立轴工艺系统设计
立轴的工艺系统设计
课题简介本课题主要是围绕立轴工艺系统设计而进行的,它包括立轴零件的工艺分析,加工零件时所选的刀具,普通机床改装,及对立轴加工所需夹具的设计与工艺编程,在设计过程中,其中最主要的是对立轴零件加工所需机床的改造.中小型企业为了发展生产,常常希望对原有旧机床进行改造,实现数控化,自动化。
数控机床系统就是结合现实的生产实际,结合我国国情,在满足系统基本功能的前提下,尽可能降低价格,价格便宜,性能价格比适中是其最重要的特点,特别适合在设备中占有较大比重的普通车床改造,适合在生产第一线大面积推广。
企业应用经济型数控系统对设备进行改造后,将提高产品加工精度和批量生产的能力,同时又能保持“万能加工”和“专用高效”这两种属性,提高设备自身对产品更新换代的应变能力,增强企业的竟争能力。
C616普通机床改装为数控机床,主要解决的问题是如何将机械传动的进给和手工控制的刀架转位,可用经济型数控系统进行控制,并采用滚珠丝杠螺母副代替原有机床的丝杠进行传动,实现横向、纵向的进给传动。
立轴的工艺分析要考虑几个不同的方案,选择一个好的方案,进行详细工艺设计分析,设计夹具时要考虑到定位、夹紧等问题,保证工件表面粗糙度,选择合适的材料。
目录(一)立轴的加工工艺分析1、立轴加工工艺方案的确定 (4)2、方案分析 (4)3、立轴毛坯的制造 (5)4、零件的刀具选择 (5)5、零件的夹具设计 (6)6、零件的定位基准 (6)7、零件加工路线、切削用量的选择 (7)(二)加工立轴零件的机床的数控改装 (7)1、数控机床改装的必要性 (8)2、数控机床改造的优点 (9)3、数控机床改造的注意点 (9)4、车床的数控改造 (9)5、设计方案的确定 (10)6、步进电机的选择 (10)7、机械部分改造设计与计算 (13)8、自动转位刀架的选用 (25)9、机床导轨改造 (26)10、机床尾座的改造 (28)11、机床丝杠的改造 (28)12、数控机床改造时数控系统选用 (29)13、立轴零件的数控加工编程 (30)(三)小结 (34)(四)参考文献 (36)一、立轴的加工工艺分析1、立轴加工工艺方案的确定(a)毛坯——外表面粗加工——钻深孔——外表面精加工——锥孔粗加工——锥孔精加工(b)毛坯——外表面粗加工——钻深孔——锥孔粗加工——锥孔精加工——外表面精加工(c)毛坯——外表面粗加工——钻深孔——锥孔粗加工——外表面精加工——锥孔精加工2、方案分析方案a:在锥孔粗加工时,由于要用已加工过的外表面作精基准面,会破坏外圆表面的精度和光洁度,所以此方案不宜采用。
M7475立轴圆平台平面磨床PLC控制系统设计
摘要由于工厂企业中很多磨床年代久远,其工作性能已远远达不到现代生产的要求。
因此有必要对旧式的常规电动机控制系统进行技术改造,以PLC取代常规的继电器,以达到磨床的控制要求。
本次设计介绍了M7475型立轴圆台平面磨床PLC控制系统,并编写了PLC控制梯形图程序和指令表程序。
简要叙述了M7475型立轴圆台平面磨床继电器-接触器控制系统的工作原理及其运动形式。
改由PLC控制系统后的磨床工作安全可靠,系统运行情况良好,磨削精度更高;利用PLC控制系统,实现了磨床启动、停止、砂轮转动、工作台移动和工作台转动,并且砂轮升降有手动和自动两种控制方式;提供过载、断相、零励磁和零电压保护;并因所吸工件的不同,灵活调节电磁吸盘的吸力大小。
改由PLC控制后,其控制系统大大的简单化,并且维修方便,易于检查,节省大量的继电器元件,机床的各项性能有了很大的改善,工作效率有了明显提高。
该项技术还可推广应用于自动化其他领域的控制系统中。
关键词:PLC;平面磨床;继电器AbstractMany grinders are too old to meet the needs of modern manufacturing in factories. So it is necessary to make some technological transformations on the old-style convention motor-control system. Change them by the PLC substitution convention's relay, to meets grinder's control requirements.This paper introduces the survey of invariable program timers and M7475 the vertical