工艺文件清单
什么是工业产品(技术设计三大文件)?
技术设计三大文件
1:设计文件——产品图样,企业标准;
2:工艺文件——装配工艺,调试工艺,老练工艺,
焊接工艺;
3:检验文件——机械零件进货检验;
电子元器件进货检验;
关健件定期确认检验;
装配过程检验;
调试过程检验;
例行检验;
确认检验;
成品定期确认检验;
4:配套性资料:——产品使用说明书;
物料清单;
产品规格书;
A)什么是例行检验—是产品在生产流水线中生产,
要每只产品进行检验,外观,
动作特性;
B)什么是确认检验——是每批产品入仓库前或出
厂时,在这批产品中抽样
按常规检验是否合格;C)什么是见证检验——是每年一次3C认证公
司来工厂检查时,在车
间生产线上与3C认证
人当面抽样检验;
D)什么是型式试验——是新产品在开发中,按产
品国标中规定每项目要
作试验参数是否合格,产
品开发成功后,例如:有
的项目要求在3—6个月
才抽样一次作试验或一
年内抽样一次检验。
E)什么是抽样试验——是新产品在开发中或开发
成功后,产品作小批量生
产中按比例抽样品来作
试验,视产品开发成功合
格率占百分比例,专作摸
底试验。
生产工艺文件汇编(表格模板、DOC格式)
适用于对各生产设备的维护保养规定及要求。
二、维护保养要求
1、多介质过滤器、活性碳过滤器
1.1定期检查法兰口螺栓是否松动,否则应紧固。
1.2运行时检查压力表是否正常动作,如有异常应更换压力表。
1.3多介质过滤器每运行32小时反冲洗一次,活性碳过滤器每运行40~50小时反冲洗一次。
1.4过滤器的砂滤填料每两年更换一次,活性碳滤料一年半更换一次(用纯水净化活性碳)。
3、先冲净桶外表再冲桶内,然后用消毒水冲洗。根据桶的污染程度,一般洗100个桶后换一次药水,桶较脏时应提高药水更换的频次。
4、瓶盖用消毒水浸泡,再以清水清洗。每天换一次消毒水。
5、桶和瓶盖经清洗消毒后进灌装车间。
一、关键控制点1: 原辅材料、包装材料验收
(一)控制要求:
1、使用的原辅材料为实施生产许可证管理的产品,必须选用获得生产许可证企业生产的产品,并有合格证明。
5.3操作人不准改动设备的运行程序,不准更改两个变速器的速度。
5.4保持设备外观清洁。
6、空压机
6.1经常检查油面线,油面线不低于油窗底ቤተ መጻሕፍቲ ባይዱc
6.2压缩机的开停频率不得超过15次/小时。
6.3每工作16小时后将储气罐下面的放水阀打开,排尽冷却水。
6.4空压机长期停用时,应将气缸、气阀拆下清洗涂油,将进气口封好,整机加罩放置好。
4、自来水每年抽样送法定技术机构按生活饮用水标准作一次全项检验;每月由厂化验室用试纸作余氯检验。
5、仓库根据判定结果办理入库手续,入库过程中,由仓库保管员负责核对并检查到货规格、数量、等级是否与发货单和本公司采购合同一致,有无运输损坏;验证无误后,办理入库手续。
(二)测量与监控:
1、检测频率:对每批次包装材料进厂检测一次。
工艺文件清单
6
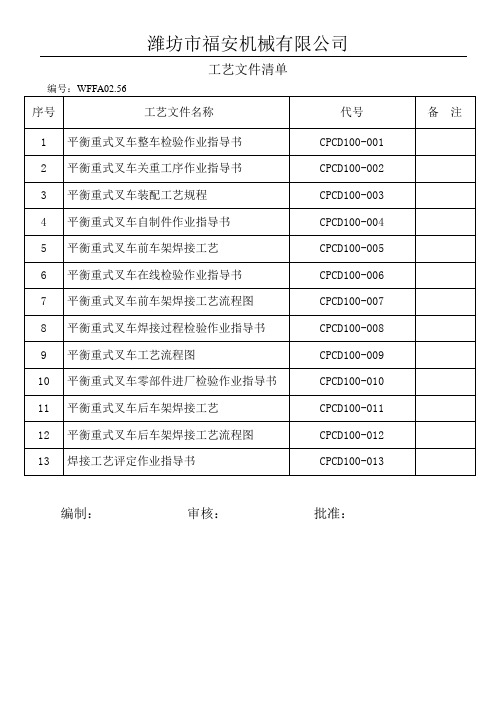
平衡重式叉车在线检验作业指导书
CPCD100-006
7
平衡重式叉车前车架焊接工艺流程图
CPCD100-007
8
平衡重式叉车焊接过程检验作业指导书
CPCD100-008
9
平衡重式叉车工艺流程图
CPCD100-009
10
平衡重式叉车零部件进厂检验作业指导书
CPCD100-010
11
平衡重式叉车后车架焊接工艺
CPCD100-011
12
平衡重式叉车后车架焊接工艺流程图
CPCD100-012
13
焊接工艺评定作业指导书
CPCD100-013
编制:审核:批准:
潍坊市福安机械有限公司
工艺文件清单
编号:WFFA02.56
序号
工艺文件名称
代号
备注
1
平衡重式叉车整车检验作业指导书
CPCD100-001
2
平衡重式叉车关重工序作业指导书
CPCD100-002
3
平衡重式叉车装配工艺规程
CPCD100-003
4
平衡重式叉车自制件作业指导书
CPCD100-004
5平衡Leabharlann 式叉车前车架焊接工艺
关键工序清单

