产品和过程特殊特性清单模板
产品和过程特殊特性清单

#
☆
/
#
☆
/
1
压铸
△
7.5±0.15
*
◇
/
*
◇
/
4-φ3.61±0.1
*
◇
/
*
◇
/
*
◇
/
4-φ6.2±0.15
*
◇
/
*
◇
/
#
☆
/
#
☆
/
2
切边
/
4-φ3.61±0.1小端
*
◇
ห้องสมุดไป่ตู้
/
4-φ6.2±0.15小端
*
◇
/
2.98±0.1
#
☆
/
φ2.98±0.1
#
☆
/
cleanout
3
drying (超声波)清
△
/
<**编制 编制: 签字**> XX/83.JS.01.07C
审核: <**审核签字**>
批准: <**批准签字**> 修改:01
/
/
/
洗烘干
备注
1.过程特殊特性工序的符号为△, 图纸特殊特性项目的符号按图纸符号, 图纸特殊特性项目的公司内部符号:若是图纸上的特殊特性,则符号为☆,若不是图纸上的特殊特性 而是出货要求的项目,则符号为◇,若是安全特殊特性项目的内部符号为S,若是项目小组决定的内部 特殊特性项目,则符号为★,特殊要求例外。 2.若有客户格式的特殊特性清单,那么不需要此表,但对应的特殊特性符号必须在其他文件中体现。 3.若无客户格式的特殊特性清单,必须采用此表单。
产品名称 产品图号
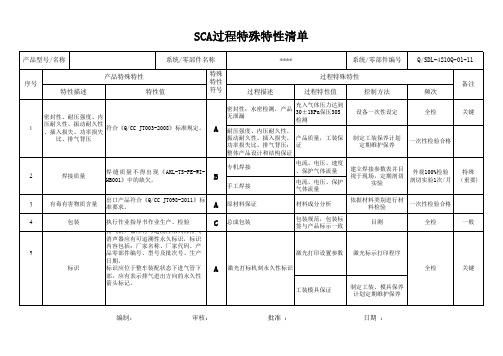
产品和过程特殊特性清单
SCA过程特殊特性清单(参考模板1)
设备一次性设定
1
压耐久性、振动耐久性 、插入损失、功率损失
符合《Q/CC
JT003-2008》标准规定。
A
耐压强度、内压耐久性、
全检
关键
比、排气背压
振动耐久性、插入损失、 产品质量,工装保 功率损失比、排气背压: 证
制定工装保养计划 定期维护保养
一次性检验合格
整体产品设计和结构保证
专机焊接
2
焊接质量
标识
日期。 标识应位于整车装配状态下进气管下
A 激光打标机刻永久性标识
全检
关键
部,应有表示排气进出方向的永久性
箭头标记。
工装模具保证
制定工装、模具保养 计划定期维护保养
编制:
审核:
批准 :
日期 :
SCA过程特殊特性清单
编号:
产品型号/名称
系统/零部件名称
****
系统/零部件编号 Q/SDL-4210Q-01-11
序号
特性描述
产品特殊特性 特性值
特殊 特性 符号
过程描述
过程特殊特性
过程特性值
控制方法
频次
备注
密封性、耐压强度、内
密封性:水密检测,产品 无泄漏
充入气体压力达到 30±1KPa保压30S 检测
焊 缝 质 量 不 得 出 现 《 AKL-TS-PE-WIHB001》中的缺欠。
B
手工焊接
电流、电压、速度 、保护ቤተ መጻሕፍቲ ባይዱ体流量
电流、电压、保护 气体流量
建立焊接参数表并目 视于现场,定期剖切
实验
外观100%检验 剖切实验1次/月
特殊 (重要)
3
有毒有害物质含量
产品过程特殊特性初始清单(示例)

产品/过程特殊特性初始清单(示例)
客户名称: 产品名称: 图号: 特性类别
序
号 特性项目 特性符号
特性影响
测量控制方法 产品
特殊
特性 1 硬度HRC23-28
影响产品性能、寿命 硬度仪材质测试 2 齿部表面硬度HRC45-50
