下垂补偿功能的原理
悬垂补偿

840D下垂误差补偿功能几个关键机床数据的说明1、NC 机床数据:MD19300:悬垂补偿功能生效,第二位设为1,即设置为4MD18342:补偿表的最大补偿点数,每个补偿表最大为2000插补补偿点数。
MD32710:激活补偿表。
MD32720:下垂补偿表在某点的补偿值总和的极限值,840DE(出口型)为1mm;840D(非出口型)为10mm。
2、设定机床数据:SD41300:下垂补偿赋值表有效。
SD41310:下垂补偿赋值表的加权因子悬垂补偿步骤:以落地镗Y轴补偿Z轴为例1。
设置参数19300=4 是悬垂补偿功能生效,设置参数18342(0)=30,按50mm间隔,Z轴行程1300,不理会报警,千万不能NCK复位,此时做NC备份,然后将NC备份回装。
2.在SERVICE(服务)中寻找DATA SELECTION,在打开的界面中选择NC_ACTIVE_DATA,回到data manage(数据管理)中打开NC_active_data,会出现meas.System_error_comp目录,再打开此目录将SAG/ANGYLARITY.INI复制到LB中,回到“workpiece(工件)”的LB中,将出现NC-CEC程序,此程序就是悬垂补偿程序。
3。
将测量好的数值输入补偿程序中。
此时32710跟41300为0。
$AN_CEC[0,0]=0.000$AN_CEC[0,1]=0.000$AN_CEC[0,2]=0.000$AN_CEC[0,3]=0.000$AN_CEC[0,4]=0.000$AN_CEC[0,5]=0.000$AN_CEC[0,6]=0.000$AN_CEC[0,7]=0.000……$AN_CEC[0,28]=0.000$AN_CEC[0,29]=0.000 以上定义补偿插补点的补偿值$AN_CEC_INPUT_AXIS[0]=(Z) 定义基准轴$AN_CEC_OUTPUT_AXIS[0]=(Y) 定义补偿轴$AN_CEC_STEP[0]=50 定义补偿步距$AN_CEC_MIN[0]=-1300 定义补偿起点$AN_CEC_MAX[0]=0 定义补偿终点$AN_CEC_DIRECTION[0]=0定义补偿方向,正负方向都有效。
下垂控制原理范文

下垂控制原理范文下垂控制是指在控制系统中,通过一定的方法和控制策略来限制或抑制系统输出的下降过程。
下垂控制的主要目的是保证系统的稳定性和性能。
下垂控制的原理可以从两个方面来理解:1.动态调整控制器参数:下垂控制可以通过实时监测系统的输出值与期望输出值之间的误差,然后根据误差大小来动态调整控制器的参数。
一般情况下,当输出值下降时,误差会增加,控制器可以增大控制信号以抑制下降;相反,当输出值升高时,误差会减小,控制器可以减小控制信号以限制上升。
通过不断调整控制器参数,可以实现动态的下垂控制。
2.使用反馈环路:下垂控制通常通过使用反馈环路来实现。
反馈环路可以将系统输出值与期望输出值进行比较,并根据比较结果来生成控制信号。
当输出值下降时,反馈环路会检测到误差的增加,并相应地产生一个增大的控制信号,以抑制下降。
反之,当输出值升高时,反馈环路会检测到误差的减小,并产生一个减小的控制信号,以限制上升。
通过反馈环路的调整,可以实现系统的自动控制和下垂控制。
为了实现有效的下垂控制,一般需要设计一个合适的控制器。
常用的下垂控制器包括比例-积分-微分(PID)控制器和模糊控制器。
比例-积分-微分(PID)控制器是一种基于系统误差的控制器。
它通过比例项、积分项和微分项来调整控制信号。
比例项与误差成正比,用于调节控制信号的大小;积分项与误差的累积值成正比,用于抑制稳态误差;微分项与误差的变化率成正比,用于抑制系统的振荡。
