热冲压技术特征
浅谈热冲压成形技术
浅谈热冲压成形技术摘要】热冲压成形技术主要应用于车体制造领域,该技术的应用降低了生产成本,并提高了车体的安全性能,减轻车身的重量。
随着热成形工艺的进一步完善,此项技术将逐步投入生产实践,且在市场上得到了飞速的发展和应用。
本文将通过介绍热冲压技术的成形原理及其工艺特点,根据热冲压材料的性能及模具的选择与改进,简要地阐述热冲压技术的研究进展。
【关键词】热成形模具;热冲压成形技术;研究现状0引言由于冷冲压成形技术存在很多技术缺陷,如产品质量差、成型困难、成形后容易变形等种种问题,所以超高强度钢热冲压技术的研究提到日程。
虽然热冲压技术已在我国的车体制造领域崭露头角,但还有一些技术难题需要解决。
本文对热冲压成形技术特点及其相关的研究进展进行了阐述和分析。
1 、热冲压成形工艺特点随着我国钢的冲压技术的发展,新兴的冲压技术——热冲压工艺技术在冲压界受到的极大关注。
通过热冲压加工技术,能够获得先进的高强度冲压件,使钢的抗拉强度、延展性、和塑性等指标明显增加。
热冲压工艺技术解决了传统的冷冲压成形中所带来的形状冻结性等诸多不良问题。
1 . 3 热冲压成形的材料在冷冲压的传统工艺中,采用一些先进的高强度钢板如马氏体钢、TRIP 钢等经过加工成形后,材料的性能基本上保持稳定不变。
然而在热冲压工艺中,硼钢则广泛地被应用,在常温下的抗拉强度只有 500 ~ 700MPa ,通过热冲压成形件淬火后,成为马氏体组织,材料的性能显著提高,其抗拉强度能达至1500MPa ,屈服强度能够达到 1000MPa 以上,硬度则可达至 50HRC 。
1. 4 热冲压的成形模具在传统的冷冲压成形技术中,模具只是用于零件的成形,冲压前后的机械强度不会发生显著差别。
但在热冲压的工艺中,模具需要成形、淬火等技术工艺,工序复杂,零件的强度高,综合性能很好。
热冲压模具的材料在成形和冷却淬火的技术中需要实现快速且均匀冷却还要有快速传热、冷却的功能。
所以,模具不但要具有良好的热机械性能、耐锈蚀性、耐磨性和热疲劳性,并且合理设计凸、凹模的尺寸,以保证生产零件的质量合格可靠。
汽车热冲压成型工艺的技术解析

汽车热冲压成型工艺的技术解析热冲压技术热冲压成型(Hot stamping / Hot press forming)也称冲压硬化,是近年来出现的一项专门用于汽车高强度钢板冲压成型件的新技术,也是实现汽车轻量化生产的关键技术工艺之一。
那么,热冲压成型工艺的优势是什么?哪些是常见的汽车热冲压零件?热冲压生产线有几道工序?......汽车热冲压成形工艺3D动画常见的汽车热冲压零件采用热冲压成型技术制得的冲压件强度可高达1500MPa,且在高温下成型几乎没有回弹,具有成型精度高、成型性好等突出优点,因此引起业界的普遍关注并迅速成为汽车制造领域内的热门技术,广泛用于车门防撞梁、前后保险杠等安全件以及A柱、B柱、C柱、中通道等车体结构件的生产。
热冲压成型的五大工序•落料:是热冲压成型中的第一道工序,把板材冲压出所需外轮廓坯料。
•奥氏体化:包括加热和保温两个阶段。
这一工序的目的在于将钢板加热到一个合适的温度,使钢板完全奥氏体化,并且具有良好的塑性。
•转移:指的是将加热后的钢板从加热炉中取出放进热成型模具中去。
在这一道工序中,必须保证钢板被尽可能快地转移到模具中,一方面是为了防止高温下的钢板氧化,另一方面是为了确保钢板在成型时仍然处在较高的温度下,以具有良好的塑性。
•冲压和淬火:在将钢板放进模具之后,要立即对钢板进行冲压成型,以免温度下降过多影响钢板的成型性能。
成型以后模具要合模保压一段时间,一方面是为了控制零件的形状,另一方面是利用模具中设置的冷却装置对钢板进行淬火,使零件形成均匀的马氏体组织,获得良好的尺寸精度和机械性能。
•后续处理后续处理:在成型件从模具中取出以后,还需要对其进行一些后续的处理,如利用酸洗或喷丸的方式去除零件表面的氧化皮,以及对零件进行切边和钻孔。