shaft frustum surface grinding machine PLC control system, and has compiled the PLC procedure trapezoidal chart and the directive statement table. In this paper, the principle of work and the movement form of M7475 vertical shaft frustum surface grinding machine relay - contact device control systems is briefly introduced. The safety will be significantly changed and the operation situation will be better, the grinding precision is also higher. Using the PLC control system, the grinder’s starting, stopping, the grinding wheel’s rotation, and work table’s moving and rotation can be realized. And the grinding wheel fluctuation has two control modes, manual and automatic. It provides the protection like overload, break, zero excitation and zero potential. It attracts the work piece with different nimble adjustment magnet chuck suction size. After changing the PLC control system is largely simplified, and services conveniently, easy to inspect. It also saves large sum of relay element. The performance has the very big enhancement, and the working efficiency had the distinct enhancement. This technology may also be applied in other domain control systems of automation field.Key word:PLC; Surface grinding; Relay目录1绪论 (1)1.1PLC在电气控制系统中的应用 (1)1.2磨床的介绍 (2)1.3世界平面磨床发展趋势 (2)2系统总体设计 (5)2.1方案论证 (5)2.2PLC控制系统的控制要求 (6)2.3PLC控制系统的设计基本内容 (6)2.4PLC控制系统设计原则与步骤 (7)2.4.1 PLC控制系统设计的基本原则 (7)2.4.2 PLC控制系统设计与调试步骤 (8)3系统的硬件设计 (9)3.1PLC的选型 (9)3.2主要电气元件的选择 (10)3.2.1 电动机的选择 (11)3.2.2 交流接触器和中间继电器的选择 (12)3.2.3 保护电器的选择 (13)3.2.4 控制信号电器的选择 (13)3.3I/O地址的分配 (14)3.4I/O接线图的绘制 (14)3.5M7475型立轴圆台平面磨床主要结构和运动形式 (14)3.6M7475型立轴圆台平面磨床控制原理电路图概述 (15)3.6.1 M7475型立轴圆台平面磨床控制电路原理分析 (16)3.6.2 M7475型立轴圆台平面磨床电磁吸盘电路分析 (17)3.7系统的硬件连线 (19)4系统的软件设计 (20)4.1PLC的编程语言 (20)4.2PLC的系统结构和基本工作原理 (20)4.2.1 PLC的系统结构 (20)4.2.2 PLC的基本工作原理 (21)4.3PLC的基本功能和基本指令 (22)4.3.1 PLC的基本功能 (22)4.3.2 PLC的基本指令 (23)4.4控制系统的程序设计 (25)4.4.1 梯形图程序设计 (25)4.4.2 指令表程序设计 (28)5 控制系统的调试 (31)5.1确认输入电源并检查各部分硬件 (31)5.2软硬件联调 (31)结束语 (33)致谢 (34)参考文献 (35)附录Ⅰ主要电气元件表 (36)附录II控制电路原理图 (38)附录IIIPLC控制系统I/O分配表 (39)附录IVPLC控制系统I/O接线图 (40)附录VPLC控制程序清单 (41)1绪论1.1PLC在电气控制系统中的应用随着工业生产的快速发展,人们对生产过程提出了更高的要求,然而由于控制过程及其对象更加复杂,因此要实现生产加工过程的理想控制就更加困难了。