通过调节PID控制器的参数,可以实现系统的下垂控制。
模糊控制器是一种基于模糊逻辑的控制器。
它通过模糊化、模糊推理和解模糊化三个过程来实现控制系统。
模糊化将系统的输入输出转换为模糊集合;模糊推理根据模糊集合之间的关系和规则,生成模糊控制信号;解模糊化将模糊控制信号转换为具体的控制信号。
模糊控制器可以灵活地处理非线性系统和复杂系统,并实现下垂控制。
通过以上的原理和方法,下垂控制可以有效地限制系统输出的下降过程,使系统具有良好的稳定性和性能。
(完整版)逆变器的下垂控制

下垂控制的原理是什么。
?下垂控制是并网逆变器的常用控制原理,但是具体下垂控制的深层原理和物理含义是什么啊?查到的几乎所有的文献对此都是基于下垂控制XXXX、仿照同步发电机下垂特性XXXX,却没有一个真正说清楚仿照哪了,电机书上对同步发电机的下垂特性也没讲清楚其物理原理。
向各位知乎大神求教,我看网上也有很多问这个的却没有一个回答说清楚的。
添加评论分享简单来说,所谓下垂控制就是选择与传统发电机相似的频率一次下垂特性曲线(Droop Character)作为微源的控制方式,即分别通过P/f下垂控制和Q/V下垂控制来获取稳定的频率和电压,这种控制方法对微源输出的有功功率和无功功率分别进行控制,无需机组间的通信协调,实现了微源即插即用和对等控制的目标,保证了孤岛下微电网内电力平衡和频率的统一,具有简单可靠的特点。
——————————————————————————————————————————补充说一说。
学过电机学都知道,发电机有个功角特性曲线,其中凸极同步发电机的无功功率表达式是:有功功率表达式:我们可以看出,通过控制U和功角来控制有功功率P和无功功率Q。
那么反过来,可以通过控制有功功率P和无功功率Q来控制U和功角所以,微电网中的常规下垂控制是通过模拟传统发电机的下垂特性,实现微电网中微电源的并联运行。
其实质为:各逆变单元检测自身输出功率,通过下垂特性得到输出电压频率和幅值的指令值,然后各自反相微调其输出电压幅值和频率以达到系统有功和无功功率的合理分配。
逆变器输出电压频率和幅值的下垂特性为:其中w0,U0分别为逆变器输出的额定角频率,额定电压。
kp,kq为逆变器下垂系数。
P,Q 分别为逆变器实际输出的有功功率和无功功率。
P0,Q0分别为逆变器额定有功和无功功率。
由上式我们可以得到三相逆变器常规的P-f 和Q-U 下垂控制框图。
注:常规下垂控制是在系统并联逆变器的输出端等效阻抗为大电感的条件下推导得到的。
逆变器下垂控制原理及控制方法
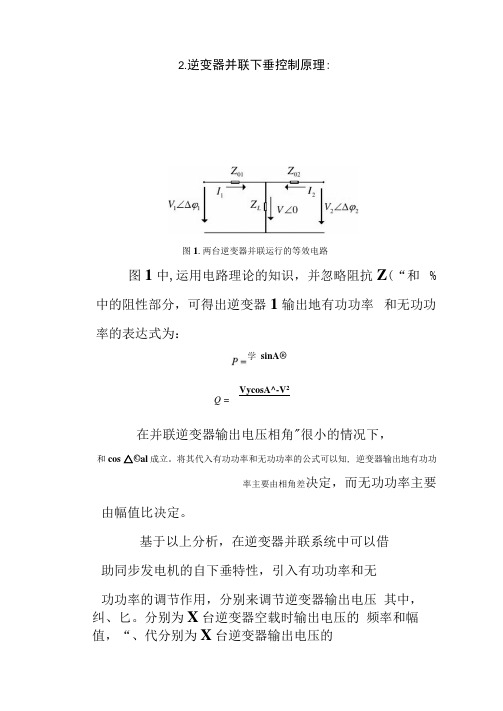
2.逆变器并联下垂控制原理:图1中,运用电路理论的知识,并忽略阻抗Z (“和 %中的阻性部分,可得出逆变器1输出地有功功率 和无功功率的表达式为:VycosA^-V 2Q = 在并联逆变器输出电压相角"很小的情况下,和cos △©al 成立。
将其代入有功功率和无功功率的公式可以知, 逆变器输出地有功功率主要由相角差决定,而无功功率主要由幅值比决定。
基于以上分析,在逆变器并联系统中可以借助同步发电机的自下垂特性,引入有功功率和无功功率的调节作用,分别来调节逆变器输出电压 其中,纠、匕。
分别为X 台逆变器空载时输出电压的 频率和幅值,“、代分别为X 台逆变器输出电压的学 sinA®图1.两台逆变器并联运行的等效电路的幅值和频率, 即:频率、幅值的下垂系数,如下图2所示。
图2 (a) 可以看出,由于逆变器自身特性的差异所造成的逆变器并联运行时输出功率的差异随着频率和幅值下垂系数的增大而减小,但是随着下垂系数的增大电压的偏离度也会随之增大。
因此在实际设计中需要在负载均分度和电压偏离度之间进行折中考虑。