热冲压件由于强度太高,不能用传统的手段对其进行切边及钻孔加工,而必须用激光技术来完成。
(来源:AI汽车制造业)。
热冲压原理
热冲压原理热冲压是一种利用热变形原理进行成形的工艺方法,它是将金属材料加热到一定温度后进行成形的过程。
在这个过程中,金属材料会发生热变形,从而达到所需的成形效果。
下面将详细介绍热冲压的原理。
一、热冲压的基本原理1.1 热变形原理热变形是指在高温下,材料因受到应力而发生塑性变形的现象。
在高温下,金属材料的晶粒会发生较大的位错活动和扩散现象,从而使其塑性增强。
这种增强效应可以使金属材料在受到应力时更容易发生塑性变形。
1.2 热冲压工艺流程热冲压工艺流程包括:原材料切割、预加工、加热、成形和后处理等环节。
其中,加热环节是整个过程中最为关键的环节之一。
通过加热可以使金属材料达到足够高的温度,从而使其发生塑性变形。
二、热冲压的主要特点2.1 成形精度高由于热冲压工艺采用的是加热后成形的方式,因此可以使金属材料发生较大的塑性变形,从而达到较高的成形精度。
2.2 成形效率高相比于传统的冷冲压工艺,热冲压工艺具有更高的成形效率。
这是因为在加热后,金属材料更容易发生塑性变形,从而可以在较短的时间内完成成形过程。
2.3 适用范围广热冲压工艺适用于各种不同类型的金属材料。
例如铝、镁、钛等轻合金材料以及不锈钢、铜、铁等常规金属材料都可以采用热冲压工艺进行成形。
三、热冲压的应用领域3.1 汽车制造业汽车制造业是热冲压应用最广泛的领域之一。
在汽车制造中,许多零部件都需要采用热冲压工艺进行成形。
例如车身件、底盘件、发动机件等。
3.2 电子制造业在电子制造业中,热冲压工艺也得到了广泛的应用。
例如手机、电视、电脑等电子产品中的金属外壳、散热片等部件都可以采用热冲压工艺进行成形。
3.3 航空航天制造业在航空航天制造业中,热冲压工艺也是一种重要的成形方法。
例如飞机发动机叶片、涡轮盘等部件都需要采用热冲压工艺进行成形。
四、总结综上所述,热冲压是一种利用热变形原理进行成形的工艺方法。
它具有成形精度高、成形效率高和适用范围广等优点,在汽车制造、电子制造和航空航天制造等领域都得到了广泛应用。
hot forming优缺点总结
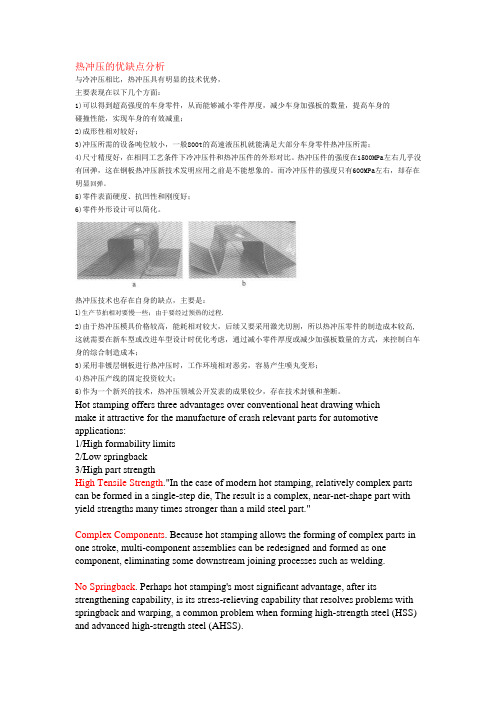
热冲压的优缺点分析与冷冲压相比,热冲压具有明显的技术优势,主要表现在以下几个方面:1)可以得到超高强度的车身零件,从而能够减小零件厚度,减少车身加强板的数量,提高车身的碰撞性能,实现车身的有效减重;2)成形性相对较好;3)冲压所需的设备吨位较小,一般800t的高速液压机就能满足大部分车身零件热冲压所需;4)尺寸精度好,在相同工艺条件下冷冲压件和热冲压件的外形对比。
热冲压件的强度在1500MPa左右几乎没有回弹,这在钢板热冲压新技术发明应用之前是不能想象的。
而冷冲压件的强度只有600MPa左右,却存在明显回弹。
5)零件表面硬度、抗凹性和刚度好;6)零件外形设计可以简化。
热冲压技术也存在自身的缺点,主要是:1)生产节拍相对要慢一些;由于要经过预热的过程.2)由于热冲压模具价格较高,能耗相对较大,后续又要采用激光切割,所以热冲压零件的制造成本较高,这就需要在新车型或改进车型设计时优化考虑,通过减小零件厚度或减少加强板数量的方式,来控制白车身的综合制造成本;3)采用非镀层钢板进行热冲压时,工作环境相对恶劣,容易产生喷丸变形;4)热冲压产线的固定投资较大;5)作为一个新兴的技术,热冲压领域公开发表的成果较少,存在技术封锁和垄断。