数控专业毕业设计论文题目集合

1.机电系统DSP通用控制平台设计2.基于PLC的远程监控系统设计3.基于PLC的真空镀膜机系统设计4.基于RS-485串行通信标准的数控系统运动控制器的设计5.基于PLC的自动换刀系统设计6.嵌入式远程环境数据监控终端的设计7.柔性臂结构和控制系统设计8.数字变频空调智能控制系统设计9.基于PLC的电梯控制系统设计10.智能控制系统中的实时数据采集与处理系统设计2支承套零件数控加工工艺分析及工艺装备设计1数控铣床加工链轮的毕业设计基于plc的电梯设计基于plc的变频恒压供水系统的设计基于plc的污水处理系统基于plc的自动售货机的设计基于plc的温度湿度检测和显示系统设计CAD-CAM 毕业设计直齿圆锥齿轮数控专业毕业设计汇总1.机械毕业论文:X62W铣床数控化改造设计2.机械毕业论文:ZMX粉碎机下机体支承面专用铣床设计3.机械毕业论文:组合机床设计4.机械毕业论文:普通铣床数控化改造设计5.机械毕业设计:J45-6.3型双动拉伸压力机及PLC控制系统设计6.加工中心侧铣头结构设计7.平面凸轮数控铣工艺分析及程序编制8.机械毕业设计:数控回转工作台设计9.数控车零件工艺设计及NC程序编制10.普通CA6140车床的经济型数控化改造设计11.铣床的数控X-Y工作台设计12.常州井关农机加工工艺过程及数控编程13.定梁数控龙门镗铣床溜板进给系统设计14.基于SEMENS802S的典型零件的编程与加工15.车载机械自动调平机械系统设计16.铝箔轧机自剪机自动纠偏系统设计论文17.X-Y数控工作台机电系统设计18.机械毕业论文:C6140普通车床的数控化改造设计19.数控车床系统XY工作台与控制系统设计20.机械毕业设计CA6140法兰盘机械加工工艺过程的制定及铣Φ90(近中心孔)孔专用夹具设计21.杠杆工艺和工装设计毕业设计论文22.CA6140普通车床后托架(831002)零件机械加工工艺规程及工艺装备设计23.机械毕业设计:连杆零件加工工艺及专用钻床夹具设计24.毕业设计:推动架加工工艺与夹具设计25.CA6140拨叉零件加工工艺及工装设计26.CA6140车床后托架加工工艺及夹具设计27.机械毕业设计:CA6140车床后托架加工工艺及夹具设计28.机械毕业设计:WHX112减速机壳加工工艺及夹具设计29.汽车变速箱加工工艺及夹具设计30.3L-10/8空气压缩机曲轴零件机械加工工艺及夹具设计31.拨叉加工工艺及夹具设计32.CA6140C车床拨叉加工工艺及钻床夹具设计33.CA6140C车床拨叉加工工艺及铣床夹具设计34.CA6140车床杠杆加工工艺及钻床夹具设计35.CA6140车床拨叉加工工艺及钻床夹具设计36.CA6140拨叉零件加工工艺及铣床夹具设计37.CA6140车床后托架加工工艺及钻床夹具设计38.机械毕业设计:电(动)机壳加工工艺及夹具设计39.CA6140车床法兰盘加工工艺及钻床夹具设计40.机械毕业设计:柴油机曲轴加工工艺规程及夹具设计41.机械毕业设计:推动架零件加工工艺及工艺装备设计42.机械毕业设计:柴油机曲轴工艺规程设计43.机床尾座体加工工艺及夹具设计44.轴类零件加工工艺及夹具设计45.B6065刨床推动架加工工艺及夹具设计46.数控毕业设计:高中压外缸毕业设计论文附cad图纸及编程程序47.数控加工毕业论文:二维奥迪车标设计论文下载含NC编程48.机械毕业设计:数控钻床横、纵两向进给系统的设计论文下载含cad图纸49.机械毕业论文:经济型数控车床控制系统设计论文下载含cad图纸50.汽车空调器前缸盖数控加工工艺的制订及夹具设计51.气门摇臂轴支座加工工艺及夹具设计52.输出轴工艺与工装设计53.数控龙门铣床立铣头部件设计54.通风安全节能监控系统设计55.铝线及CP送丝装置设计与典型零件数控加工56.自动给料装置传动系统设计57.R180柴油机曲轴工艺设计及夹具设计58.推动架加工工艺规程设计59.支承套零件的专用夹具设计60.CA6140杠杆加工工艺及夹具设计61.