图2 (b)表明利用下垂特性选择不同的下垂系数,可以使不同容量的逆变器并联运行并按其单位容量均分负载,其下垂系数选择如下:= m2S2=…=m x S xn[S l=n1S2=-- = n x S x图2•频率和幅值下垂特性3 •控制方法:实际应用的外特性下垂并联控制方法主要是两种:一、负载电流前馈方式,二、减弱电压控制环方式。
负载电流前馈控制方法的特点是各个模块的电压调节器均为无静差的PI调节器,且电压环给定随着负载电流的增大而减小。
减弱电压环的控制框图如图3所示:图3•减弱电压环方式的控制框图减弱电压环方式比负载电流前馈方式难以设计O。
PAMA机床中螺距补偿和垂度补偿以及其综合运用

PAMA机床中螺距补偿和垂度补偿以及其综合运用摘要:结合分厂内进口机床介绍两种提高机床定位精度的补偿方法――基于西门子840D系统的螺距补偿和垂度补偿。
以及在机械几何精度不理想情况下的两种方法的综合运用。
关键词:螺距补偿;垂度补偿;激光干涉;几何精度检测由于机械电子技术的飞速发展,数控机床作为一种高精度、高效率、稳定性强的自动化加工设备,越来越多的受到大家的关注。
数控系统的定位精度是影响其高精度性能的一个重要因素,而利用西门子840D数控系统自带的螺距补偿和垂度补偿功能可以极大的降低机床的定位误差,提高机床的定位精度。
本文就此结合分厂的进口设备PAMA数控落地镗铣床介绍这两种方法在实际中的具体使用。
补偿一般在机床几何精度调整完成后进行,这样可以尽量减少几何精度对定位精度的影响。
一般情况下,螺距补偿可以运用在所有的直线进给轴以及旋转轴中,垂度补偿多运用在机床的主轴箱滑枕(Z轴)或镗杆(W轴)与立柱(Y 轴)间的交叉补偿。
1. 螺距补偿螺距误差是由于机床丝杠在制造、安装和调整等方面的误差,以及磨损等原因,造成机械正反向传动误差的不一致,导致零件加工精度误差不稳定。
分厂的意大利进口PAMA落地式镗铣床承担着发动机机体加工的关键工序,也是当初分厂的第一台使用西门子840D系统的大型设备。
作为大型加工中心占用率非常高的数控系统,840D在一段时间内非常普及,之后分厂购买的大型加工中心也都采用了840D系统,所以弄清楚该系统的电气补偿,在机床几何精度以及定位精度超差的情况下就可以通过适当调整补偿值来使机床满足精度要求。
840D数控系统的螺距补偿功能是一种绝对型补偿方法,螺距补偿是按轴进行的。
我们设定补偿起始点位置a,补偿终止点位置b,补偿间隔距离c,那么需要插补的中间点的个数n,其中n=1+(b-a)/c。
具体操作步骤如下:1)设置轴数据MD38000MM_ENC_COMP_MAX_POINTS[t] =n,修改此参数后会引起NCK内存的重新分配。
西门子840D数控系统螺距误差补偿

西门子840D数控系统不同于以前曾广泛应用的810T/M和840C等老数控系统,它并没有提供专门的双向螺距误差补偿功能,通过对840D系统中的下垂补偿功能的分析研究,找到了一种方法,成功的解决了进行双向螺距误差补偿的问题。
关键词:数控系统下垂补偿功能双向螺距误差补偿由于机床丝杠在制造、安装和调整等方面的误差,以及磨损等原因,造成机械正反向传动误差的不一致,导致零件加工精度误差不稳定。
因此也必须定期对机床坐标精度进行补偿,必要时要做双向坐标补偿,以达到坐标正反向运动误差的一致性。
一、西门子840D数控系统的补偿功能西门子840D数控系统提供了多种补偿功能,供机床精度调整时选用。
这些功能有:1、温度补偿。
2、反向间隙补偿。
3、插补补偿,分为:(1) 螺距误差和测量系统误差补偿。
(2)下垂补偿(横梁下垂和工作台倾斜的多维交叉误差补偿)。
4、动态前馈控制(又称跟随误差补偿)。
包括:速度前馈控制和扭矩前馈控制。
