设备工装模具夹具清单
专用工装模具清单样板
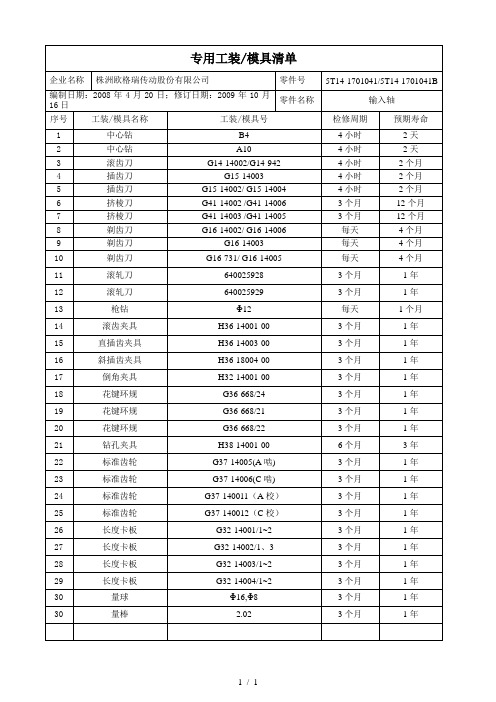
量球
Φ16,Φ8
3个月
1年
30
量棒
2.02
3个月
1年
3个月
1年
24
标准齿轮
G37-140011(A校)
3个月
1年
25
标准齿轮
G37-140012(C校)
3个月
1年
26
长度卡板
G32-14001/1~2
3个月
1年
27
长度卡板
G32-14002/1、3
3个月
1年
28
长度卡板
G32-14003/1~2
3个月
1年
29
长度卡板
G32-14004/1~2
3个月
1年
4小时
2个月
4
插齿刀
G15-14003
4小时
2个月
5
插齿刀
G15-14002/ G15-14004
4小时
2个月
6
挤棱刀
G41-14002/G41-14006
3个月
12个月
7
挤棱刀
G41-14003/G41-14005
3个月
12个月
8
剃齿刀
G16-14002/G16-14006
每天
4个月
9
剃齿刀
G16-14003
每天
4个月
10
剃齿刀
G16-731/G16-14005
每天
4个月
11
滚轧刀
640025928
3个月
1年
12
滚轧刀
640025929
3个月
1年
13
枪钻
Φ12
每天
APQP管理程序
APQP管理程序1. 目的1.1明确产品开发质量策划的职责范围和活动目标,保证所开发的产品能够满足规定的要求或使顾客满意1.2保证产品有良好的工艺性能。
1.3有良好的社会效益和经济效益。
2.范围适用于公司所有的新TS产品工艺设计、生产、改型等质量策划.3.职责3.1业务部负责组织市场调研并收集客户对新产品的需求信息;3.2项目部负责新产品的可行性报告分析、产品质量先期策划、过程失效模式和后果分析、产品图纸设计和文件编制、样品制作、生产过程中问题的纠正与预防。
3.3品管部负责产品开发过程的检验、样品性能的测试及检验作业指导书的编制;3.4采购部门负责试制及量产阶段所需材料的采购,新的工装夹具和模具进度的跟进,配合工程部做好需外协加工的供应商的确定和试生产物料的采购。
3.5生产部负责样品试制、新产品的小批量生产。
3.6 PMC负责试生产的计划安排3.7多功能小组负责管理新产品的质量先期策划全过程,包括制订特殊特性清单、FMEA、控制计划等以及组织开发过程不同阶段的评审和策划的总结认定;3.8总经理负责新产品开发项目的批准.4.定义4.1 新产品:指采用新制造原理,新结构,新材料而新机种制成的完全不同于原有的各种产品的新产品。
4.2 成熟产品:指现有产品的扩展,即其款式(型号)、工艺流程、材料、产品规格参数等未超出现有技术文件规定的产品质量;4.3 CP:控制计划。
是指控制零件和过程体系的书面描述,重点在于表明产品的重要特性和工程要求;4.4特殊特性:指在可预料的合理范围内变动时,将可能显著影响顾客对产品的满意度或产品的安全特性,政府法规的符合性,配合功能或外观要求的产品或过程特性。
特殊特性包括关键特性和重要特性,其它特性为一般特性。
特殊特性在本公司以“△”表示。
顾客有要求时,按顾客要求的标识符号进行标识。
4.5 PFMEA:过程失效模式及后果分析。
由负责制造的工程师/小组为确保尽最大可能考虑并记录潜在的失效模式和相关的原因/机理而使用的分析技术;4.6 MSA: 测量系统分析。
工装夹具清单-104

1
KDF-3-GZ/1-0-1 阀体组件工装1 导向套 0-02 XMB-021-20140227 件
1
底座 0-01 XMB-021-20140227 件
1
限位块 0-04 XMB-021-20140227 件
1
压头 0-02 XMB-021-20140227 件
1
KDF-3-GZ/1-0-2 阀体组件工装2
产品型号
BDF-3-GZ BDF-3
BDF-3A-GZ/1-20
BDF-3A-GZ/1-30
工装夹具名称 阀体部件工装 衔铁部件工装 挡铁部件工装
BDF-3