阀堵工艺工装设计及CAD/CAM62.CA6140车床拨叉C加工工艺及夹具设计63.CA6140车床拨叉A加工工艺及夹具设计64.468Q发动机缸体双面卧式钻床总体设计及左主轴箱设计65.专用榫齿铣PLC电气控制系统设计66.气门摇臂轴支座的机械加工工艺及夹具设计67.CA6140普通车床的数控化改造设计68.加工中心主传动系统(电主轴)设计69.靠模攻丝组合机床设计70.XK5025型数控立铣床自动换刀装置设计71.卧式加工中心自动换刀机械手设计72.CA6410车床拨叉831002加工工艺和夹具设计73.齿轮箱工艺钻2-φ20孔工装及专机设计74.齿轮箱工艺钻孔工装及专机设计75.送料机械手设计76.CAK6150普通车床的数控化改造77.活塞工艺夹具设计78.轻型液压浅孔钻机设计79.啤酒周转箱注射机液压系统设计80.斜胶胎2号成型机四连杆式后压滚设计81.毕业设计:4102机体主凸孔扩孔镗削加工夹具设计82.机械毕业设计:缸阀体的工艺分析及夹具设计83.机械毕业设计:凸轮轴零件工艺规程设计84.机械毕业设计:CA6140下部刀架的工艺工装的设计85.大学机械毕业设计:机车凸轮轴工艺夹具设计86.机械毕业设计:汽车后桥壳体工艺夹具设计87.机械毕业设计:三坐标数控铣床设计本毕业设计很完整,可以直接使用如果需要请联系Email:cumtg@QQ:624682020下载地址:还没有添加下载地址!数控专业毕业设计论文题目汇总1.机械毕业论文:X62W铣床数控化改造设计2.机械毕业论文:ZMX粉碎机下机体支承面专用铣床设计3.机械毕业论文:组合机床设计4.机械毕业论文:普通铣床数控化改造设计5.机械毕业设计:J45-6.3型双动拉伸压力机及PLC控制系统设计6.加工中心侧铣头结构设计7.平面凸轮数控铣工艺分析及程序编制8.机械毕业设计:数控回转工作台设计9.数控车零件工艺设计及NC程序编制10.普通CA6140车床的经济型数控化改造设计11.铣床的数控X-Y工作台设计12.常州井关农机加工工艺过程及数控编程13.定梁数控龙门镗铣床溜板进给系统设计14.基于SEMENS802S的典型零件的编程与加工15.车载机械自动调平机械系统设计16.铝箔轧机自剪机自动纠偏系统设计论文17.X-Y数控工作台机电系统设计18.机械毕业论文:C6140普通车床的数控化改造设计19.数控车床系统XY工作台与控制系统设计20.机械毕业设计CA6140法兰盘机械加工工艺过程的制定及铣Φ90(近中心孔)孔专用夹具设计21.杠杆工艺和工装设计毕业设计论文22.CA6140普通车床后托架(831002)零件机械加工工艺规程及工艺装备设计23.机械毕业设计:连杆零件加工工艺及专用钻床夹具设计24.毕业设计:推动架加工工艺与夹具设计25.CA6140拨叉零件加工工艺及工装设计26.CA6140车床后托架加工工艺及夹具设计27.机械毕业设计:CA6140车床后托架加工工艺及夹具设计28.机械毕业设计:WHX112减速机壳加工工艺及夹具设计29.汽车变速箱加工工艺及夹具设计30.3L-10/8空气压缩机曲轴零件机械加工工艺及夹具设计31.拨叉加工工艺及夹具设计32.CA6140C车床拨叉加工工艺及钻床夹具设计33.CA6140C车床拨叉加工工艺及铣床夹具设计34.CA6140车床杠杆加工工艺及钻床夹具设计35.CA6140车床拨叉加工工艺及钻床夹具设计36.CA6140拨叉零件加工工艺及铣床夹具设计37.CA6140车床后托架加工工艺及钻床夹具设计38.机械毕业设计:电(动)机壳加工工艺及夹具设计39.CA6140车床法兰盘加工工艺及钻床夹具设计40.机械毕业设计:柴油机曲轴加工工艺规程及夹具设计41.机械毕业设计:推动架零件加工工艺及工艺装备设计42.机械毕业设计:柴油机曲轴工艺规程设计43.机床尾座体加工工艺及夹具设计44.轴类零件加工工艺及夹具设计45.B6065刨床推动架加工工艺及夹具设计机械机电数控模具电气专业课题如下:(数控专业课题1-16)1.C616型普通车床改为经济型数控机床. 2.CA6140型车床的经济型数控改造设计(横向)3.CA6140经济型数控车床纵向进给系统设计及进给系统的润滑设计3.c6150普通机床的自动化改造 4.C620普通车床进行数控改造 5.CA6150车床横向进给改造的设计6.CA6150车床主轴箱设计7.CJK6256B简易数控车床的的设计8.XKA5032AC 数控立式升降台铣床自动换刀装置(刀库式)设计9.数控铣高级工零件工艺设计及程序编制10.共轭凸轮的设计制造(CADCAM)及工艺11.