5、象限误差补偿(又称摩擦力补偿)。
分为:常规(静态) 象限误差补偿和神经网络(动态)象限误差补偿。
6、漂移补偿。
7、电子重量平衡补偿。
在西门子840D功能说明样本和资料中所列的众多补偿功能中,都没有指出该系统具有双向螺距误差补偿功能。
但是在下垂补偿功能描述中却指出,下垂补偿功能具有方向性。
这样,如果下垂误差补偿功能,在基准轴和补偿轴定义为同一根轴时,就可能对该轴进行双向丝杠螺距误差补偿,由此提供了一个双向螺距误差补偿的依据。
二、840D下垂补偿功能的原理1、下垂误差产生的原因:由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜,也就是说,一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
2、840D下垂补偿功能参数的分析:西门子840D数控系统的补偿功能,其补偿数据不是用机床数据描述,而是以参数变量,通过零件程序形式或通用启动文件(_INI文件) 形式来表达。
下垂控制原理
下垂控制原理下垂控制是一种常见的工程控制原理,它在许多领域都有着广泛的应用,比如机械制造、自动化设备、航空航天等。
下垂控制的基本原理是通过对系统的输出进行监测和调节,以使系统的状态能够稳定在期望值附近。
在本文中,我们将对下垂控制原理进行详细的介绍和分析。
首先,下垂控制的核心概念是反馈调节。
在一个典型的下垂控制系统中,系统的输出会被传感器监测,然后与期望值进行比较,得到误差信号。
控制器会根据误差信号来调节系统的输入,使得系统的输出能够逐渐接近期望值。
这种反馈调节的方式能够有效地抑制系统的波动和扰动,使得系统能够稳定运行。
其次,下垂控制的设计需要考虑到系统的动态特性。
在实际应用中,许多系统都具有复杂的动态特性,比如惯性、阻尼、延迟等。
这些特性会对下垂控制系统的性能产生影响,因此需要对系统的动态特性进行深入的分析和建模。
只有充分理解系统的动态特性,才能设计出有效的下垂控制方案。
另外,下垂控制的稳定性是一个重要的问题。
在设计下垂控制系统时,需要考虑系统的稳定性问题,以确保系统能够在各种工况下都能够保持稳定。
稳定性分析是下垂控制设计过程中的关键一步,它需要考虑系统的闭环响应、极点分布、频域特性等多个方面的因素,以确保系统的稳定性。
最后,下垂控制的实现需要考虑到实际工程应用的问题。
在实际应用中,下垂控制系统需要考虑到成本、可靠性、实时性等多个方面的因素。
因此,下垂控制系统的设计需要综合考虑这些因素,以找到最优的设计方案。
总的来说,下垂控制是一种重要的工程控制原理,它在许多领域都有着广泛的应用。
设计一个有效的下垂控制系统需要充分考虑系统的动态特性、稳定性问题,以及实际工程应用的需求。
只有在这些方面都得到充分考虑的情况下,才能设计出性能优异的下垂控制系统。
下垂

对于“下垂”这个词语,最先接触的是电机学中直流电机的机械特性介绍,直流电机的机械特性在额定转速以下较硬,运行转速受负载影响较小,而在额定转速以上,转速极易随负载转矩急剧下降,机械特性有下垂趋势。
然后,在电力拖动控制里面也有提到下垂特性(带电流截止负反馈闭环的直流调速系统的静特性,即转速与电枢电流关系),也叫挖土机特性,书中介绍到:当电流大于一定值时,存在负反馈,而小于一定值时,无电流负反馈;从而,改变转速随着电流变化的斜率,电机堵转时堵转电流得以减小。
在异步机控制中,“下垂控制”指的是多个变频器控制一台电机,利用有功与无功关系自动分配变频器的输出功率,变频器之间无互联的通信信号,最终实现各个变频器良好地输出以得均衡控制效果。