零件名称
冲头 导向套 滤网冲头 导向套 底座 冲头
零件图 号 1-10
0-02 0-01 0-03
批次号
单位
XMB-009-20130304 件 XMB-013-20130619 件
1
库存
1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1
库存
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
BDF-5-GZ/1-0-1 电磁组件工装1 导向套 0-02 XMB-016-20130909 件
1
冲头 0-03
件
1
底座 0-01
导向套 0-02
底座 0-01
导向套 0-02
冲头 0-03
底座 0-01
导向套 0-02
冲头 0-03
冲头 0-01
支撑块 0-02
支撑块 0-01
冲头 0-03
BDF-5
产品型号
工装夹具名称
零件名称
零件图 号
10类--夹具类清单

1047杠杆831009钻孔夹具设计:课设正文,三维设计,装配CAD,零件CAD
1048H2090型对开式二螺柱正滑动轴承座气动式镗孔夹具:课设正文,三维设计,装配图CAD,零件CAD,工艺卡,工序卡
1049H2090型对开式二螺柱正滑动轴承座手动式镗孔夹具:课设正文,三维设计,装配图CAD,零件CAD,工艺卡,工序卡
1015芯轴90°直角面铣削专用夹具
1016拨叉831002基准面铣削夹具设计:设计说明+三维夹具+装配图+零件图+工序卡+工艺卡
1017星轮镗内孔28专用夹具:部分设计说明书+三维文件+装配图+零件图+毛胚图
1018链轮座双工位镗孔夹具设计:设计说明+三维夹具+装配图+零件图+工艺卡
1019进气歧管钻孔专用夹具设计:设计说明+三维夹具+装配图+零件图+工艺卡
1011C6140主轴箱体镗左端平面孔夹具:说明书三维夹具+装配图+零件图CAD+工艺卡+工序卡
1012钻孔2-5.5扁司端钻模夹具:三维夹具+装配图+零件图+工序卡+工艺卡
1013支架钻孔专用夹具:设计说明书+三维夹具+装配图+零件图
1014星轮分度铣削专用夹具:说明书+三维夹具+装配图+零件图
1146--凸台座钻孔与铣削夹具设计三份
1147--外齿加工专用夹具设计(零件图,装配图,三维图)
1148--铣削连杆尺寸36侧面夹具图纸
2019中职-现代模具制造赛项拟建议自备物品清单

附件3
2019年全国职业院校技能大赛中职组
“现代模具制造技术”赛项
拟建议选手自备刀具、工具及物品清单
1.劳保物品清单
2.数控加工刀具与工具清单
注:对应刀柄如自己携带,组办方就不做提供,但数量限制,其中对刀及铣削用刀柄限共8把,对应夹头各1个,钻削用刀柄2把,自配相应刀柄扳手。
3.模具修配工具清单
4.量具清单
注:1、刀具数量、品种、规格按样题零件加工需要制定;请注意选手自带的刀柄要与现场提供的卸刀器、机床匹配,选手应携带匹配的刀柄;
2、未建议携带的物料根据自己所需也可自行决定,不允许携带自制刀具、二类工装夹具(规定除外),允许自带竞赛用的工具车(使用过程中不得影响他人操作);
3、允许选手使用自带的标准非定制平口钳(包括软钳口),与之配套的在工作台安装所需用具自带,不允许同时使用两个平口钳;
4、自带中小型气动工具,可以是电动工具但仅限内置电池手持式,不允许外接电源式。
工装夹具、设备编号规则
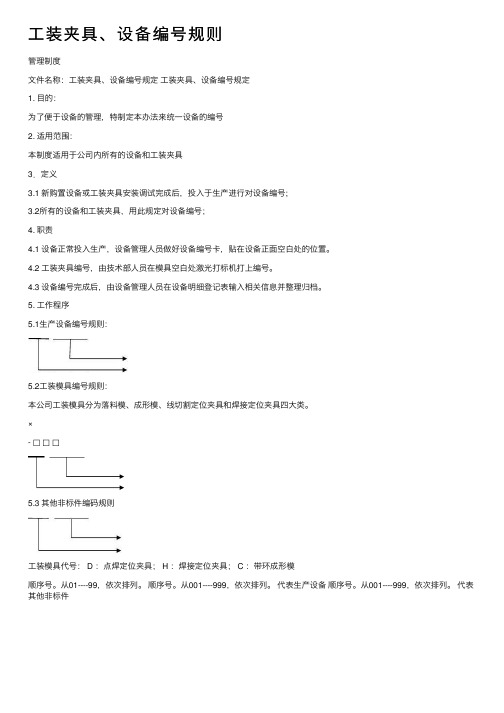
⼯装夹具、设备编号规则
管理制度
⽂件名称:⼯装夹具、设备编号规定⼯装夹具、设备编号规定
1. ⽬的:
为了便于设备的管理,特制定本办法来统⼀设备的编号
2. 适⽤范围:
本制度适⽤于公司内所有的设备和⼯装夹具
3.定义
3.1 新购置设备或⼯装夹具安装调试完成后,投⼊于⽣产进⾏对设备编号;
3.2所有的设备和⼯装夹具,⽤此规定对设备编号;
4. 职责
4.1 设备正常投⼊⽣产,设备管理⼈员做好设备编号卡,贴在设备正⾯空⽩处的位置。
