SWRCH35K冷镦钢检验标准
冷镦钢的技术要求
冷镦钢的技术要求
冷镦钢盘条一般为低、中碳优质碳素结构钢和优质合金结构钢,用来冷镦
成型制造各种机械标准件和紧固件。
合格的冷镦钢线材盘条必须满足以下要求。
1、化学成分
对于合金结构钢而言,O、P、S容易造成夹渣物,造成冷顶锻裂纹,所以
应以中下限为宜。
2、表面质量
冷镦钢盘条要求很严,尺寸公差为±0.15mm;不圆度≤0.10mm;表面裂纹、划痕最深≤0.07mm。
3、脱碳
冷镦钢盘条直径≤14mm,铁素体全脱碳层深度≤0.015mm,不完全脱碳层总深度≤0.10mm;直径16-24mm,铁素体全脱碳层深度≤0.02mm,不完全脱碳层总深度≤0.12mm;直径27-42mm,铁素体全脱碳层深度≤0.03mm,不完全脱碳层总深度≤0.15mm。
4、非金属夹杂
冷镦钢盘条要求B类夹杂物距表面2mm之内应不大于15μm。
B类和D类夹杂物一般控制在2级内。
5、金相组织
金相组织为铁素体+粒状珠光体。
理想的组织是珠光体晶粒大小相近并均匀地分布在铁素体基体上。
6、低倍组织
冷镦钢盘条低倍不应有缩孔、分层、白点、裂纹、气孔等缺陷,对中心疏松、方框偏析不允许大于2级。
7、晶粒度
10.9级以上螺栓晶粒度在7-8级较佳,保证成品强度外,其余级别冷锻钢线材的晶粒度可控制在5-7级。
8、冷镦性能
冷镦钢盘条的断面收缩率应不小于50%、屈强比应不大于70%,同时冷加工强化系数越低越好,这样不易产生加工硬化。
冷镦钢SWRCH35K的控轧控冷工艺
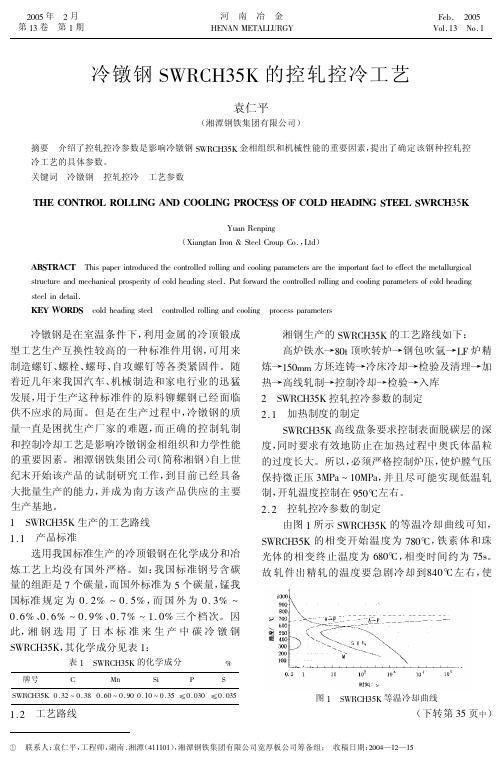
SWRCH35K,其化学成分见表 1:
表 1 SWRCH35K 的化学成分
%
牌号
C
Mn
Si
P
S
SWRCH35K 0 . 32 ~ 0 . 38 0 . 60 ~ 0 . 90 0 . 10 ~ 0 . 35 ≤0 . 030 ≤0 . 035
1.2 工艺路线
湘钢生产的 SWRCH35K 的工艺路线如下: 高炉铁水→80t 顶吹转炉→钢包吹氩→LF 炉精 炼→150mm 方坯连铸→冷床冷却→检验及清理→加 热→高线轧制→控制冷却→检验→入库 2 SWRCH35K 控轧控冷参数的制定 2.1 加热制度的制定 SWRCH35K 高线盘条要求控制表面脱碳层的深 度,同时要求有效地防止在加热过程中奥氏体晶粒 的过度长大。所以,必须严格控制炉压,使炉膛气压 保持微正压 3MPa ~ 10MPa,并且尽可能实现低温轧 制,开轧温度控制在 950℃左右。 2.2 控轧控冷参数的制定 由图 1 所示 SWRCH35K 的等温冷却曲线可知, SWRCH35K 的相变开始温度为 780℃,铁素体和珠 光体的相变终止温度为 680℃,相变时间约为 75s。 故 轧件出精轧的温度要急剧冷却到840 ℃ 左右,使
从 82 支试样中抽取 8 支进行金相化验,其组织 均为铁素体和少量片状珠光体,晶粒度为 7 级。对 所有试样进行力学拉伸试验,其屈服强度、抗拉强度 和断面收缩率均符合标准要求。
[1] 李曼云,孙本荣 . 钢的控制轧制和控制冷却技术手册 . 北京:冶 金工业出版社,1990 . 82 ~ 84 .