Hot stamping offers three advantages over conventional heat drawing whichmake it attractive for the manufacture of crash relevant parts for automotive applications:1/High formability limits2/Low springback3/High part strengthHigh Tensile Strength."In the case of modern hot stamping, relatively complex parts can be formed in a single-step die,The result is a complex, near-net-shape part with yield strengths many times stronger than a mild steel part."Complex Components. Because hot stamping allows the forming of complex parts in one stroke, multi-component assemblies can be redesigned and formed as one component, eliminating some downstream joining processes such as welding.No Springback. Perhaps hot stamping's most significant advantage, after its strengthening capability, is its stress-relieving capability that resolves problems with springback and warping, a common problem when forming high-strength steel (HSS) and advanced high-strength steel (AHSS).。
优化高强钢成形性能助力汽车实现轻量化

中国冶金报/2007年/1月/16日/第012版科技导航优化高强钢成形性能助力汽车实现轻量化热冲压技术介绍郭廷杰为防止全球变暖而签订的《京都协议书》中规定了二氧化碳的减排目标为6%。
从日本的现状看,完成这一目标具有一定的难度。
而且,即使已在该协议书上签字的国家能够完成规定的减排任务,那些未签字的发展中国家的二氧化碳排放量也很难得到控制。
因此,有关方面从保护全球环境的角度出发,开始加紧开发减排二氧化碳的各种技术。
高强度钢的应用带来的成形性问题在二氧化碳的排放量中,汽车尾气所占的比重最大,且其中80%~90%是在汽车行驶中排放的,故降低汽车油耗的技术对二氧化碳的减排而言至关重要。
使用高强度钢板制造车身以控制车体的总重量可以很好地降低汽车油耗。
但在高强度钢板的开发和应用中也存在着一些问题,如成形性能较差,表面形变明显,卡模具情况严重,冲压设备大型化,焊接性能变差以及模具磨损增加等。
成形性建立在一定的强度和延伸率的平衡范围内。
各种加工方法所使用钢材的平衡范围如下:软质冲压用钢,延伸率为44%~48%,抗拉强度为240兆帕~280兆帕;超深冲压用钢,延伸率为33%~42%,抗拉强度为320兆帕~440兆帕;一般固溶强化用钢,延伸率为26%~34%,抗拉强度为320兆帕~440兆帕;相变感生塑性钢,延伸率为28%~38%,抗拉强度为550兆帕~720兆帕;一般加工用析出强化钢,延伸率为15%~24%,抗拉强度为520兆帕~630兆帕;低屈服比双相钢,延伸率为14%~32%,抗拉强度为500兆帕~750兆帕;一般加工用相变钢,延伸率为3%~27%,抗拉强度为750兆帕~1450兆帕;超高强度钢,延伸率为25%~35%,抗拉强度为1000兆帕~1450兆帕。
强度的提升导致加工难度随之提高。
此外,即使延伸率和抗拉强度在平衡范围之内,也还存在伴随着高弹性而产生的回弹形变增大等问题。
由于以上问题很难从材料上解决,故只有从改进冲压技术上进行抑制。