淬硬层深≥2mm 影响产品性能、寿命 硬度仪淬火后测试 3 轴承位外圆φ35 影响配合及性能 制程中控制图控制 4 轴承位外圆φ30 影响配合及性能 制程中控制图控制 5 外圆φ40 影响配合 外径数显千分尺,首检、自检和巡检 6
外圆φ12.7
影响配合
外径数显千分尺,首检、自检和巡检 7 内花键与轴承位同轴度≤0.02
影响性能 偏摆仪测量 8
φ40外圆全跳动0.03 影响性能 偏摆仪测量 9
槽深尺寸11±0.08
影响配合 卡尺(精度0.02)首检、自检和巡检 10 长度26.5±0.1 影响配合 卡尺(精度0.02)首检、自检和巡检 11 总长度 293±0.15 影响配合 高度尺(精度0.01),首检、自检和巡检 12 齿位有效长度35 影响配合 卡尺(精度0.02)首检、自检和巡检 13 长度60.5 影响配合 高度尺(精度0.01),首检、自检和巡检 过程特殊特性
1 校正插齿位外圆跳动≤0.01mm
影响插齿精度
百分表
2 高频电流、电压、时间 影响产品性能,寿命 高频淬火操作规程 3
回火温度、时间
影响产品性能,寿命
回火操作规程
备注:以 “ ”表示“产品特殊特性”,用符号“ ”表示“过程特殊特性”。
跨功能小组成员:
编制日期:
A
B A B。
产品和过程特殊特性清单7(填表说明)
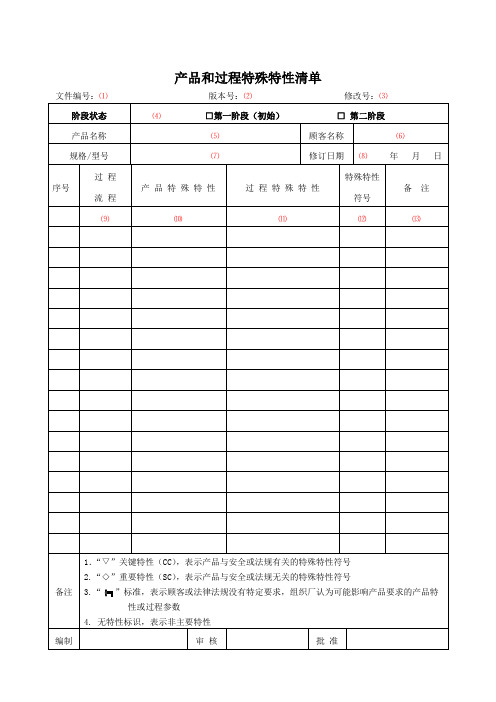
产品和过程特殊特性清单
产品和过程特殊特性清单填表说明
1.填入文件编号,以便查询。
2.填入文件的版本号。
3.填入文件的修改号。
4.选择阶段状态,将相应的阶段状态前“□”涂黑,改为“■”。
5.填入产品的名称。
6.填入顾客的名称。
7.填入产品的规格或型号。
8.填入编制特殊特性清单最新修订的日期。
9.过程流程,系统、子系统或部件制造的所有步骤都在过程流程图中描述。
识别流程图中出现产品特殊特性
或过程特殊特性的过程名称。
10.产品特性为在图样或其它主要工程信息中描述的部件、零件或总成的特点或性能。
核心小组应从所有来源
中识别组成重要产品特性的产品特殊特性,如影响顾客安全、法规符合性、功能、配合或外观等重要特性。
11.过程特性是与被识别产品特性具有因果关系的过程变量(输入变量)。
过程特性仅能在其发生时才能测量出。
核心小组应识别和控制其过程特性的变差以最大限度减少产品变差。
对于每一个产品特性,可能有一个或更多的过程特性。
在某些过程中,一个过程特殊特性中,一个过程特性可能影响数个产品特性。
12.填入识别出的特殊特性符号,如“▽”、“◇”、“,非主要特性无需填写。
13.附加说明,如有时。
过程特殊特性清单模板
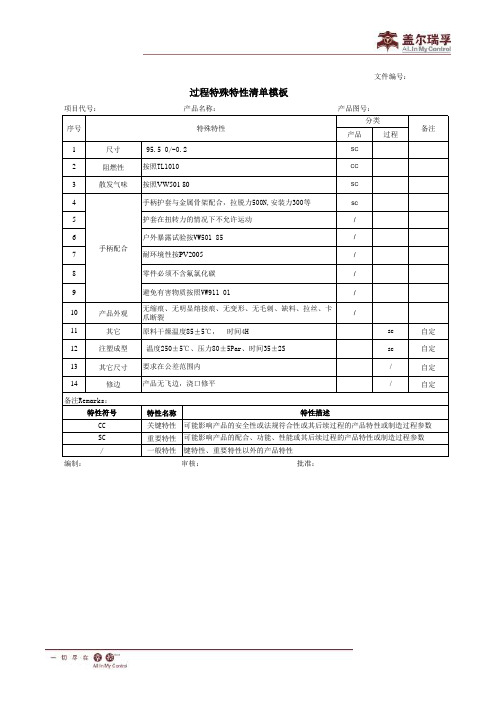
产品名称:
产品
过程
1尺寸SC 2阻燃性CC 3散发气味
SC
4sc 5/6/7/8/9/10产品外观/
11其它sc 自定12注塑成型sc 自定13其它尺寸/自定14
修边/
自定
特性名称关键特性重要特性一般特性
编制: 审核: 批准:
序号手柄配合备注
特殊特性
CC 可能影响产品的安全性或法规符合性或其后续过程的产品特性或制造过程参数SC 可能影响产品的配合、功能、性能或其后续过程的产品特性或制造过程参数/
键特性、重要特性以外的产品特性
温度250±5℃、压力80±5Par、时间35±2S 要求在公差范围内产品无飞边,浇口修平
备注Remarks:
特性符号
