180度剥离力测试方法
180度剥离力测试方法

文件名称:压敏胶粘带180°剥离力测试规范 页 码 第 2页 共 4页 1.目的规范压敏胶粘带180°剥离力测试,确保测试数据的准确性。
2.适用范围适用于压敏胶粘带180°剥离力测试。
3.定义180°剥离力:在一定条件下,将压敏胶粘带从标准试验板上以180°、300mm/min的速度剥离时所需的力,以kgf/mm表示。
4.职责4.1 实验室工程师:压敏胶粘带180°剥离力测试的操作培训、测试指导及测试分析。
4.2 测试员:按照此作业规范对压敏胶粘带进行180°剥离力测试,并对所使用机治具进行日常点检与保养。
5.测试步骤5.1 仪器说明:智能电子拉力试验机,参见《智能电子拉力试验机操作规范》。
5.2 测试样品:胶粘带的宽度为25±1mm,长度约为350mm,特殊情况也可以采用其它宽度的样品。
除非另有商定,样品制备前应在5.3条件下放置至少2H。
5.3测试环境:温度为23±2℃;相对湿度50%±5%。
5.4测试步骤5.4.1 准备长度为125mm±1mm、宽度为50mm±1mm、厚度为1.5~2.0mm的钢板。
钢板材质应为GB/T3280规定的OCr18Ni9或1Cr18Ni9Ti,试验板表面用JB/T 7499规定的粒度为P280耐水砂纸,先沿着横向轻轻打磨,在整个面上磨出轻度痕迹,再沿纵向均匀打磨,除去这些痕迹。
试验使用次数频繁及长期没有使用后,应再打磨后使用。
试验板表面有永久性污染时,应及时更换。
试验板使用其它材料时,其材质和表面情况应在报告中说明。
5.4.2 用纱布沾无水乙醇擦拭试验板测试面,然后用干净的脱脂纱布将其擦干,如此反复清洗三次以上,直至试验板的测试面经目视检查达到清洁为止。
清洗后,不得用手和其他物体接触试验板的工作面。
5.4.3 样品的制作文件名称:压敏胶粘带180°剥离力测试规范 页 码 第 3页 共 4页A)样品为整卷胶粘带时,应先撕去表面的3~5圈,然后以约300mm/min的速度解卷,取3个长度约350mm的样品分别贴于试验板上,再用2000g±50g的压辊自重在样品上来回滚压三次。
GB2792-1998压敏胶粘带180剥离强度评估方法

GB2792-1998压敏胶粘带180剥离强度评
估方法
简介
GB2792-1998是一项标准,旨在评估压敏胶粘带在180度剥离过程中的剥离强度。
该方法的目的是确定压敏胶粘带的剥离能力,以评估其在实际应用中的性能。
测试步骤
执行以下步骤来评估压敏胶粘带的180度剥离强度:
1. 准备样品:选择适当的压敏胶粘带样品,并根据需要切割成合适的尺寸。
2. 准备基材:选择一个适当的基材,例如金属板或玻璃片。
确保基材表面光滑且无杂质。
3. 将压敏胶粘带粘贴到基材上:将压敏胶粘带粘贴在基材上,确保压力均匀,无气泡或皱褶。
4. 贴在试验机上:将基材与粘贴的胶粘带放置在试验机上,确保胶粘带面向上。
5. 设定试验条件:根据GB2792-1998的规定,设定试验机的剥离速度、试验温度和试验时间。
6. 进行剥离测试:启动试验机,以设定的剥离速度进行剥离测试。
记录胶粘带从基材上剥离的力度。
7. 计算剥离强度:使用适当的公式,根据测试结果计算出压敏胶粘带的180度剥离强度。
结论
GB2792-1998压敏胶粘带180剥离强度评估方法提供了一种可靠的方式来评估压敏胶粘带在180度剥离中的性能。
该方法的正确执行可以为制造商和用户提供有关胶粘带的剥离能力的重要信息,以便做出明智的选择和决策。
GB2792-81压敏胶粘带180°剥离强度测定方法.