行星架的数控加工与选用12.空压机吸气阀盖头加工工艺编程及夹具13.300X400数控激光切割机设计14.数控机床位置精度的检测及补偿15.数控机床位置精度及标准16.数控铣床工作台仿真实验系统的开发(零件的加工工艺及夹具设计课题17-42)17.杠杆工艺和工装设计18.活塞的机械加工工艺,典型夹具及其CAD设计19.过桥齿轮轴机械加工工艺规程20.FA311A一三排罗拉支架加工工艺设计21.CA6140车床后托架加工工艺及夹具设计31001-后托架22.WHX112减速机壳加工工艺及夹具设计23.WH212减速机壳体加工工艺及夹具设计24.CA6140拔叉零件的加工工艺及夹具的设计25.拖拉机拔叉零件的加工工艺及夹具的设计26.拨叉80-08的加工工艺及夹具设计27.拨叉(12-07-05)加工工艺及夹具设计28.CA6140拨叉81002-81005 29.变速器换档叉的工艺过程及装备设计30.差速器壳体工艺及镗工装设计31.T350搅拌机工艺工装设计32.29323联轴器的加工33.后钢板弹簧吊耳加工工艺及夹具设计34.连杆孔加工工艺与夹具设计35.连杆体的机械加工工艺规程的编制36.锡林右轴承座组件工艺及夹具设计37.内齿圈成组数控加工工艺及其钻床夹具设计38.基于Mastercam的收音机上壳的模具设计与加工39.溜板工艺极其挂架式双引导镗床夹具40.3L-108空气压缩机曲轴零件的机械加工工艺及夹具设计41.挂轮架轴工艺过程及工装设计42.道奇T110总泵缸加工(机械机电设计类及PLC控制类课题43-120)43.A272F系列高速并条机车头箱设计44.A272F系列高速并条机车尾箱设计。
天花板水电站人工砂石加工系统设计及改造
第 二筛 分 车间
螺 旋 分级洗 砂 机 直 线振 动筛
振 动给 料机
F C一1 5 Z R13 K 47
G GB 0 0 Z 8 —2 0
2 2
2 4
75 . 2 . ×5 5
3
1. 68 32 .1
07 .7 20 】
成 品堆 场
皮带 机
各 种规 格
()第 二筛 分车间 。二次筛分车间为系统 的主筛分 车 5 间 ,共布置 4台 3 KR 1 0圆振筛 ,筛孔 尺寸分别 为 2 、 Y 26 O 5 mm,分干法和湿法生产 ,其 中 2台筛 分机采用 干法 、3 生产 ,2台筛分 机采 用湿 法生产 。分级后 ,一部分 满足成
品 用 料 的 中石 ( 0 0 2  ̄4 mm) 、小 石 ( ̄2 mm)送 入 成 5 0 品料仓 ,干法生产 的中石 ( 0 0 2  ̄4 mm)如果裹 粉 ,则采 用在 出料溜槽 上 冲洗 ;干 法生 产 的满 足成 品要 求 的 3 ~ 5 mm 与筛下 小于 3 矾 的砂料 混合 后进人成品碾压混凝土 n
半成品堆 场 布 置 于 紧 靠 粗 碎 车 间 的 下 游 ,高 程 为
1 2m,粗碎 出料通 过 l 04 、2号胶带机输送到半成品堆场 。
・
3 ・ 5
水利水 电施 工 2 1 ・ 3期 总第 16期 0 第 1 2
表 1
车 间名 称 设备 名称
天花 板 水 电站 砂 石 加 工 系统 主要 设 备 配 置
8 ~1 7 0 20 30 0 3o 4o 6 ̄ 4 2 ~3 0 6 6 2O 1 2O 5 0 ~3 0 30 5 8~ 17 0 20
中细 碎车 问
英布鲁水电站人工砂石骨料系统设计
32系统 工艺流 程说 明 _ 系 统工 艺采 用 l级破 碎 、 级 筛分 、 一 二 立轴 破 调节 制砂 、 半开路 生产 的方 式进行 设计 。 3 . . 1进料初 选 2 为 了保证进 入粗碎料 仓的石 料粒 径< 7 0 m, 0 r 防止 料仓 堵料 , 料在 开 采料 场经 人 a 毛 丁利用 反铲 等机 械筛 选 , 于 7 0 m的石 料 小 0m 用 自卸 汽车运 至系统 粗碎 料仓 ,大 于 70 m 0r a 的二次解 炮 。 322粗 碎 .. 进入 粗 碎 料仓 的石料 , G Z 5 5给 料 经 T 13 机 给鄂 式 破碎 机 C 0 10供料 、 碎 , 碎 后 的 破 破 半 成 品料 ( 大粒 径 2 0 m) 1 带 机 送 最 0 r 经 #皮 a 人半 成 品料仓堆 存 。 3 - 中碎 .3 2 半成 品料仓 下部设 置 2台 G 7电磁振 动 Z 给料 机 向地 弄 2 皮带 机 放 料 ,半 成 品料 经 2 #皮带 机输 送 给 G 10 C圆锥 破碎 机 , 行 P0S 进
,
对 系统 的设计进 行 了可 靠的论证 .