序号关键工序
关键设备操作人员工艺文件类别
备注
1
时效处理
井式回火电阻炉热处理工关键工序2淬火、回火炉箱电阻式/真空环保铍青铜热处理炉
热处理工关键工序3车削精密车床车工关键工序4注塑注塑机注塑工关键工序5压铸压铸机压铸工关键工序6冲压可倾式压力机/精密冲床冲压工关键工序7点焊贮能点焊机点焊工关键工序8超声波焊接超声波焊接机焊接工关键工序9铆冲台式压力机铆接工关键工序10测试微机测试台测试工
关键工序
注:
(主要)关键工序清单
关键工序:是指
1、涉及产品关键及重要特性的工序;
2、涉及制程薄弱环节(工序)或过程能力较弱工序;
3、环保及法律法规或顾客有特殊要求的工序。
作业文件清单

作业文件清单
1.生产现场通行参观安全规程
2.生产现场通用安全操作规程
3.机械部位安全操作规程
4.焊接、切割必须遵守下列规定:
5.电焊作业安全操作规程:
6.气割作业安全操作规程
7.焊接切割作业安全操作规程
8.焊接切割作业安全操作规程
9.氧气、乙炔(丙烷)切割作业安全操作规程
10.氧气瓶使用安全规程
11.乙炔气使用安全规程
12.铆焊件通用技术条件
13.压蜡工序工艺操作规程及注意事项
14.组树工艺操作规程及注意事项
15.模树清洗工艺操作规程及注意事项
16.制壳工艺操作规程及注意事项
17.蜡处理工艺操作规程注意事项
18.压制模头工艺操作规程及注意事项
19.焙烧炉工艺操作规程及注意事项
20.熔炼炉工艺操作规程及注意事项
21.振动脱壳工艺操作规程注意事项
22.切割工艺操作规程及注意事项
23.粗磨工艺操作规程及注意事项
24.抛丸工艺操作规程及注意事项
25.焊工艺操作规及注意事项
26.修整工艺操作规程及注意事项
27.质检工艺操作规程及注意事项
28.焊接工艺评定手册。
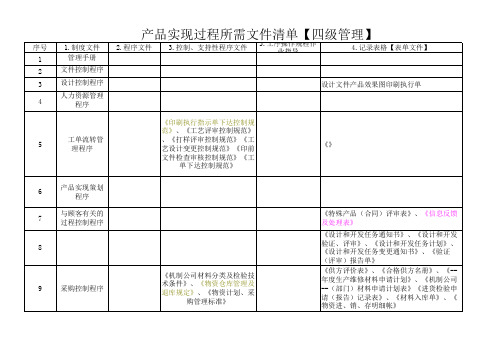
生产过程所需文件清单
7
8
9
采购控制程序
《机制公司材料分类及检验技 术条件》、《物资仓库管理及 退库规定》、《物资计划、采 购管理标准》
10
生产和服务提 供控制程序 生产和服务提 供过程确认控 制程序 标识和可追溯 性控制程序 顾客财产控制 程序 产品防护控制 程序 监视和测量装 置控制程序 顾客满意的监 视和测量程序 内部管理体系 审核程序 过程监视和测 量程序
21
22
23
24
25 26ຫໍສະໝຸດ 27应急准备和响 应控制程序 绩效监视和测 量控制程序
《事故应急计划》、《煤气事 故应急计划》、《火灾、中毒 事故应急计划》、《压力容器 、压力管道事故应急计划》、 《应急设施和设备采购、使用 《公司职业健康安全检查办法 》、《公司安全生产挂牌考核 办法》
《应急计划明细表》、《应急演练记录》、 《管理体系日常检查表》
17
18
《工艺监督管理办法》
19
产品监视和测 量程序
《产品质量监督管理办法》、 《例外放行管理办法》
《机制公司委外产品(零件)送检通知书》 、《XX检验记录表》、《铸()轧辊质量特 性检验记录汇总表》、《钢(铁)轧辊质量 保证书》、《试样送检申请表》、《XXX检 验结果报告单》、《铸造成分分析登记薄》 、《轧辊硬度检验结果报告单》、《紧急放 行审批表》、 《不合格品通知单》、《废品通知单》、《 质量事故处理报告》、《进货检验(申请) 记录》、《XXX检验记录》 《不合格报告》、《纠正/预防措施延期申 请报告》、《预防措施表》 《危险源辩识、风险评价及控制措施表》、 《危险源辩识风险等级汇总表》 《OHS法律、法规、标准及其它要法信息反 馈单》 《职业健康安全管理方案汇总表》、《OHS 目标完成情况检查表》、《OHS管理方案实 施情况跟踪表》、《XX年OHS管理方案年度 评审报告》 《XXX会议纪要》、《XX会议记录》
工艺文件模板

它部件工作。中测工序测此项
10、红外发光管焊接 Z 方向不能有明显不平,X、Y 方
向不能有明显偏离。初测工序测此项
目测
11、焊接的所有焊点应光滑,无漏焊、 无虚焊现象。
初测工序测此项
目测
更改通知单号 更改标记
编制 审 姓名
核 技术科
可修改编辑
签
名
日
期