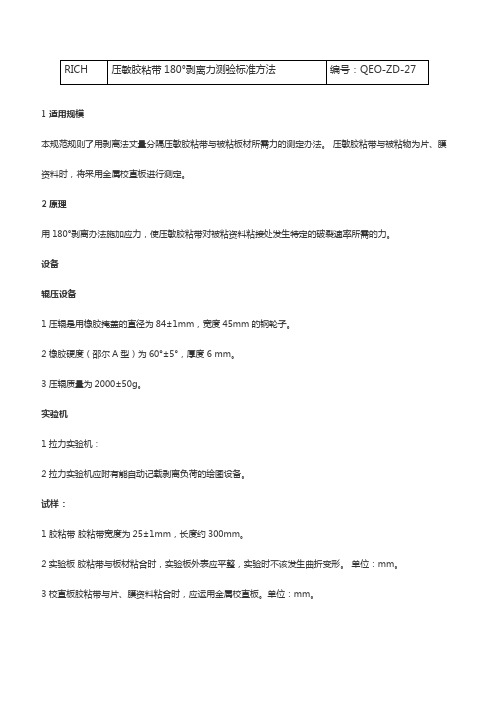
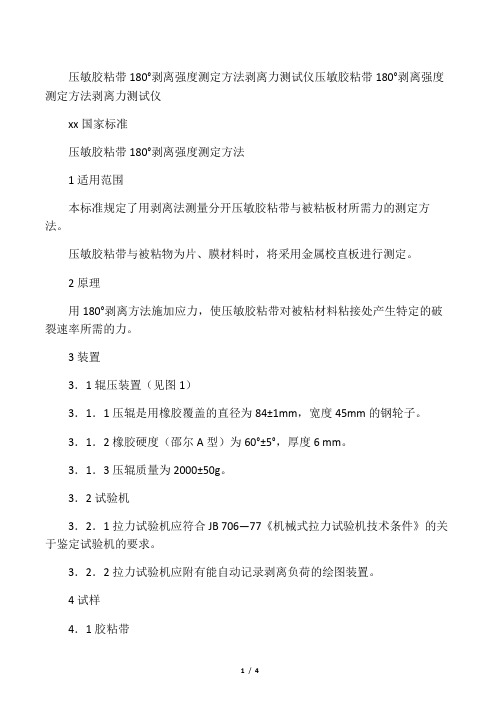
中华人民共和国国家标准GB2792-81压敏胶粘带180°剥离强度测定方法1 适用范围本标准规定了用剥离法测量分开压敏胶粘带与被粘板材所需力的测定方法。
压敏胶粘带与被粘物为片、膜材料时,将采用金属校直板进行测定。
2 原理用180°剥离方法施加应力,使压敏胶粘带对被粘材料粘接处产生特定的破裂速率所需的力。
3 装置3.1 辊压装置(见图1)3.1.1 压辊是用橡胶覆盖的直径为84±1mm,宽度45mm的钢轮子。
3.1.2 橡胶硬度(邵尔A型)为60°±5°,厚度6mm。
3.1.3 压辊质量为2000±50g。
3.2 试验机3.2.1 拉力试验机应符合JB 706-77《机械式拉力试验机技术条件》的关于鉴定试验机的要求。
3.2.2 拉力试验机应附有能自动记录剥离负荷的绘图装置。
4 试样4.l 胶粘带胶粘带宽度为20±1、25±1mm,长度约200mm。
4.2 试验板胶粘带与板材粘合时,试验板表面应平整,试验时不应产生弯曲变形,试验板尺寸如图2所示。
单位:mm。
4.3 校直板胶粘带与片、膜材料粘合时,应使用金属校直板,其尺寸如图3所示。
单位:mm。
4.4 试样制备4.4.1 被粘材料,表面处理方法、试样制备后的停放时间等应按产品工艺规程要求进行。
4.4.2 为了保证在试验时胶粘带与被粘片、膜材料保持180°分离角度,用胶粘带将试片顺长度方向的两侧粘贴在金属校直板上。
5 试验条件5.1 试验室温度为23±2℃;相对湿度为65±5%。
5.2 胶粘带、被粘材料应在5.1条件下放置2h以上。
6 试验步骤6.1 用精度不低于0.05mm的量具测量胶粘带宽度。
6.2 将胶粘带剥开,切去外面的3~5层,均匀撕剥胶粘带(在粘合长度内不能接触手或其它物体),使胶粘带与被粘材料一端粘接,其夹角大于30°,被粘材料的另一端下面放置一条长约200mm,宽40mm的涤纶膜或其它材料,然后用辊压装置的轮子在自重下约以120mm/s的速度对试样来回滚压三次。
RICH-180°剥离强度测量方法
试样制备
1被粘资料、外表处理办法、试样制备后的停放时刻等应按产品工艺规程要求进行。
2为了保证在实验时胶粘带与被粘片、膜资料坚持180°剥离视点,用胶粘带将试片顺长度方向的两边粘贴在金属校直板上。
实验条件
1实验室温度为23±2℃;相对湿度为65±5%。
2胶粘带、被粘资料应放置30分钟以上。
实验过程
1用精度不低于0.05mm的量具丈量胶粘带宽度。
2将胶粘带剥开,切去外面的3~5层,均匀撕剥胶粘带(在粘合长度内不能触摸手或其它物体),使胶粘带与被粘资料一端粘接,其夹角大于30°,被粘资料的另一端下面放置一条长约200 mm,宽40mm的涤纶膜或其它资料,然后用辊压设备的轮子在自重下约以120mm/s的速度对试样来回滚压三次。