而对于异步电机的“下垂功能”,指的是一台变频器拖动多个参数一样的电机,因各个电机的机械特性存在差异,在同一转速下(多电机都用皮带拖动情况)各电机输出的电磁转矩不可能完全一致,若这时改变各电机转差(类似于异步机转子串电阻的机械特性调节效果,或者是绕线式异步机的串级调速),即增大转差但不改变同步转速,则能缩小输出电磁转矩的差异,使机械特性变软,最终达到较好的控制效果。
另外,对于异步机的转差进行控制,并使其缩小的一种控制方法叫做“转差补偿功能”。
这不同于转矩补偿,转矩补偿通常调压完成转矩提升,而转差补偿则是在给定频率不变状况下,稍微提高输出频率(同步转速),以减小转差,从而将机械特性的硬度提高,输出更大的机械转矩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子840D数控系统补偿功能bjxtdlhzzj,2008-11-10 19:22:11
一、西门子840D数控系统的补偿功能
西门子840D数控系统提供了多种补偿功能,供机床精度调整时选用。
这些功能有:
1、温度补偿。
2、反向间隙补偿。
3、插补补偿,分为:
(1) 螺距误差和测量系统误差补偿。
(2)下垂补偿(横梁下垂和工作台倾斜的多维交叉误差补偿)。
4、动态前馈控制(又称跟随误差补偿)。
包括:速度前馈控制和扭矩前馈控制。
5、象限误差补偿(又称摩擦力补偿)。
分为:常规(静态) 象限误差补偿和神经网络(动态)象限误差补偿。
6、漂移补偿。
7、电子重量平衡补偿。
在西门子840D功能说明样本和资料中所列的众多补偿功能中,都没有指出该系统具有双向螺距误差补偿功能。
但是在下垂补偿功能描述中却指出,下垂补偿功能具有方向性。
这样,如果下垂误差补偿功能,在基准轴和补偿轴定义为同一根轴时,就可能对该轴进行双向丝杠螺距误差补偿,由此提供了一个双向螺距误差补偿的依据。
二、840D下垂补偿功能的原理
1、下垂误差产生的原因:
由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜,也就是说,一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
2、840D下垂补偿功能参数的分析:
西门子840D数控系统的补偿功能,其补偿数据不是用机床数据描述,而是以参数变量,通过零件程序形式或通用启动文件(_INI文件) 形式来表达。
描述如下:
(1) $AN_CEC[t,N]:插补点N的补偿值,即基准轴的每个插补点对应于补偿轴的补偿值变量参数。
(2) $AN_CEC_INPUT_AXIS[t]:定义基准轴的名称。
(3) $AN_CEC_OUTPUT_AXIS[t]:定义对应补偿值的轴名称。
(4) $AN_CEC_STEP[t]:基准轴两插补点之间的距离。
(5) $AN_CEC_MIN[t]:基准轴补偿起始位置:
(6) $AN_CEC_MAX[t]: 基准轴补偿终止位置
(7) $AN_CEC_DIRECTION[t]:定义基准轴补偿方向。
其中:
★ $AN_CEC_DIRECTION[t]=0:补偿值在基准轴的两个方向有效。
★ $AN_CEC_DIRECTION[t]=1:补偿值只在基准轴的正方向有效,基准轴的负方向无补偿值。
★ $AN_CEC_DIRECTION[t]=-1:补偿值只在基准轴的负方向有效,基准轴的正方向无补偿值。
(8) $AN_CEC_IS_MODULO[t]:基准轴的补偿带模功能。
(9) $AN_CEC_MULT_BY_TABLE[t]:基准轴的补偿表的相乘表。
这个功能允许任一补偿表可与另一补偿表或该表自身相乘。
3、下垂补偿功能用于螺距误差或测量系统误差补偿时的定义方法:
根据840D资料的描述,机床的一个轴,在同一补偿表中,既可以定义为基准轴,又可以
定义为补偿轴。