热冲压工艺技术

热冲压工艺技术热冲压工艺技术是一种常用的金属加工方法,通常用于生产高精度、复杂形状的金属零件。
本文将介绍热冲压工艺技术的原理、应用领域,以及其优缺点。
热冲压是将金属板材加热至一定温度后,在冲床的作用下,通过模具将其冲压成所需形状的工艺。
由于加热后的金属板材具有良好的延展性和塑性,可以更容易地形成复杂的形状。
与传统的冷冲压相比,热冲压工艺技术具有以下几个优点:首先,热冲压可以改善金属板材的延展性。
在加热状态下,金属板材的结晶结构发生改变,晶格结构内的位错被激活,从而使金属板材具有更好的延展性,可以更容易地实现复杂形状的冲压。
其次,热冲压可以提高冲压成形的精度和表面质量。
由于加热状态下的金属板材具有更好的塑性,可以更容易地填充模具中的形状,从而得到更精确的冲压成形。
同时,加热状态下的金属板材有更好的流动性,可以减少表面缺陷,提高表面质量。
再次,热冲压可以减少变形力和模具磨损。
在加热状态下,金属板材的延展性增强,冲压时所需的变形力较小,可以降低模具的磨损。
热冲压工艺技术在许多领域得到了广泛应用。
例如,汽车制造领域,热冲压可以用于生产汽车车身、座椅骨架等复杂形状的零件;电子设备制造领域,热冲压可以用于生产手机壳、电池罩等精密零件;航空航天领域,热冲压可以用于生产飞机的机身、发动机零件等。
然而,热冲压工艺技术也存在一些局限性和挑战。
首先,热冲压工艺需要对加热温度、加热时间等参数进行精确控制,否则容易导致冲压成形不良。
其次,由于金属在加热过程中容易发生氧化、变色等问题,需要采取相应的防护措施,增加生产成本。
此外,热冲压工艺还需要使用专门的设备和模具,投入成本较高。
综上所述,热冲压工艺技术是一种高效、精确的金属加工方法,具有广泛的应用前景。
随着科技的不断进步和工艺技术的不断改进,相信热冲压工艺技术将在未来的金属加工领域发挥更大的作用。
热冲压(成形)技术特征

Better Steel, Better Life.热冲压技术特征宝钢研究院徐伟力3/30/12内容1. 热冲压工艺流程及其典型应用2. 热冲压钢板3. 热冲压设备4. 热冲压钢板加热方式5. 热冲压优缺点分析6. 热冲压零件的检测技术7. 热冲压技术成本分析1、热冲压工艺流程及其典型应用钢板热冲压的技术本质Time in thetool martensitBainit1.11、热冲压工艺流程及其典型应用1.1 钢板热冲压1、热冲压工艺流程及其典型应用1.1 钢板热冲压1、热冲压工艺流程及其典型应用钢板热冲压典型应用1.1 钢板热冲压1.2 钢管热冲压1.2 钢管热冲压Roof-bows Header panels1、热冲压工艺流程及其典型应用1.2 钢管热冲压钢管热冲压典型应用1.2汽车前纵梁加强弯管 汽车门槛加强直管车门防撞管 1、热冲压工艺流程及其典型应用1.2 钢管热冲压钢管热冲压典型应用内容1. 热冲压工艺流程及其典型应用2. 热冲压钢板3. 热冲压设备4. 热冲压钢板加热方式5. 热冲压优缺点分析6. 热冲压零件的检测技术7. 热冲压技术成本分析2、热冲压钢板从成分分为:⏹ Mn-B系 宝钢热冲压用钢⏹ Mn-Mo-B系 北美、欧洲等的热冲压用钢⏹ Mn-Cr-B系 高淬透性的热冲压用钢⏹ Mn-Cr系 部分马氏体的热冲压用钢⏹ Mn-W-Ti-B系 POSCO开发的高烘烤硬化的细晶粒热冲压用钢从镀层分为:⏹ 无镀层热冲压钢板⏹ 带镀层热冲压钢板(USIBOR1500,全球专利产品,Al-Si镀层)2、热冲压钢板考虑到热冲压是重新加热到奥氏体区的过程,为了避免和减少加热过程的氧化,开发了用于热冲压的镀层板,如镀Al板、镀Al-Si合金板和镀Zn板;POSCO正在开发纳米镀层板,以提高镀层的结合力,防止加热和成形过程中的剥落。
在Ford的标准中还说明Al-Si表面涂层中的金属间化合物相为AlxFeySiz,在镀层的上层金属间化合物为Al60-70Fe30-40Si10+微量其它元素,而下层则为Al50-60Fe45-55,考虑到成本问题,有时也采用非镀层板。