3抵达产品工艺规程规则的停放时刻后,将试样自在端折过180°,并剥开粘合面约10mm。
被粘资料夹在下夹持器上,试样自在瑞夹在上夹持器上。
应使剥离面与实验机力线坚持一致。
4实验机以300 ±10mm/min下降速度接连剥离。
有用剥离粘合面长度约100mm,并有自动记载设备给出剥离曲线。
实验成果
180°剥离均匀强度
代表同一功能的试样个数不该少于3个,实验成果以剥离强度的算术均匀值、最大值、最小值表明。
实验报告
a.胶粘带类型、送样日期;
b.实验室温度、湿度、实验日期;
c.被粘资料、外表处理办法;
d.辊压速度、次数;
e.试样制备后停放时刻;
f.试样的破坏类型和数量;
g.剥离强度的算术均匀值、最大值、最小值;。
剥离强度测试标准
压敏胶粘带180°剥离强度测定方法剥离力测试仪压敏胶粘带180°剥离强度测定方法剥离力测试仪xx国家标准压敏胶粘带180°剥离强度测定方法1适用范围本标准规定了用剥离法测量分开压敏胶粘带与被粘板材所需力的测定方法。
压敏胶粘带与被粘物为片、膜材料时,将采用金属校直板进行测定。
2原理用180°剥离方法施加应力,使压敏胶粘带对被粘材料粘接处产生特定的破裂速率所需的力。
3装置3.1辊压装置(见图1)3.1.1压辊是用橡胶覆盖的直径为84±1mm,宽度45mm的钢轮子。
3.1.2橡胶硬度(邵尔A型)为60°±5°,厚度6 mm。
3.1.3压辊质量为2000±50g。
3.2试验机3.2.1拉力试验机应符合JB 706—77《机械式拉力试验机技术条件》的关于鉴定试验机的要求。
3.2.2拉力试验机应附有能自动记录剥离负荷的绘图装置。
4试样4.1胶粘带胶粘带宽度为20±1、25±1mm,长度约200mm。
国家标准总局发布1 9 8 2年8月1日实施中华人民共和国化学工业部提出上海橡胶制品研究所起草GB 2792-814.2试验板胶粘带与板材粘合时,试验板表面应平整,试验时不应产生弯曲变形,试验板尺寸如图2所示。
单位:mm。
4.3校直板胶粘带与片、膜材料粘合时,应使用金属校直板,其尺寸如图3所示。
单位:mm。
4.4试样制备4.4.1被粘材料、表面处理方法、试样制备后的停放时间等应按产品工艺规程要求进行。
4.4.2为了保证在试验时胶粘带与被粘片、膜材料保持180°分离角度,用胶粘带将试片顺长度方向的两侧粘贴在金属校直板上。
5试验条件5.1试验室温度为23±2℃;相对湿度为65±5%。
5.2胶粘带、被粘材料应在5.1条件下放置2h以上。
6试验步骤6.1用精度不低于0.05mm的量具测量胶粘带宽度。
锂电池180度剥离强度测试仪的操作流程
锂电池180度剥离强度测试仪的操作流程锂电池180度剥离强度测试仪的操作流程:1、电子式万能材料试验机开机,依次气动试验机的电源、计算机电源和打印机电源,开机后必须预热10min,等系统稳定后方可进一步使用。
2、按照软件使用手册,启动配套软件并选择和设定力传感器和引伸计,确定计算机和试验机保持在联机状态。