4.2 ⼯装夹具编号,由技术部⼈员在模具空⽩处激光打标机打上编号。
4.3 设备编号完成后,由设备管理⼈员在设备明细登记表输⼊相关信息并整理归档。
5. ⼯作程序
5.1⽣产设备编号规则:
5.2⼯装模具编号规则:
本公司⼯装模具分为落料模、成形模、线切割定位夹具和焊接定位夹具四⼤类。
×
- □□□
5.3 其他⾮标件编码规则
⼯装模具代号: D :点焊定位夹具; H :焊接定位夹具; C :带环成形模
顺序号。
从01----99,依次排列。
顺序号。
从001----999,依次排列。
代表⽣产设备顺序号。
从001----999,依次排列。
代表其他⾮标件。
备件及易损件清单
Revise date 修订日期2006-12-1序号名称规格单位是否关键设备备件采购周期(天)1手动焊枪把202弯管机主轴根▲203弯管机模具底座块▲204工装夹具支撑柱E2中消内组件个105旋转工装压板块106砂带条107模具固定压板块108三缸机工装模具套109弯管机DIE油管根▲1010手动焊枪鹅颈个2011松下焊枪分流器个1012宾采尔手动焊枪分流器个1013宾采尔自动焊枪分流器个1014焊机冷却水快插接头个2015焊机启动电容个2016自动焊枪连接座个1017手动焊枪连接座个1018焊机中导管根1019主动轮4200个3020压丝轮4200个3021主动轮3106846(5200,5000)个30422压丝轮9592402(5200,5000)个30423锁紧块个3024钻夹头钥匙个1025钻夹头个1026连轴器套2027弯管机DIE小轴根▲2028夹具导柱根1029液压机压力表300kg 个1030卷边机调整块根1031自动焊枪把1032导丝管 3.4m 根1033导丝管 4.4m 根1034同步皮带390H E3根1035同步皮带240H A3根1036同步皮带T10 1240H 根1037三角带A-965根1038三角带957根1039三角带932根1040二、三眼插座86型个104186型底座个1042熔断器50A 个1043三相扁插头4×16A 个1044三相扁插头4×25A 个1045急停开关个1046信号插头3芯个1012111121114212114555552 维修备件清单Issues date制订日期Document No.111512Magneti Marelli Exhaust1安全库存11111111131111Revise date 修订日期2006-12-1序号名称规格单位是否关键设备备件采购周期(天)维修备件清单Issues date制订日期Document No.Magneti Marelli Exhaust安全库存Revise date 修订日期2006-12-1序号名称规格单位是否关键设备备件采购周期(天)维修备件清单Issues date制订日期Document No.Magneti Marelli Exhaust安全库存。
新设备工装清单
顾客 产品名称
序号 名称
SAIC RTK接收机
用途
产品型号 项目编号
数量
/
1734060101
需求时间 完成日期
1 5 7 8 9 10 11 12 14 15 16 18 20 21
高温老化线束 盐雾试验箱 程控电源 静电枪 快速瞬态信号发生器 功率放大器 微型瞬态信号发生器 负载转储发电机 变压器进行耦合器 DC Switch(直流开 关) 音频隔离变压器 电流注入探针 福特国际扶轮 130/150测试夹具 高电压探针 LD 5550/5505负载转 储2欧姆Verication 工具包 适配器瞬变BCI夹 脉冲输出示波器适配 器 福特国际扶轮130磁 发电机 特殊目的函数发生器 高压差分探头
拟制:
吴杰
审核:
批准:
日期:
表单No.HS-61-00-42(A/0)
航盛电子
A4(210mm×297mm)
工装、试验装备清单
备注
表单No.HS-61-00-42(A/0)
航盛电子
A4(210mm×297mm)
备注
表单No.HS-61-00-42(A/0)
