电缆的制造

塑料绝缘电力电缆的制造第一节塑料绝缘电力电缆制造的工艺特点塑料绝缘电力电缆按照其本身的结构要求,在导体线芯的外面一层一层地加上绝缘层、屏蔽层、保护层等。
产品的结构越复杂,层数就越多。
塑料绝缘电力电缆制造的工艺流程见图1-5-1所示。
图1-5-1 塑料绝缘电力电缆制造工艺流程由图1-5-1可见,塑料绝缘电力电缆制造的工艺特点之一是大长度连续性生产。
因此,在塑料绝缘电力电缆的制造过程中,各个环节的物料或半成品的供给,各工序的衔接和生产能力的平衡,以及工艺流程涉及的所有设备的完好性等,任何一个环节出现问题,都将导致工艺流程不畅,进而延误生产。
另外,如果生产过程中的任何一个环节、瞬间发生一点差错时,就会影响整条电缆的性能。
而且质量缺陷越是产生在内层、并且没有及时发现,那么造成的损失就越大。
塑料绝缘电力电缆的产品中如果出现质量问题,对那条电缆来说,几乎是无法挽回的。
不像其他电器或机械产品,可以通过更换零件来恢复整体的质量。
塑料绝缘电力电缆的制造,从其本质上讲是材料的精加工并加以合理组合的行业。
塑料绝缘电力电缆制造中涉及的工艺技术从学科和工艺类型上来说非常广泛,如金属加工、塑料化工、纺织技术等。
金属(主要指铜或铝)加工工艺主要包括:有色金属的熔炼工艺;连铸连轧工艺;单线拉制工艺;导体线芯的绞合、紧压成型工艺;铅、铝包的热压挤包或焊接等工艺技术。
塑料化工工艺主要包括:塑料的配方与加工工艺;挤塑与硫化工艺;塑料交联工艺等。
纺织技术主要包括:各种带材的绕包工艺技术;编织工艺技术等。
在塑料绝缘电力电缆的制造中,有许多是本行业特有的工艺技术,如:金属单线的多次拉制;三层共挤;多根绝缘线芯的成缆;铅、铝包的热压挤包等。
因此,研制出许多专用设备来实现上述相关工艺过程,从而制造出各种不同的电缆产品。
电力电缆制造专用设备的不断改进和开发,既保证了实施工艺的有效性和稳定性,又推动了电缆产品的制造向多快好省的方向前进,在提高电缆制造技术水平中发挥着重要的作用。
电力电缆安装工艺流程

电力电缆安装工艺流程1施工流程图2到货验收检查(1)所有电缆沟土建应已结束,电缆沟盖板应完整齐全,排水畅通。
(2)电缆沟道的电缆支架已全部按图施工完毕。
(3)施工道路畅通无阻,杂物清理干净。
(4)电缆型号、规格、长度应符合订货要求,电缆外观不应受损。
3贮存及验收(1)在对电线进行存放的时候,严禁与酸、碱及矿物油类接触 ,要与这些有腐蚀性的物质隔离存放。
(2)贮存电线的库房内不得有破坏绝缘及腐蚀金属的有害气体存在。
(3)电缆贮存时应避免露天存放,若露天存放必须对电缆进行防潮、防晒、防尘等措施,电缆两头应用密封帽密封,防止水汽进入电缆内部,对电缆电气性能造成损害。
对长期露天存放的电缆应搭建简易工棚或塑料膜防水布遮盖在电缆表面以便防潮、防晒、防尘。
4现场环境控制电缆敷设有一定的要求在施工前必须严格作好施工区域的环境条件控制。
工作环境控制主要是对粉尘和温湿度进行控制。
防尘措施:(1)本次作业为户内、户外作业,施工作业人员穿着整洁。
(2)施工过程中保持电缆清洁。
防潮措施:(1)选择良好的天气进行施工。
5电缆支架制作安装(1)电缆支架的制作应符合设计要求。
(2)电缆支架应安装牢固,横平竖直;托架支吊架的固定方式应按设计要求进行。
各支架的同层横挡应在同一水平面上,其高低偏差不应大于5mm,托架支吊架沿桥架走向左右的偏差不应大于10mm。
(3)在有坡度的电缆沟内或建筑物上安装的电缆支架,应有与电缆沟或建筑物相同的坡度。
(4)金属电缆支架全长均应有良好的接地。
6电缆管加工敷设(1)电缆管的加工应符合下列要求1)管口应无毛刺和尖锐棱角,管口宜做成喇叭形。
2)电缆管在弯制后,不应有裂缝和显著的凹瘪现象,其弯扁程度不宜大于管子外径的10%;电缆管的弯曲半径不应小于所穿入电缆的最小允许弯曲半径。
(2)电缆管的内径与电缆外径之比不得小于1.5。
(3)每根电缆管的弯头不应超过3个,直角弯不应超过2个。
(4)电缆管的埋设深度不应小于0.7m;在人行道下面敷设时,不应小于0.5m。
电力施工工序流程图

附录3.电力施工工序流程图
施工准备
变压器、箱变等设备
开箱检查
设备基础坑开挖电缆到货检查电缆沟开挖电缆敷设
设备基础架模及浇筑、养护
电缆终端头制作
电缆电气试验设备电气试验
线路倒接送电箱变、变压器等设备安装
开始施工
备料 测量路径
电缆沟开挖
电缆敷设
电缆头制安
合格
接地装置制安
合格
材料检验 否
是 否
是
电缆线路试运行
2、设备安装施工方法和施工流程 1)设备安装流程图:
施工准备→汽吊作业→搬运→安装就位→盘体固定→电缆敷设→接线引入→单体试验调试→整组试验调试→受电投运
3、电力电缆线路施工 1)工艺流程图
4、低压电缆终端头制作。