新时期热冲压成形技术的构建探究

新时期热冲压成形技术的构建探究一、热冲压成形技术的发展历程热冲压成形技术是一种在高温条件下进行金属成形的新型技术,其发展历程可以追溯至20世纪60年代。
最初,热压成形技术主要用于高温合金、钢铁等金属材料的成形加工,其主要目的是提高材料的塑性变形能力和成形质量。
随着材料科学和加工技术的不断进步,热冲压成形技术逐渐应用于航空航天、汽车制造、机械制造等领域,成为一种重要的金属成形加工技术。
1. 高温条件下的成形加工:热冲压成形技术的最大特点就是在高温条件下进行成形加工。
高温条件下,金属材料的塑性变形能力大大提高,可以实现更复杂、更精密的金属成形加工。
2. 提高产品质量和精度:热冲压成形技术能够有效改善产品的表面光洁度和成形精度,减少材料的内部缺陷和裂纹,提高产品的强度和耐磨性。
3. 节能环保:热冲压成形技术可以减少金属材料的消耗,减少能源消耗,降低生产成本,减少对环境的污染,是一种高效节能、环保的加工工艺。
4. 多工序一体化:热冲压成形技术可以实现多工序一体化成形加工,简化生产工艺,提高生产效率,降低生产成本。
1. 材料和工艺的相容性:热冲压成形技术要求金属材料在高温条件下具有良好的塑性变形能力和抗热疲劳性能,这对材料的研发和工艺的设计提出了挑战。
2. 设备和工艺的集成化:热冲压成形技术需要结合高温加热设备、成形模具和润滑冷却系统,实现设备和工艺的高效集成化,提高生产效率和产品质量。
3. 数据化智能化:随着智能制造的发展,热冲压成形技术需要实现数据化采集和监控,建立智能化控制系统,提高生产过程的稳定性和可控性。
1. 多材料复合成形:随着新材料的不断涌现,热冲压成形技术将会发展成为一种多材料复合成形技术,实现金属与非金属材料的复合成形。
2. 精密微成形:随着微电子、光电子等领域的发展,热冲压成形技术将会发展成为一种精密微成形技术,实现微米级甚至纳米级的成形加工。
3. 智能制造:随着智能制造的发展,热冲压成形技术将会实现智能化生产,利用大数据、人工智能等技术实现设备和工艺的自适应控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1 钢板热冲压
下料(冲孔) 在步进炉加热到Ac3左右, 充分奥氏体化 快速移到压机 快速合模、成形,保压冷 却到100-2000C。组织全 部为马氏体 随室温冷却, 激光(模具) 切边、冲孔
得到抗拉强度为 1500Mpa左右的零件
抗拉强度为400 -600Mpa左右 的BORON钢板
若采用裸板则进行喷丸处 理以去除零件表面氧化皮
5、热冲压优缺点分析 热冲压的技术优势
随着高强钢材料和热冲压技术的应用, 随着高强钢材料和热冲压技术的应用, GOLF车的轻量化系数从6.2一直减小到 车的轻量化系数从6.2一直减小到2.5 GOLF车的轻量化系数从6.2一直减小到2.5
5、热冲压优缺点分析 热冲压的技术优势
新FIAT500大量采用热冲压零件,是全球同类车型中碰撞性能最好的车型; E-NCAP测试标准越来越严格; 国内出口新车型研发中越来越多采用热冲压零件。
480~ 480~800 >450 1300~ 1300~ 1800
≥13(80mm ) ≥20(80mm ) ≥6 (50mm)
B1500HS B1500HS 热冲压 后
2、热冲压钢板
宝钢热冲压钢板介绍:
应用实例
宝钢生产的某车型B 宝钢生产的某车型B柱热冲压零件力学性能
3
2
1
No . 1 2 3
内容
1. 2. 3. 4. 5. 6. 7. 热冲压工艺流程及其典型应用 热冲压钢板 热冲压设备 热冲压钢板加热方式 热冲压优缺点分析 热冲压零件的检测技术 热冲压技术成本分析
5、热冲压优缺点分析 热冲压的缺点