关 键词 : 布鲁 水 电枢 纽 工程 ; 石骨 料 系统 ; 英 砂 系统布置 ; 系统 工 艺流程 ; 术指 标 技
1工程 概况 刚果 共和 国英 布鲁 水 电枢纽 工程 位 于离
首 都布拉柴 维 尔 25m处 的 刚果河 支流莱 菲 1k 尼 河下游 , 刚果 河汇 合 口 1k 。整 个枢 纽 距 4i n 工 程主要 由左 右 土坝 、泄水 闸 、河床 电站 和 5k 7 m进场 公路 组成 。 坝顶 高程 3 1 0 坝 顶 1 . m, 5
总长 5 1 8 m。其 中左 岸 土坝长 2 3 右 岸土 坝 8 m, 长 12 m, 3 . 泄水 闸长 3 m, 6 7 主厂 房包 括安 装 问 在 内总长 1 8 m 2 . 。共安 装轴 流水 轮发 电机 组 4
玄武岩砂石加工系统难点及工艺设计介绍,硬质岩制砂看过来!
玄武岩砂石加工系统难点及工艺设计介绍,硬质岩制砂看过来!说到玄武岩、花岗岩这类硬质岩石的破碎制砂,不少人都会犯愁,要么是配件磨损严重,更换频率高,要么是产量达不到设计要求,效率低,亦或者是成品砂粒型不好,细度模数高,卖不了高价等等。
确实,玄武岩这类硬质岩制砂真可谓困难重重!一:玄武岩破碎加工难点1、玄武岩抗压强度较高,岩石韧性好,硬度大,磨蚀性强,破碎加工难度很大,造成破碎设备实际处理能力难达到理论产量。
2、玄武岩破碎后骨料粒型较差,片石较多,将成品粗骨料针片状含量控制在规范要求内难度较大。
3、玄武岩立轴冲击式破碎机制砂后,其<5mm骨料中石屑、粗颗粒含量较高,细颗粒偏少,砂的细度模数偏大,石粉含量偏低。
如果采用棒磨机制砂,其单台设备产量低,且水耗、钢耗、电耗都偏高,制砂难度大。
二.玄武岩砂石加工系统工艺设计某水电站筹建期砂石加工系统便遇到了上述问题,其毛料岩性是致密块状玄武岩和杏仁玄武岩,干抗压强度分别为139.3-185.7MPa、163.3-172.9MPa,系统需承担骨料加工的混凝土总量约为120万m³,系统生产能力为15.4万t/月,其中毛料处理能力为560t/h,成品骨料生产能力为396t/h,成品砂生产能力为140t/h。
1.设备选型针对玄武岩特性,决定采用“四段破碎,立轴冲击破和棒磨机联合制砂(现有砂石常用制砂工艺)”工艺,主要车间布置为:粗破车间、中碎车间、筛分车间、制砂车间、检查筛分车间、粗细骨料堆存场等,设备选型时负荷率取低值,设备产量富余量留充足。
2.成品骨料粒型控制针对玄武岩加工后成品骨料粒型质量不好,中小石针片状含量较多的难点,主要通过以下措施来控制粗骨料的成品质量:第一方面:中细碎控制破碎比、进料级配连续、实现挤满给料、层压破碎等措施来控制粒型质量。
第二方面:针对玄武岩破碎后针片状含量高的特点,采用整形措施,经中细碎后的第一筛分车间不出小石成品料,只出大石和中石成品料。
浅谈砂石骨料加工系统工艺流程设计方法
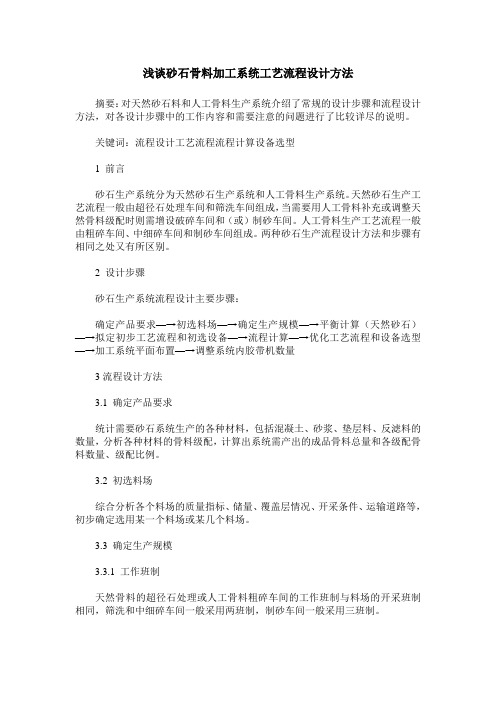
浅谈砂石骨料加工系统工艺流程设计方法摘要:对天然砂石料和人工骨料生产系统介绍了常规的设计步骤和流程设计方法,对各设计步骤中的工作内容和需要注意的问题进行了比较详尽的说明。
关键词:流程设计工艺流程流程计算设备选型1 前言砂石生产系统分为天然砂石生产系统和人工骨料生产系统。
天然砂石生产工艺流程一般由超径石处理车间和筛洗车间组成,当需要用人工骨料补充或调整天然骨料级配时则需增设破碎车间和(或)制砂车间。
人工骨料生产工艺流程一般由粗碎车间、中细碎车间和制砂车间组成。
两种砂石生产流程设计方法和步骤有相同之处又有所区别。