[2] 吴瑞祥 . 影响冷镦钢质量的主要因素及控制措施研究 . 湖南冶 金,200(2 2):5 ~ 7 .
和控制冷却工艺是影响冷镦钢金相组织和力学性能
冷镦钢SWRCH35K连铸坯裂纹的控制
冷 镦 钢 是 在 室 温 下 利 用 金 属 塑 性 成 型 工 艺 生 产 互 换 性 较 高 的标 准 件 用 钢 。S C 3 K是 用 来 WR H 5
12 生 产 工 艺 .
S C 3 K钢 在 8 顶 吹 氧 气 转 炉 上 冶 炼 , WR H 5 0t 挡 渣 出钢 , 氧 和 合 金 化 在 钢 包 内完 成 , 后 采 用 脱 炉 喂线 和 全 程 吹氩 工 艺 进 行精 炼 处 理 。在 9 钢 包 0t 炉 ( F 中 造 白渣 脱 硫 , 行 成 分 和 温 度 的 调 整 。 L’ ) 进 随后 在 1 铸 机 上 浇 铸 成 10i l 5 方 连 5 l ×10mm r n
在 连 铸 坯 外 侧 和 中 心之 间 的某 一 位 置 出现 的 裂纹 , 它是 由于 各 种 应 力 ( 括 热 应 力 、 械 应 力 、 包 机 相 变 应 力 等 ) 用 在 凝 固界 面 上 产 生 的 。连 铸 坯 作 在 凝 固过 程 中过 冷或 不 均 匀 二 次 冷 却 所 产 生 的热 应 力作用 在树枝状 晶间较弱 的部位 而形 成 的 , 此
晶器参数 、 工艺 控制 和保 护 渣性 能 , 连铸 坯 质量 得到 显著 提高 。 关键词
Co r l o nc s i le a k f Co d Ups t S e l S RCH 3 K nt o f Co a tng Bi t Cr c s o l l e t e W 5
的 研制 。在 开 发 过 程 中 , 现 连 铸 坯 裂 纹 缺 陷 是 发 影 响 盘条 质 量 的 主要 原 因 之 一 。 因为 连 铸 坯 表 面 裂 纹 、 疤 等 给 轧 制 钢 材 表 面 直 接 带 来 缺 陷 , 制 结 轧 中无 法 根 除 , 轧 制 过 程 中又 增 加 折 叠 、 皱 、 在 折 划 伤 等 缺 陷 而 引起 冷 镦 开 裂 。
各国冷镦钢标准对照
各国冷镦钢标准对照全文共四篇示例,供读者参考第一篇示例:各国冷镦钢标准对照冷镦钢是一种常用的金属材料,广泛用于机械制造领域。
在不同国家和地区,冷镦钢的标准也各有不同。
下面我们就来对比一下各国冷镦钢的标准。
1. 中国标准:中国国家标准GB/T 699-1999《普通碳素结构钢》是对于冷镦钢的主要标准,其中包括不同牌号的冷镦钢的化学成分、力学性能等要求。
GB/T 699-1999中规定的冷镦钢牌号有Q195、Q215、Q235等。
3. 欧洲标准:欧洲标准化委员会(CEN)制定了EN 10263-2标准,该标准适用于冷镦钢以及其他冷加工用的钢材。
EN 10263-2中规定了不同冷镦钢的化学成分、力学性能等要求。
4. 日本标准:日本标准JIS G 3507制定了冷镦钢的标准,主要包括SWRCH6A、SWRCH12A等不同牌号的冷镦钢。
JIS G 3507中规定了冷镦钢的化学成分、力学性能等要求。
通过以上对比可以看出,不同国家和地区对于冷镦钢的标准有所不同,但总体上都注重了冷镦钢的化学成分和力学性能等关键指标。
在实际使用中,需要根据不同国家和地区的标准要求选择合适的冷镦钢材料,以确保产品的质量和性能。
希望本文对大家了解各国冷镦钢标准有所帮助。