生产节拍慢(3冲程/分钟); 需要激光切割进行切边、冲孔; 工艺影响因素比冷冲压复杂得多; 无镀层板热冲压过程会产生氧化皮,需要定期清理; 固有废品率远远高于冷冲压; 单件成本高; 工作环境比冷冲压差; 技术门槛和投资门槛比较高(VOLKSWAGEN、FIAT); 业内技术落后于实验; 热冲压仿真精度相对较差(热胀冷缩、组织转变及其回弹 CAE非常难)、调试周期相对较长。
YS(MPa) YS(MPa) 1071 1070 1033
TS(MPa) TS(MPa) 1526 1533 1498
EL( EL(A50,%) 7.4 7.0 7.2
2、热冲压钢板
宝钢热冲压钢板介绍:
应用实例
宝钢生产的某车型前保热冲压零件表面硬度及其力学性能
试样编号 1-1 1-2 试样编号 1-3 1-4 1-5 1-6 YS(MPa) 1099 1092 1086 1080 427 417
内容
1. 2. 3. 4. 5. 6. 7. 热冲压工艺流程及其典型应用 热冲压钢板 热冲压设备 热冲压钢板加热方式 热冲压优缺点分析 热冲压零件的检测技术 热冲压技术成本分析
内容
1. 2. 3. 4. 5. 6. 7. 热冲压工艺流程及其典型应用 热冲压钢板 热冲压设备 热冲压钢板加热方式 热冲压优缺点分析 热冲压零件的检测技术 热冲压技术成本分析
得到抗拉强度为 1500Mpa左右的零件
快速合模、成形,保压冷 却到2000C。组织全部为马 氏体
激光(模具) 切边、冲孔
随室温冷却,若采用裸板 则进行喷丸处理以去除零 件表面氧化皮
1、热冲压工艺流程及其典型应用
1.2 钢管热冲压
Header panels Roof-bows
2 Piece A Pillar Reinforcements Side Impact Beams and Waste Reinforcements Bumper Armatures Front & Rear A Pillar Reinforcements
2、热冲压钢板
宝钢热冲压钢板介绍:
基板及其热冲压以后能达到的力学性能
宝钢热冲压用钢BR1500HS、BR1500HS 的力学性能 N o . 1 2 3 YS(MPa) YS(MPa) TS(MPa) TS(MPa) EL(%) EL(%) 备注
320~ 320~630 280~ 280~450 950~ 950~1250
冷轧 B1500HS可供规格
thickness(mm) thickness(mm) 0.70~ 0.70~0.90 0.91~ 0.91~1.20 1.21~ 1.21~1.50 1.51~ 1.51~1.80 width(mm) width(mm) 900~1200mm(max1250mm) 900~1200mm(max1250mm) 900~1300mm(max1350mm) 900~1300mm(max1350mm) 900~1400mm(max1450mm) 900~1400mm(max1450mm) 900~1450mm(max1500mm) 900~1450mm(max1500mm)
车门防撞管
汽车门槛加强直管
钢管热冲压典型应用
内容
1. 2. 3. 4. 5. 6. 7. 热冲压工艺流程及其典型应用 热冲压钢板 热冲压设备 热冲压钢板加热方式 热冲压优缺点分析 热冲压零件的检测技术 热冲压技术成本分析
2、热冲压钢板
从成分分为: Mn-B系 Mn-Mo-B系 Mn-Cr-B系 Mn-Cr系 宝钢热冲压用钢 北美、欧洲等的热冲压用钢 高淬透性的热冲压用钢 部分马氏体的热冲压用钢
Mn-W-Ti-B系 POSCO开发的高烘烤硬化的细晶粒热冲压用钢 从镀层分为: 无镀层热冲压钢板 带镀层热冲压钢板(USIBOR1500,全球专利产品,Al-Si镀层)
2、热冲压钢板