2 设计步骤砂石生产系统流程设计主要步骤:确定产品要求—→初选料场—→确定生产规模—→平衡计算(天然砂石)—→拟定初步工艺流程和初选设备—→流程计算—→优化工艺流程和设备选型—→加工系统平面布置—→调整系统内胶带机数量3流程设计方法3.1 确定产品要求统计需要砂石系统生产的各种材料,包括混凝土、砂浆、垫层料、反滤料的数量,分析各种材料的骨料级配,计算出系统需产出的成品骨料总量和各级配骨料数量、级配比例。
3.2 初选料场综合分析各个料场的质量指标、储量、覆盖层情况、开采条件、运输道路等,初步确定选用某一个料场或某几个料场。
3.3 确定生产规模3.3.1 工作班制天然骨料的超径石处理或人工骨料粗碎车间的工作班制与料场的开采班制相同,筛洗和中细碎车间一般采用两班制,制砂车间一般采用三班制。
3.3.2 加工厂的生产规模一般以砂石骨料高峰时段的月平均需求量作为系统的月生产规模,月生产能力单位计为t/月,应考虑10%~15%裕度,取值精确至10。
根据级配需求比例、系统月生产能力和各车间工作班制计算出各车间的生产能力。
3.4 天然砂石料平衡计算平衡计算仅针对天然砂石料。
首先根据料场砂石储量资料计算出各个料场各级配砂石含量和储量,再分别和需用量对比,若砂石总量满足,以储量相对欠缺的某种骨料作为控制级配进行平衡计算,计算出料场总开采量、超径石弃料量和级配弃料量。
机械系统设计全解

机械系统设计第一章一、系统:指具有特定功能的、相互间具有有机联系的许多要素构成的一个整体。
二、系统的一些特性:整体性、相关性、目的性、环境适应性三、机械系统的组成:动力系统、执行系统、传动系统、操作系统和控制系统四、机械设计的一般过程包括:计划、外部系统设计、内部系统设计、制造销售五、系统分解(了解)P17第二章一、方案设计的工作内容:研究给定的设计任务、构思实现功能的原理和方法、选择工艺原理、确定技术过程、引进技术系统、分析结构布局、拟定设计方案并进行设计方案评价、确定能实现预定设计目标的最佳方案二、黑箱:指仅知输入量和输出量而不知其内部结构的表述设计任务的一种模式。
黑箱明确表示了设计任务的基本功能要求和主要约束条件三、工艺原理:指各种物理效应(包括物理学、化学、生物学等自然科学中的定理、定律、原理及效应)的具体应用。
四、系统的功能结构:P22五、方案评价的目的:是通过对可行的候选方案进行技术、经济、外部环境等方面的评定,提出方案的评价意见,为决策者最后确定设计方案提供信息和依据。
六、方案的评价原则:客观性原则、可比性原则、合理性原则、整体性原则七、总体设计的主要内容:总体布置设计、确定总体主要参数、绘制总体设计图样、编写总体设计报告书计技术说明书等八、总体设计的基本要求:(1)保证工艺过程的连续和流畅(2)降低质心高度、减小偏置(3)保证精度、刚体,提高抗振性及热稳定性(4)充分考虑产品系列化和发展(5)结构紧凑,层次分明(6)操作、维修、调整方便(7)外形美观九、传动系统的布置(1)简化传动链:在保证运动要求的前提下,传动链愈简短,零件数就愈少,材料的消耗和制造费用就愈低,同时也有利于提高传动效率、可靠性和精度。
(2)合理安排传动机构顺序:若以传递动力,应优先考虑蜗杆传动布置在高速级的方案;若以传递运动为主,尤其是传动精度要求较高时,应考虑蜗杆传动布置在低俗级的方案。