3、检查试验机夹具是否安装到位然后夹持试样,如果在上空间试验,先将试样装在上夹头上,夹紧,然后通过控制盒面板手动操作试验机的上夹头下移,待上、下夹头的位置适当,试样能够正确夹持在上下夹具之间时,力清零,消除试样自重后下夹头夹紧试样。
4、在配套软件中输入试验类型、试样尺寸参数,将试验力、引伸计、位移清零,启动试验。
5、观察试验过程中试样的变化和软件监控过程的变化。
6、当试样断裂或者试验过程达到预先设定的位移量或者变形量时,试验结束,程序自动将试验结果显示在屏幕上,根据需要对试验结果进行查询。
7、多组试样时,电子式材料试验机则卸除已完成试样,重复以上3-5的过程。
8、试样全部测量完毕,则保存试验记录,关闭计算机和摩信试验。
锂电池180度剥离强度测试仪技术参数:1.产品规格:MX-05802.精度等级:0.5级3.最大负荷:5000N4.有效测力范围:0.1/100-100%;5.试验力分辨率,zui大负荷±500000码;内外不分档,且全程分辨率不变。
6.有效试验宽度:120mm7.有效试验空间:800mm8.试验速度::0.001~500mm/min(任意调)9.速度精度:示值的±0.5%以内;10.位移测量精度:示值的±0.5%以内;11.变形测量精度:示值的±0.5%以内;12.应力控速率范围:0.005%~6%FS/S13.应力控速率精度:速率<0.05%FS/S时,为设定值的±1%以内;速率≥0.05%FS/S时,为设定值的±0.5%以内;14.应变控速率范围:0.002%~6%FS/S15.应变控速率精度:速率<0.05%FS/S时,为设定值的±2%以内;速率≥0.05%FS/S时,为设定值的±0.5%以内;16.恒力/位移/变形测量范围:0.5%~100%FS17.恒力/位移/变形测量精度:设定值<10%FS时,为设定值的±1%以内;设定值≥10%FS时,为设定值的±0.1%以内;18.试台升降装置:快/慢两种速度控制,可点动;19.试台安全装置:电子限位保护20.试台返回:手动可以zui高速度返回试验初始位置,自动可在试验结束后自动返回;21.试验定时间自动停车,试验定变形自动停车,试验定负荷自动停车22.超载保护:超过zui大负荷10%时自动保护;23. 自动诊断功能,定时对测量系统、驱动系统进行过载、过压、过流、超负荷等检查,出现异常情况立即进行保护23.电源功率:750W24.主机重量:100kg25. 电源电压: 220V(单相)26. 主机尺寸:470*400*1510mm。
原电子档 180度剥离力测试操作指导书(1)
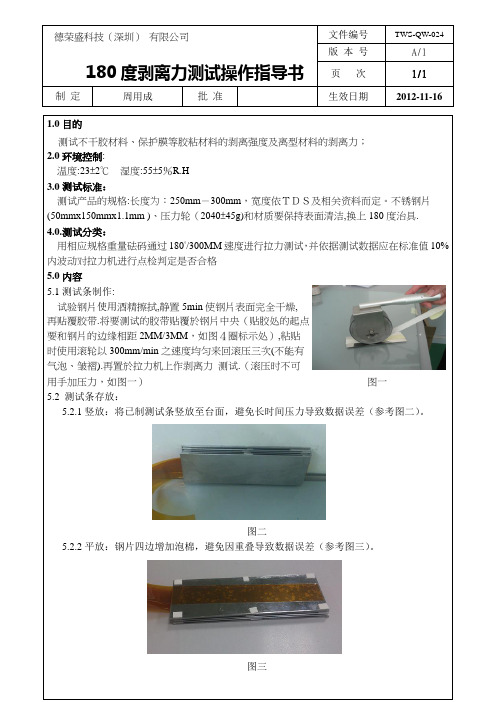
德荣盛科技(深圳)有限公司180度剥离力测试操作指导书文件编号TWS-QW-024版本号A/1页次1/1制定周用成批准生效日期2012-11-161.0目的测试不干胶材料、保护膜等胶粘材料的剥离强度及离型材料的剥离力;2.0环境控制:温度:23±2℃湿度:55±5%R.H3.0测试标准:测试产品的规格:长度为:250mm-300mm,宽度依TDS及相关资料而定。