考虑到热冲压是重新加热到奥氏体区的过程,为了避免和减少加热过程 的氧化,开发了用于热冲压的镀层板,如镀Al板、镀Al-Si合金板和镀 Zn板;POSCO正在开发纳米镀层板,以提高镀层的结合力,防止加热和 成形过程中的剥落。在Ford的标准中还说明Al-Si表面涂层中的金属间 化合物相为AlxFeySiz,在镀层的上层金属间化合物为Al60-70Fe3040Si10+微量其它元素,而下层则为Al50-60Fe45-55,考虑到成本问题, 有时也采用非镀层板。
1、热冲压工艺流程及其典型应用
1.1 钢板热冲压
钢板热冲压典型应用
1、热冲压工艺流程及其典型应用
1.1 钢板热冲压
钢板热冲压典型应用
1、热冲压工艺流程及其典型应用
1.1 钢板热冲压
钢板热冲压典型应用
1、热冲压工艺流程及其典型应用
1.2 钢管热冲压
卷管、切割 在步进炉加热到9500C (Ac3)左右,变为奥氏体 快速移到压机 抗拉强度为 600Mpa左右的 BORON钢板
2、热冲压钢板
镀层钢板热冲压:
加热、冲压过程中无氧化皮 无需喷丸处理 成本高 零件储存过程不生锈 零件耐腐蚀性能好 加热过程中镀层易和陶瓷辊粘结
非镀层钢板热冲压:
加热、冲压过程中有氧化皮 需喷丸处理 成本低 零件储存过程易生锈 零件耐腐蚀性能稍差 焊接性好
2、热冲压钢板
典型牌号:
ARCELOR的USIBOR1500; 的 BENTLER的BTR系列; 的 系列; 系列 SSAB的DOMEX 024B; 的 ; LUCOIL STEEL 的BO 02~05系列; 系列; ~ 系列 RAEX® B BORON STEELS; ; NIPPON STEEL的BORON 钢; 的 THYSSEN POSCO BAOSTEEL
2、热冲压钢板
USIBOR1500介绍:
Aluminium (90%) and Silicon铝(90%)和硅 铝 ) Special thickness : Average 80 g/m²/side (25 µm) 特殊厚度:平均80克 平方米 平方米/面 微米) 特殊厚度:平均 克/平方米 面(25微米) 微米
1、热冲压工艺流程及其典型应用
martensit
Time in the tool
Bainit
钢板热冲压的技术本质
1、热冲压工艺流程及其典型应用
1.1 钢板热冲压
冷冲压
(简单零件可省略此步骤) 简单零件可省略此步骤
加热
带保护气氛
热冲压
喷砂
最早由瑞典HARDTECH(现今GESTAMP-HARDTECH)公司应用于汽车零件 非镀层钢板热冲压
Better Steel, Better Life.
热冲压技术特征
宝钢研究院 徐伟力
2011-1-8
内容
1. 2. 3. 4. 5. 6. 7. 热冲压工艺流程及其典型应用 热冲压钢板 热冲压设备 热冲压钢板加热方式 热冲压优缺点分析 热冲压零件的检测技术 热冲压技术成本分析
1、热冲压工艺流程及其典型应用
2、热冲压钢板
宝钢热冲压钢板介绍:
可供规格
热轧和热轧酸洗板BR1500HS可供规格 热轧和热轧酸洗板
No. 1 2 3 4 5 6 thickness(mm) thickness(mm) 2.00~ 2.00~2.20 2.21~ 2.21~2.50 2.51~ 2.51~2.80 2.81~ 2.81~3.10 3.11~ 3.11~3.50 3.51~ 3.51~4.0 width(mm) width(mm) 900~1200mm(max1250mm) 900~1200mm(max1250mm) 900~1250mm(max1300mm) 900~1250mm(max1300mm) 900~1300mm(max1350mm) 900~1300mm(max1350mm) 900~1350mm(max1400mm) 900~1350mm(max1400mm) 900~1500mm(max1550mm) 900~1500mm(max1550mm) 900~1500mm(max1550mm) 900~1500mm(max1550mm) No. 1 2 3 4
2、热冲压钢板