(3)注意传动系统润滑和密封的便利性和可靠性第三章一、载荷的分类:静载荷和动载荷二、静载荷:指大小、方向和位置都不变的载荷三、动载荷:指大小、方向和位置都改变的载荷四、载荷历程:工程上常把载荷随时间的变化称为载荷的——时间历程,简称载荷历程五、载荷的处理方法:对静载荷:可用静强度判据来设计计算对周期载荷和非周期载荷:利用疲劳强度理论进行设计计算六、编制载荷的方法:功率谱法和循环计数法七、常用的循环计数法:峰值计数法、穿级计数法、幅程计数法和雨流计数法八、选择电动机的一般原则:在满足使用要求的前提下,交流电动机优选于直流电动机,笼行型电动机优选与绕线型电动机,专用电动机优选与通用电动机九、决定电动机功率的因素:电动机的发热、允许的过载能力和起动能力十、电动机的负载图和发热计算(P62)十一、内燃机:指燃料在汽缸内进行燃烧,直接将产生的气体所含的热能转化为机械能的装置十二、内燃机按燃料种类的分类:柴油机和汽油机第四章一、执行系统的功能:(一)夹持:示例1抓取动作:夹持器向下运动,手指碰上工件1后,在工件对手指反力的作用下,压缩弹簧4,使手指3张开,完成抓取动作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
结束语
本设计有许多错误和不完善的地方,希望
各位老师给予指导和帮助 在此我感谢周老师和周工程师对我的指导 帮助 感谢所有帮助我完成毕业设计的老师、同 学和朋友 感谢给我答辩的老师
请各位老师提问
谢谢!
设计步骤及内容
立轴的加工工艺分析. 立轴加工工艺方案的确定 方案分析 立轴毛坯的制造 零件的刀具选择 零件的夹具设计 零件的定位基准 零件加工路线、切削用量的选择 二.加工立轴零件的机床的数控改装
一.
设计步骤及内容
Байду номын сангаас
数控机床改装的必要性 数控机床改造的优点 数控机床改造的注意点 车床的数控改造 设计方案的确定 步进电机的选择 机械部分改造设计与计算 自动转位刀架的选用 机床导轨改造 机床尾座的改造 机床丝杠的改造 数控机床改造时数控系统选用 立轴零件的数控加工编程
XX大学毕业生设计
设
计 标 题: 班 级:03机械(一)班 学 号:0301011134 设 计 人: 指导老师:
前 言
本课题主要是围绕立轴工艺系统设计而进行的,它包括 立轴零件的工艺分析,加工零件时所选的刀具,普通机床改 装,及对立轴加工所需夹具的设计与工艺编程,在设计过程 中,其中最主要的是对立轴零件加工所需机床的改造. 中小型企业为了发展生产,常常希望对原有旧机床进行 改造,实现数控化,自动化。数控机床系统就是结合现实的 生产实际,结合我国国情,在满足系统基本功能的前提下, 尽可能降低价格,价格便宜,性能价格比适中是其最重要的 特点,特别适合在设备中占有较大比重的普通车床改造,适 合在生产第一线大面积推广。
立轴的工艺分析要考虑几个不同的方案,选择一个好的 方案,进行详细工艺设计分析,设计夹具时要考虑到定位、 夹紧等问题,保证工件表面粗糙度,选择合适的材料。
毕业设计的目的
(一).培养学生综合分析和解决本专业的一般 工程技术问题的独立工作能力,拓宽和深化学过 的知识。 (二).培养学生树立正确的设计思想、设计构 思和创新思维,掌握工程设计的一般程序、规范 和方法。 (三).培养学生正确使用技术资料、国家标准、 有关手册、图册等工具书,进行设计计算、数据 处理、编写技术文件方面的工作能力。 (四).培养学生进行调查研究,面向实际,面 向生产,面向工人和工程技术人员学习的基本工 作态度,工作作风和工作方法。
前言
企业应用经济型数控系统对设备进行改造后,将提高产 品加工精度和批量生产的能力,同时又能保持“万能加工” 和“专用高效”这两种属性,提高设备自身对产品更新换代 的应变能力,增强企业的竟争能力。C616普通机床改装为数 控机床,主要解决的问题是如何将机械传动的进给和手工控 制的刀架转位,可用经济型数控系统进行控制,并采用滚珠 丝杠螺母副代替原有机床的丝杠进行传动,实现横向、纵向 的进给传动。