不锈钢片(50mmx150mmx1.1mm )、压力轮(2040±45g)和材质要保持表面清洁,换上180度治具.4.0.测试分类:用相应规格重量砝码通过180°/300MM速度进行拉力测试,并依据测试数据应在标准值10%内波动对拉力机进行点检判定是否合格5.0内容5.1测试条制作:试验钢片使用酒精擦拭,静置5min使钢片表面完全干燥,再贴覆胶带.将要测试的胶带贴覆於钢片中央(贴胶处的起点要和钢片的边缘相距2MM/3MM,如图4圈标示处),粘贴时使用滚轮以300mm/min之速度均匀来回滚压三次(不能有气泡、皱褶).再置於拉力机上作剥离力测试.(滚压时不可用手加压力,如图一)图一5.2 测试条存放:5.2.1竖放:将已制测试条竖放至台面,避免长时间压力导致数据误差(参考图二)。
图二5.2.2平放:钢片四边增加泡棉,避免因重叠导致数据误差(参考图三)。
图三德荣盛科技(深圳)有限公司剥离力测试操作指导书文件编号TWS-QW-024版本号A/0页次2 / 2制定周用成批准生效日期2012-11-165.3放置时间:贴覆完以后,放置实验环境下待10到20mi或者72H(具体时间依TDS及相关资料),5.4测试操作5.4.1使用待测试剥离力材料放置於检测仪器上,将覆贴胶的钢片固定在180度剥离力的治具上,再把胶夹紧在拉力机上位活动夹上进行测试.(如图四)图四5.4.2首先把软件上面的力值、变形、拉直项归零.之后把速度调到300mm/min.进行测试,右图显示是胶的力值变化趋势.(测试片需测试5-10条,取测试数据的平均值作为测量值,如图五)图五5.5 测定值的判定依TDS及相关资料提供的剥离力参考值的范围作标准,在其范围内为OK,否则为NG,若提供的值没有范围只作参考时,我们以参考值为规格值,测定值大于或等于规格值的80%为OK,否则判为NG,NG的值我们仅供客户作参考.供客户是否选用此批胶.5.6设备点检及校验5.6.1每天对设备进行一次点检,用不同重量砝码对机台进行点检,并将实际数据记录至点检记录表中,点检合格后方可进行使用。
剥离强度测试标准
压敏胶粘带180°剥离强度测定方法剥离力测试仪压敏胶粘带180°剥离强度测定方法剥离力测试仪xx 国家标准压敏胶粘带180°剥离强度测定方法1 适用范围本标准规定了用剥离法测量分开压敏胶粘带与被粘板材所需力的测定方法。
压敏胶粘带与被粘物为片、膜材料时,将采用金属校直板进行测定。
2 原理用180°剥离方法施加应力,使压敏胶粘带对被粘材料粘接处产生特定的破裂速率所需的力。
3 装置3.1 辊压装置(见图1)3.1.1压辊是用橡胶覆盖的直径为84 士1mm宽度45mm的钢轮子。
3. 1. 2橡胶硬度(邵尔A型)为60°士5,°厚度6 mm。
3. 1. 3压辊质量为2000 士50g3. 2 试验机3. 2. 1 拉力试验机应符合JB 706—77《机械式拉力试验机技术条件》的关于鉴定试验机的要求。