当基准轴和补偿轴同为一个轴时,可以利用下垂补偿功能对该轴进行螺距误差或测量系统误差补偿。
从补偿变量参数$AN_CEC_DIRECTION[t]的描述中可以看出,由于下垂补偿功能补偿值具有方向性,所以,下垂补偿功能在用于螺距误差或测量系统误差时,可以理解为在坐标轴两个方向上可以分别给予补偿。
一个表应用于补偿轴的运行正方向,另一个表应用于补偿同一轴的运行负方向。
三、840D下垂误差补偿功能几个关键机床数据的说明
1、NC 机床数据:
MD18342:补偿表的最大补偿点数,每个补偿表最大为2000插补补偿点数。
MD32710:激活补偿表。
MD32720:下垂补偿表在某点的补偿值总和的极限值,840DE(出口型)为1mm;840D(非出口型)为10mm。
2、设定机床数据:
SD41300:下垂补偿赋值表有效。
SD41310:下垂补偿赋值表的加权因子。
由于这两个数据可以通过零件程序或PLC程序修改,所以一个轴由于各种因素造成的不同条件下的不同补偿值可通过修改这两个数据来调整补偿值。
四、应用
下垂补偿功能应用于双向螺距误差补偿,其装载步骤与840D螺距误差补偿方法一样。
例一:正向补偿文件
%_N_NC_CEC_INI
CHANDATA(1)
$AN_CEC[0,0]=0.000
$AN_CEC[0,1]=0.000
$AN_CEC[0,2]=0.000
$AN_CEC[0,3]=0.000
$AN_CEC[0,4]=0.000
$AN_CEC[0,5]=0.000
$AN_CEC[0,6]=0.000
$AN_CEC[0,7]=0.000
……
$AN_CEC[0,57]=0.000
$AN_CEC[0,58]=0.000 以上定义补偿插补点的补偿值
$AN_CEC_INPUT_AXIS[0]=(AX1) 定义基准轴
$AN_CEC_OUTPUT_AXIS[0]=(AX1) 定义补偿轴
$AN_CEC_STEP[0]=50 定义补偿步距
$AN_CEC_MIN[0]=-1450 定义补偿起点
$AN_CEC_MAX[0]=1450 定义补偿终点
$AN_CEC_DIRECTION[0]=1 定义补偿方向,正向补偿生效,负向无补偿
$AN_CEC_MULT_BY_TABLE[0]=0 定义补偿相乘表
$AN_CEC_IS_MODULO[0]=0 定义补偿表模功能
例二:负向补偿文件
%_N_NC_CEC_INI
CHANDATA(1)
$AN_CEC[1,0]=0.000
$AN_CEC[1,1]=0.000
$AN_CEC[1,2]=0.000
$AN_CEC[1,3]=0.000
$AN_CEC[1,4]=0.000
$AN_CEC[1,5]=0.000
$AN_CEC[1,6]=0.000
$AN_CEC[1,7]=0.000
……
$AN_CEC[1,57]=0.000
$AN_CEC[1,58]=0.000 以上定义补偿插补点的补偿值
$AN_CEC_INPUT_AXIS[1]=(AX1) 定义基准轴
$AN_CEC_OUTPUT_AXIS[1]=(AX1) 定义补偿轴
$AN_CEC_STEP[1]=50 定义补偿步距
$AN_CEC_MIN[1]=-1450 定义补偿起点
$AN_CEC_MAX[1]=1450 定义补偿终点
$AN_CEC_DIRECTION[1]=-1 定义补偿方向,负向补偿生效,正向无补偿
$AN_CEC_MULT_BY_TABLE[1]=0 定义补偿相乘表
$AN_CEC_IS_MODULO[1]=0 定义补偿表模功能
我们通过对840D/810D灵活多变的补偿变量的分析研究,不仅成功的进行了双向螺距误差补
偿,而且下垂补偿功能还可以应用于横梁的下垂补偿、台面的斜度补偿等方面。