特性描述
户外暴露试验按VW501 85耐环境性按PV2005零件必须不含氟氯化碳避免有害物质按照VW911 01
无缩痕、无明显熔接痕、无变形、无毛刺、缺料、拉丝、卡爪断裂
原料干燥温度85±5℃, 时间4H
分类 95.5 0/-0.2按照TL1010按照VW501 80
手柄护套与金属骨架配合,拉脱力500N,安装力300等护套在扭转力的情况下不允许运动文件编号:
过程特殊特性清单模板
项目代号:产品图号:。
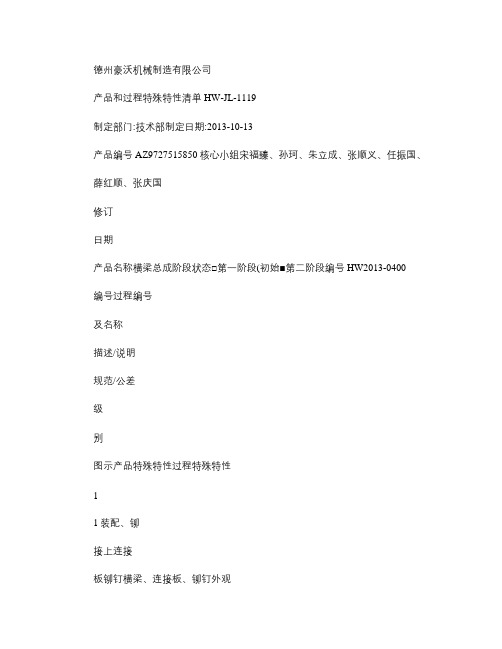
产品和过程特殊特性清单(精)
缺肉、裂纹、铆模压
痕、成形头偏移等
▲
5 φ12铆钉铆接力设
定值28-30MPa
▲
6铆接间隙铆钉头120°范围内
0.2mm塞尺不入
▲
7
3检验、修
整横梁总成宽度8260
-2.
mm ▲
8上下连接板孔距150±0.5mm ▲
备注特殊特性级别分类:
1.关键特性:影响安全、法规性能的特性。符号:★
2.重要特性:影响外观、装配、功能、性能等的特性。符号:▲
批准宋福臻审核刘如全校对任道有编制张庆国
及名称
描述/说明
规范/公差
级
别
图示产品特殊特性过程特殊特性
1
1装配、铆
接上连接
板铆钉横梁、连接板、铆钉外观
无磕碰划伤锈蚀、无
缺肉、裂纹、铆模压
痕、成形头偏移等
▲
2 φ12铆钉铆接力设
定值28-30MPa
▲
3铆接间隙铆钉头120°范围内
0.2mm塞尺不入
▲
4
2装配、铆
接下连接
板铆钉横梁、连接板、铆钉外观
德州豪沃机械制造有限公司
产品和过程特殊特性清单HW-JL-1119
制定部门:技术部制定日ຫໍສະໝຸດ :2013-10-13产品编号AZ9727515850核心小组宋福臻、孙珂、朱立成、张顺义、任振国、
薛红顺、张庆国
修订
日期
产品名称横梁总成阶段状态□第一阶段(初始■第二阶段编号HW2013-0400
编号过程编号
产品和过程特殊特性清单
#
☆
/
#
☆
/
1
压铸
△
7.5±0.15
*
◇
/
*
◇
/
4-φ3.61±0.1
*
◇
/
*
◇
/
*
◇
/
4-φ6.2±0.15
*
◇
/
*
◇
/
#
☆
/
#
☆
/
2
切边
/
4-φ3.61±0.1小端
*
◇
/
4-φ6.2±0.15小端
*
◇
/
2.98±0.1
#
☆
/
φ2.98±0.1
#
☆
/
cleanout
3
drying (超声波)清
△
/
/
/
/
洗烘干
备注
1.过程特殊特性工序的符号为△, 图纸特殊特性项目的符号按图纸符号, 图纸特殊特性项目的公司内部符号:若是图纸上的特殊特性,则符号为☆,若不是图纸上的特殊特性 而是出货要求的项目,则符号为◇,若是安全特殊特性项目的内部符号为S,若是项目小组决定的内部 特殊特性项目,则符号为★,特殊要求例外。 2.若有客户格式的特殊特性清单,那么不需要此表,但对应的特殊特性符号必须在其他文件中体现。 3.若无客户格式的特殊特性清单,必须采用此表单。
产品名称 产品图号
产品和过程特殊特性清单
客户名称 修订日期
序号
具有特殊特性 的工序
过程特殊 特性的符
号
图纸和PQA清单中 特殊特性项目
(尺寸或要求)
图纸上标注的 图纸特殊特性项
特殊特性项目 目的公司内部符
产品和过程特殊特性清单
第一版
特殊特性符号 备 注
SC
自定义
硬度