3. 2. 2 拉力试验机应附有能自动记录剥离负荷的绘图装置。
4 试样4. 1 胶粘带胶粘带宽度为20±1、25 士1mm长度约200mm。
国家标准总局发布1 9 8 2年8月1日实施中华人民共和国化学工业部提出上海橡胶制品研究所起草GB 2792-814.2试验板胶粘带与板材粘合时,试验板表面应平整,试验时不应产生弯曲变形,试验板尺寸如图2所示。
单位:mm。
4.3校直板胶粘带与片、膜材料粘合时,应使用金属校直板,其尺寸如图3所示。
单位:mm。
4.4试样制备4.4.1被粘材料、表面处理方法、试样制备后的停放时间等应按产品工艺规程要求进行。
4.4.2为了保证在试验时胶粘带与被粘片、膜材料保持 1 80 °分离角度,用胶粘带将试片顺长度方向的两侧粘贴在金属校直板上。
5 试验条件5. 1试验室温度为23±2;相对湿度为65± %。
5.2胶粘带、被粘材料应在5. 1条件下放置2h以上。
6 试验步骤6. 1用精度不低于0.05mm 的量具测量胶粘带宽度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件名称:压敏胶粘带180°剥离力测试规范 页 码 第 2页 共 4页 1.目的
规范压敏胶粘带180°剥离力测试,确保测试数据的准确性。
2.适用范围
适用于压敏胶粘带180°剥离力测试。
3.定义
180°剥离力:在一定条件下,将压敏胶粘带从标准试验板上以180°、300mm/min的速度
剥离时所需的力,以kgf/mm表示。
4.职责
4.1 实验室工程师:压敏胶粘带180°剥离力测试的操作培训、测试指导及测试分析。
4.2 测试员:按照此作业规范对压敏胶粘带进行180°剥离力测试,并对所使用机治具进
行日常点检与保养。
5.测试步骤
5.1 仪器说明:智能电子拉力试验机,参见《智能电子拉力试验机操作规范》。
5.2 测试样品:胶粘带的宽度为25±1mm,长度约为350mm,特殊情况也可以采用其它宽度
的样品。
除非另有商定,样品制备前应在5.3条件下放置至少2H。
5.3测试环境:温度为23±2℃;相对湿度50%±5%。
5.4测试步骤
5.4.1 准备长度为125mm±1mm、宽度为50mm±1mm、厚度为1.5~2.0mm的钢板。
钢板材
质应为GB/T3280规定的OCr18Ni9或1Cr18Ni9Ti,试验板表面用JB/T 7499规定的
粒度为P280耐水砂纸,先沿着横向轻轻打磨,在整个面上磨出轻度痕迹,再沿
纵向均匀打磨,除去这些痕迹。
试验使用次数频繁及长期没有使用后,应再打
磨后使用。
试验板表面有永久性污染时,应及时更换。
试验板使用其它材料时,
其材质和表面情况应在报告中说明。
5.4.2 用纱布沾无水乙醇擦拭试验板测试面,然后用干净的脱脂纱布将其擦干,如此反
复清洗三次以上,直至试验板的测试面经目视检查达到清洁为止。
清洗后,不得
用手和其他物体接触试验板的工作面。
5.4.3 样品的制作
文件名称:压敏胶粘带180°剥离力测试规范 页 码 第 3页 共 4页