第二篇示例:一、中国标准1. GB/T 3077-1999《合金结构钢技术条件》2. GB/T 699-1999《普通碳素结构钢技术条件》3. GB/T 8162-2008《结构用无缝钢管》4. GB/T 1220-2007《不锈钢棒》二、美国标准1. ASTM A108-13《冷加工无缝钢棒标准规范》2. ASTM A29 / A29M-20《普通要求的钢材和合金钢产品的标准规范》3. ASTM A304-16《不锈钢和热加工合金棒材标准规范》4. ASTM A510/A510M-18《通用要求的冷加工高碳合金钢线标准规范》三、德国标准1. DIN EN ISO 683-17 2014《热轧和锻造钢材中高碳非合金钢、低碳合金钢和合金钢的质量要求》2. DIN EN 10083-3:2006《热轧技术要求的结构用钢》3. DIN 17100-1980《结构钢半成品技术条件》4. DIN 17200-1991《高碳钢棒棒瓦技术条件》四、日本标准1. JIS G 3507-1:2005《钢线棒相对于强度的冷镦股螺纹钢》2. JIS G 4051-2009《碳钢芯条》3. JIS G 4311-1991《不锈钢钢棒》4. JIS G 4319-1991《不锈钢钢线》以上是对一些主要国家的冷镦钢标准进行的对照,每个国家都有自己的冷镦钢标准,其中可能存在一些差异,但总体上都遵循国际标准,以确保产品的质量和安全性。
swrch35k热处理硬度
swrch35k热处理硬度(原创版)目录1.热处理硬度概述2.SK5 钢的热处理硬度3.退火状态的硬度4.淬火状态的硬度5.硬度检测方法正文一、热处理硬度概述热处理硬度是指金属材料在经过一定温度和时间的热处理后所具有的硬度。
热处理是一种改变金属材料组织结构和性能的重要手段,通过调整温度、保温时间和冷却介质等参数,可以实现对金属材料的硬度、强度、韧性等性能的调控。
在机械制造领域,热处理硬度常常被用来评价工具钢、模具钢等材料的性能。
二、SK5 钢的热处理硬度SK5 是日本标准中的一种碳素工具钢,相当于我国的 T8、T8Mn 或 T9 钢。
SK5 钢在退火状态下的布氏硬度大概在 200,相当于韦氏硬度 210 左右。
在试件淬火后的洛氏硬度大于等于 62,相当于韦氏硬度 766 左右。
这里需要注意的是,试件淬火冷却介质是水,温度大概在 780~800℃。
三、退火状态的硬度退火状态是指金属材料在经过一定温度和时间的热处理后,组织结构发生改变,使其具有较好的塑性和可加工性。
在退火状态下,SK5 钢的布氏硬度约为 200,相当于韦氏硬度 210 左右。
这种状态下的钢材适合进行切削、钻孔等加工操作。
四、淬火状态的硬度淬火是指金属材料在经过高温加热后,迅速冷却到室温以下的某一温度,以提高其硬度和强度。
对于 SK5 钢,淬火后的洛氏硬度大于等于 62,相当于韦氏硬度 766 左右。
这种状态下的钢材具有较高的硬度和强度,适合用于制作耐磨损的工具和模具。
五、硬度检测方法硬度检测是评价金属材料性能的重要手段,常见的硬度检测方法有布氏硬度试验、洛氏硬度试验和韦氏硬度试验。
其中,布氏硬度试验适用于检测硬度较低的金属材料,洛氏硬度试验适用于检测硬度较高的金属材料,而韦氏硬度试验则适用于检测各种硬度的金属材料。
swrch35k热处理硬度 解释说明以及概述
swrch35k热处理硬度解释说明以及概述1. 引言1.1 概述SWRCH35K是一种常见的钢材,具有优异的机械性能和物理性能,被广泛应用于制造业中。
热处理是一种常见的工艺,通过控制钢材在高温条件下的冷却速率来改变其硬度和力学性能。