航盛电子
A4(210mm×297mm)
22
测试负载
1
23 24 25 26 27
测试使用 电性能测试 模拟汽车发动机工作过程 发电机纹波叠加测试脉冲 电性能测试
1 1 1 1 1
表单No.HS-61-00-42(A/0)
航盛电子
A4(210mm×297mm)
序号
名称
用途
数量
需求时间
完成日期
28
ITECH/艾德克斯 IT6800系列 直流可编程电源 ISO电容耦合夹 振动工装设计 功分器1分8 显示力矩的电动螺丝 刀 壳体保护套设计 U转RS232 U转CAN U转RS485 程控电源 应力测试仪
45号文件详解
各类企业生产能力、设备的要求可参考附件五《生产及检验方面的能力、设备要求》。
专业化生产的专用装置及其部件可参考附件六《可外购的专用装置清单》。
4、特种作业车及底盘生产企业应具有连接装置、车架/底架、副车架、支腿及专用装置主要结构件、车厢/车箱/罐体、起重臂架、转台等的自制生产能力,如采用三类底盘改装专用汽车的企业,还应具有车身/驾驶室的生产能力(如外协则应提供模具)。应具备的主要设备包括:板材下料设备、成型设备及模具、焊接/铆接设备、工装夹具及胎具、机加工设备、涂装设备、转运/吊装设备、大型结构件校正/校准设备和热处理设备以及封头成型设备(工艺要求时)等。
1、现场参观和审核
2、生产设施、设备清单、生产工装、模具、夹具清单
3、主要设施设备及工装进行现场对照,对部分设备进行运行状态判断。必要时拍照主要设备
4、查阅设备验收和工艺验证记录。
3、通用货车挂车生产企业,应具备车架车箱(包括自制专用装置)下料、成型、焊装、装配的生产过程和设施设备,具备满足环保要求的封闭式涂装生产设施设备,其中车架纵梁可与专用装置组合生产(当专用装置具有承载能力时),也可对外委托加工。具有流水作业的成型、焊装、总装生产线。
5
应对关键生产设备和工装进行预防性维护和日常保养,配备操作规程,有必要的备件,确保其正常运行,并有相应的运行和维修维护记录。
1、应有相应的设备点检和日常维护规程,应体现具体设备的特点;
2、关、大、精、稀设备是重点,应能体现出与其它设备的不同点:设备运行记录、设备档案、说明书等,专人使用、维护等;
3、中、大型企业应制定维护计划,保证正常运行;
工装模具管理台帐
福裕立加 海天卧加 摇臂钻
龙门
④2408014-M4轴承盖
1.2402031-M15轴承盖铣 面钻孔夹具
福裕立加
无
无 无 无 无
2402031-M15-1 2402031-M15-2
2.2402031-M15轴承盖铣 面钻孔夹具
单面立式铣床
2402031-M15-3
工装模具管理台帐
工装编号
使用分厂
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
T(2401014-M15)652-2
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
T(2401014-M15)652-3
日照五征汽车部件 总成有限公司
加工车间
技术装备部
陈建利
(2401014-M15)701-5
日照五征汽车部件 总成有限公司
使用单位 设计部门 设计人
(2401011-M4)734-1
日照五征汽车部件 总成有限公司
加工车间
江苏高精
/
(2401011-M4)734-2-1 (2401011-M4)734-2-2
日照五征汽车部件 总成有限公司
加工车间
江苏高精
/
(2401011-M4)734-3-1 (2401011-M4)734-3-2
日照五征汽车部件 总成有限公司
加工车间
技术装备部
李华英
(2402031-M15)741-1
日照五征汽车部件 总成有限公司
加工车间
技术科
石绪旺
制作日期 备注
2009.04 2009.05 2009.05 2009.04 2009.04 2009.04 2009.04 2009.03 2009.01 2009.01 2009.12