A)样品为整卷胶粘带时,应先撕去表面的3~5圈,然后以约300mm/min的速度解卷,
取3个长度约350mm的样品分别贴于试验板上,再用2000g±50g的压辊自重在样
品上来回滚压三次。
B) 样品为胶粘带片材且胶面无离型材料时,应先在胶面上贴一张离型膜。
当片材
胶粘剂胶系为有机硅时,在其上面贴一张与其大小相当的氟塑离型膜;当片材
胶粘剂胶系为亚克力胶时,则在其上面贴一张硅油离型膜。
贴合好的样品表面
应平整。
用美工刀及直尺从贴合好的样品上裁切宽度为25±1mm、长度约为350mm
的样品三个,然后将其离型膜除去并按5.4.3 A)操作贴于试验板上。
C)样品为胶粘带片材且胶面有离型材料时,用美工刀及直尺直接从样品上裁切宽
度为25±1mm、长度约为200mm的样品三个,然后将其离型膜或离型纸除去并按
5.4.3 A)操作贴于试验板上。
D)样品为无基材或双面胶粘带时,应先将样品与厚度约0.025mm的PET膜贴合。
贴
合好的样品表面应平整。
用美工刀及直尺将样品裁切成宽度为25±1mm、长度约
为350mm的样品三个,然后将其离型材料除去,并按5.4.3 A)操作贴于试验板上。
5.4.4 将5.4.3贴好的样品置于5.3条件下放置20~40min。
5.4.5 开启智能电子拉力试验机,选择180°剥离力测试项,并按需要设定好各项参
数,其中La、Lb长度设定为20mm,剥离速度设定为300mm/min,如图一。
(图一)
5.4.6 将样品自由端对折180°,并从试验板上剥开粘合面约25mm。
把样品自由端和试
验板分别夹在上、下夹持器上且传感器恰好不受力。
夹持时剥离面应与拉力机
力线保持一致,如图二。
文件名称:压敏胶粘带180°剥离力测试规范 页 码 第 4页 共 4页 (图二)
5.4.7 按控制面板上试验键开始测试。
测试行程完成后,拉力试验机上夹头将回位,
在上夹头回位到位时,务必将试验板从下夹头上取出,以免上下夹头相撞而损
坏传感器。
5.4.8 测试结束后将拉力试验机电源关闭,并将用过的试验板清洁保存。
5.5 测试结果:每次至少测试三个数据,测试结果以kgf/mm表示,保留两位小数,并求
出最大值、最小值及平均值。
如果是使用钢板以外的试验板,应中报告中予以注明。
5.6测试报告
测试报告应包括以下内容:
1)样品名称、型号、数量、规格;
2)样品接收日期、测试日期;
3)测试环境、测试项目、测试方法、测试设备;
4)样品编号;
5)测试结果;
6)其它需要报告的内容。
5.7注意事项
5.7.1操作时应戴无尘手套。
5.7.2测试行程完成后,在上夹头回位到位时,务必将试验板从下夹头上取出。
5.7.3 裁切样品时,样品边缘应平整,无锯齿状。
5.8 仪器保养
5.8.1每次测试前后用纱布沾无水乙醇对试验板进行清洁。
5.8.2拉力试验机保养依《智能电子拉力试验机操作规范》进行。
6.参考文件
6.1《智能电子拉力试验机操作规范》
7.表单
7.1《测试报告》
8.附件:无。