本文将重点讨论SWRCH35K钢材的热处理硬度,并对其进行解释说明与概述。
1.2 文章结构本文分为五个部分。
首先,在引言部分,我们将对文章整体内容进行概括和介绍。
其次,在第二部分,我们将详细介绍SWRCH35K钢材以及热处理对硬度的影响,并概述了已有的研究现状。
第三部分将介绍实验方法和材料选择,包括实验方法的具体步骤以及样品准备方案。
接着,在第四部分,我们将展示试验结果并进行数据分析,比较不同热处理工艺下SWRCH35K钢材的硬度变化趋势,并探讨影响其硬度的主要因素。
最后,在第五部分,我们将总结研究结果并展望进一步研究和应用的方向。
1.3 目的本文旨在深入探讨SWRCH35K钢材的热处理硬度,并解释说明其工艺与硬度之间的关系。
通过对不同热处理工艺下SWRCH35K硬度变化趋势的分析,我们将探讨影响它硬度的主要因素。
这将有助于优化工业生产中对SWRCH35K钢材热处理过程的控制,提高产品质量和性能。
此外,本文还为进一步研究和应用提供了展望,推动相关领域的发展。
2. SWRCH35K热处理硬度解释说明与概述2.1 SWRCH35K概述SWRCH35K是一种碳素钢材料,具有高的加工性能和机械强度。
它通常用于制造螺栓、螺母、轴承等零部件,其硬度对产品的使用寿命和耐磨性至关重要。
2.2 热处理对硬度的影响热处理是通过控制材料的加热和冷却过程来改变其组织结构和性能的方法。
对于SWRCH35K这样的碳素钢材料而言,适当的热处理可以显著提高其硬度。
在加热过程中,原子重新排列形成新的组织结构,并通过快速冷却来锁定这种结构,从而使材料达到更高的硬度。
2.3 SWRCH35K热处理工艺与硬度关系的研究现状目前已经进行了大量关于SWRCH35K热处理工艺与硬度之间关系的研究。
35K钢冷镦钢工艺操作规程控制要点
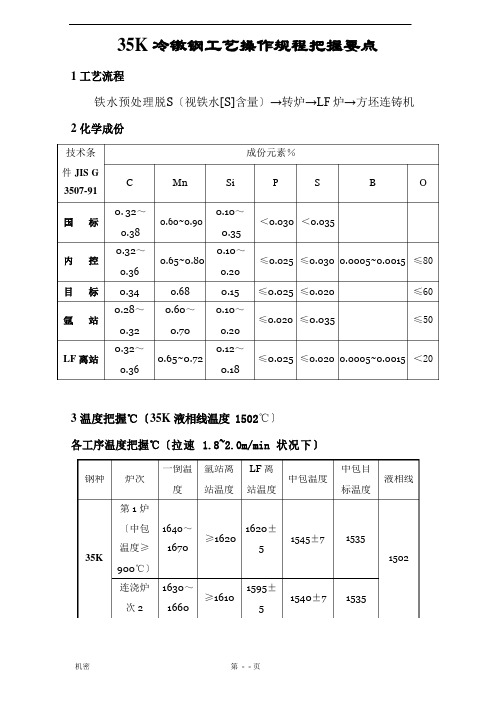
技术条 成份元素%件 JIS G 3507-91 〔中包 1640~1620±≥16201545±71535温度≥ 1670535K1502900℃〕 连浇炉 1630~ 1595±≥16101540±71535次 21660 535K 冷镦钢工艺操作规程把握要点1 工艺流程铁水预处理脱S 〔视铁水[S]含量〕→转炉→LF 炉→方坯连铸机 2 化学成份C Mn Si PSBO0. 32~0.10~国标0.38 0.32~ 0.60~0.90<0.030 <0.0350.35 0.10~ 内 控 0.65~0.80 ≤0.025 ≤0.030 0.0005~0.0015 ≤800.36 0.20目标 0.34 0.68 0.15 ≤0.025 ≤0.020≤600.28~0.60~0.10~氩 站≤0.020 ≤0.035 ≤500.32 0.70 0.200.32~0.12~LF 离站0.65~0.72≤0.025 ≤0.020 0.0005~0.0015 <200.360.183 温度把握℃〔35K 液相线温度 1502℃〕各工序温度把握℃〔拉速 1.8~2.0m/min 状况下〕一倒温 氩站离LF 离中包目 钢种 炉次中包温度液相线第 1 炉度 站温度 站温度标温度3.1 中包温度 1540℃≥T ≥1520℃3.2 中包拒浇温度:≥1560℃;3.3 钢包使用前必需测包底温度,正常测温值必需≥800℃,特别 温度钢包钢水温度修正如下〔在标准值的中上限根底上〕:A 、钢包测温≤800℃,≥600℃,测温值比正常要求值每降低100℃,对应钢水氩站、LF 离站温度上调 4℃。