3
尺寸
4
尺寸
5
尺寸
6
尺寸
7
等温温度
8
加热温度
9
10
11
12
13
14
15
16
155-170HBW φ35.8 φ25.8 46 126.7
540±10℃ 920±10℃
SC
自定义
SC
自定义
SC
自定义
SC
自定义
SC
自定义
PC
自定义
PC
自定义
17
18
SF:表示涉及安全的特殊特性;SC表示产品与安全无关的特殊特性符号;PC表示过 备 注 程与安全无关的特殊特性.
此产品无涉及安全的特殊特性,也无客户定义的特殊特性.
编制/日期
审核/日 期
批准/日 期
产品和过程特殊特性清单
表单编号:ZX-QP-02E-01
制定部门:多功能小组
制定日期:2016-10-19
产品名称
第二轴
顾客名称
浙江双环传动股份有限公司
规格/型号
50716
修订日期
年月日
阶段状态
■ 第一阶段(初始)
序 号
产品特性
产品特殊特性
1
无轧制缺陷
无缩孔\折叠\裂纹
□ 第二阶段 过程特殊特性
版本
产品和过程特殊特性清单
序号符号1◇2◇3◇4◇5◇6◇7◇8◇9◇10◇11◇12◇13◇14◇15◇16◇17◇18◇19◇20◇21◇22◇23◇24◇窗口宽度11.5±0.20mm 首件/巡检/末检/SPC1.78卡尺材料力学性能抗拉强度满足60-100MPa,规定非比例延伸强度≥15MPa,断后伸长率≥23%来料检测报告拉力计孔位置度首件/巡检/末检/SPC 1.72三次元窗口长度24.3±0.20mm 首件/巡检/末检/SPC 1.83卡尺平面度首件/巡检/末检/SPC 1.75三次元孔直径Ø3.3±0.10mm 首件/巡检/末检/SPC 1.77卡尺厚度 3.0±0.20mm 首件/巡检/末检/SPC 1.74卡尺平面度首件/巡检/末检/SPC 1.73三次元孔位置度首件/巡检/末检/SPC 1.83三次元环氧树脂未包覆区域6±+0/-2mm首件/巡检/末检/SPC 1.79二次元孔位置度首件/巡检/末检/SPC 1.77三次元孔直径Ø4.9±0.10mm 首件/巡检/末检/SPC 1.71卡尺环氧树脂未包覆区域 6.5+0/-2mm首件/巡检/末检/SPC 1.74二次元孔直径Ø4.9±0.10mm首件/巡检/末检/SPC 1.75卡尺长度53.0±0.20mm 首件/巡检/末检/SPC 1.77卡尺长度67.7±0.30mm 首件/巡检/末检/SPC 1.80卡尺面轮廓度首件/巡检/末检/SPC 1.72三次元面轮廓度首件/巡检/末检/SPC 1.70三次元腰孔宽度 4.0±0.10mm首件/巡检/末检/SPC 1.81卡尺位置度首件/巡检/末检/SPC 1.71三次元厚度 1.2±0.20mm 首件/巡检/末检/SPC 1.80千分尺厚度 2.4±0.20mm 首件/巡检/末检/SPC 1.76卡尺平面度首件/巡检/末检/SPC 1.75三次元平面度首件/巡检/末检/SPC 1.77三次元核心小组成员赵洪、廖平、李文宝、宋华平、梁茂平、陈俊文件版本003产品特性公差过程特性控制方法初始PPK 检验工具产品和过程特殊特性清单供应商名称源科昱供应商代码129276编制日期2024.9.25产品名称连接片_P0L-P-FD_AL1060产品编号17061303-00产品版本003FM-WI-16-D02-0007-05A。