B 、钢包测温≤600℃,测温值比正常要求值每降低 100℃,对应钢水氩站离站温度、LF 离站各上调 5℃。
3.4 钢包、返修钢包第一炉氩站、LF 离站温度上调 10℃,再加上 3.3 温度补偿。
冷镦钢材牌号
上海宝昌钢铁有限公司为宝钢股份及宝钢特殊钢分公司(原上钢五厂)一级代理,代理其:低碳钢、高碳钢、冷墩钢、合结钢、预应力钢丝及钢绞线、焊丝线、弹簧钢,轴承钢等盘圆、棒材,牌号有:SWRM6~M20、SWRH42A~90A、S20C~S53C、SCM415~435、ML15~ML35、SWRCH6A~SWRCH35A、SWRCH10K~SWRCH50K、B-CH1T、10B21-10B35、10#~70#、10~50Cr、ML40Cr、ML15~20MnvB、20CrMnTi、50BV30、ML20MnTiB、12-15CrMoA、35CrMoV、20~42CrMoA、65Mn、60Si2CrV A、GCr15等制造高强度(8.8级以上)紧固件用的高速线材,在冷镦前必须要进行“二拉一退”工艺处理,即先进行酸洗、拉拔、球化退火(或软化退火)和拉拔几道工艺,这种处理国内目前是在紧固件厂进行的。
紧固件厂的退火工序不断增加成本,而且还污染环境。
所以就我国的整个高强度紧固件生产而言,不论是球化退火后冷镦成形,还是热锻成形和车削法都是高成本加工工艺。
而采用球化线材,则是生产高强度紧固件的低成本经济之路。
国外,日本神户钢厂在这方面具有领先技术,神户钢厂提供的球化线材不需要紧固件生产厂球化退火,因而不存在退火脱碳问题。
马鞍山钢铁股份有限公司高速线材厂瞄准国际最新技术,对轧机进行全面改造,在高速线材生产线改造后,生产免退火高强线材技术上取得了很大突破。
马钢拥有低温轧制、CCT工艺控制,全线CRCT自动控制和在线检测等世界先进技术,在冷镦钢线材强劲需求的拉动下,马钢免退火线材开发很快进入成熟发展期。
马钢高线厂在日标JIS G3507-91《冷顶锻用碳素钢盘条》的基础上研制开发了SWRCH35K-M免退火线材,化学成分见表1。
牌号C Si Mn S P 其他标准号SWRCH35K-M 0.32~0.38 0.10~0.30 0.35~0.70 ≤0.03 ≤0.03 B微量Q/MCB454-2001SWRCH35K 0.32~0.38 0.10~0.35 0.60~0.90 ≤0.035 ≤0.03JIS G3507-1991通过热机轧制和轧后控制冷却,中碳钢SWRCH35K-M可以获得粒状珠光体加细珠光体加铁素体组织,具有这种组织结构的线材可省略拉拔前的软化退火,生产工艺简单,操作稳定,适宜批量生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SWRCH35K冷镦钢盘条检验标准SWRCH35K冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906-2012)中牌号为ML35Mn,按使用状态属于调质型冷镦钢。
1.化学成分
表1 ML35Mn化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤620 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,
以及深度不超过0.1mm的个别发纹。
7.尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±0.25mm,不圆度要求≤0.40。