描图:校对:
精选资料
日期
SB MX
设备及工装明细
大罩 小罩
4 风扇安装
5 焊线装板
6 固定电源线、 装保护罩
7 中测
8 老化
9 总测
1.8 1.4 0.5 0.1 0.4 0.35 0.1 0.1 0.2
0.1 0.5 0.1
(钻孔) (钻孔)
旧底图编号
合计
双远距离红外 发射器 远距离红外发 射器 红外发射器
3.4 3 2.05
底图编号
514358
远距离红外发射器材料清单
第 1页 共 1页
序号 名 称 1 红外发射管 2 电阻 3 有机玻璃 4 风扇 5 壳体 6 线路板
7 螺丝
8 螺丝 9 螺母
规格型号 BC-503IRC-B 140Ω(1/2W) (245mm*169mm*3mm) 12V(50mm*50mm) HL10420 225mm*142mm M3*25 M3*16 M3
每只消耗 528 48 1 2 1 1 4
4 8
单位 个 个 块 个 个 块 个 个 个
生产单位 备 注
可修改编辑
10 电源线
11 标签
精选资料
RVV(2*1.5)
18
米
60*40mm
1
工艺文件模板
工艺文件模板电子工业工艺文件第 1 册共 10 页共 1 册产品型号:.产品名称:产品图号:批准:2004年9月旧底图总号底图总号日期签名第 1 页 GY全系列红外发射器工艺流程图共 9 页 LC焊板初测物料自检焊线装板外壳改装安装风扇固定电源线中测老化总测装保护罩旧底图编号底图编号更改通知单号编制审核技术科标准化批准更改标记姓名签名日期日期描图: 校对:第 1 页 CL 材料、零(部)件明细共 1页红外发射器材料清单 MX序号名称规格型号每只消耗单位生产单位备注1 红外发射管 BC-503IRC-B 126 个广东邦臣2 9 电阻62Ω(1/2W) 个精度1%3 1有机玻璃 (121mm*85mm*3mm) 块宝石兰色4 2 风扇 12V(30mm*30mm) 个广东佛山南海充美该型灯外壳 5 HL4420 1 壳体个6 104mm*67mm 1 线路板块M3*16 螺丝个 7 8螺母 M3 个 8 8电源线 RVV(2*1.5) 米 9 510 45*23mm 1 标签个辅助材料11 0.03 热缩管Ф2mm 米12 1 焊锡Ф0.5mm 米旧底图编号底图编号更改通知单号编制审核技术科更改标记姓名签名日期日期描图: 校对:第 1 页 CL 材料、零(部)件明细远距离红外发射器材料清单共 1 页 MX 序号名称规格型号每只消耗单位生产单位备注1 BC-503IRC-B 528 红外发射管个东莞邦臣2 48 电阻140Ω(1/2W) 个精度1%3 1有机玻璃 (245mm*169mm*3mm) 块宝石兰色4 2 风扇 12V(50mm*50mm) 个广东佛山南海充美该型灯外壳 5 HL10420 1 壳体个6 225mm*142mm 1 线路板块螺丝 M3*25 4 个 78 螺丝 M3*16 个 49 M3 螺母个 810 电源线 RVV(2*1.5) 米 1811 标签 60*40mm 1 个辅助材料12 0.03 热缩管Ф2mm 米13 2.5 焊锡Ф0.5mm 米底图编号底图编号更改通知单号编制审核技术科更改标记姓名签名日期日期描图: 校对:第 1 页 CL 材料、零(部)件明细共 1 页双远距离红外发射器材料清单 MX 序号名称规格型号每只消耗单位生产单位备注1 BC-503IRC-B 红外发射管个 618 广东邦臣2 电阻130Ω(1/2W)个 56 精度1%3 有机玻璃 (245mm*169mm*3mm) 1 块宝石兰色4 2 风扇 12V(50mm*50mm) 个广东佛山南海充美该型灯外壳 5 HL10420 1 壳体个6 225mm*142mm 1 线路板块M3*25 4 螺丝个 78 M3*16 螺丝个 49 M3 螺母个 810 电源线 RVV(2*1.5) 18 米11 60*40mm 1 标签个辅助材料12 热缩管Ф2mm 0.03 米13 焊锡Ф0.5mm 2.5 米旧底图编号底图编号更改通知单号编制审核技术科更改标记姓名签名日期日期描图: 校对:第 1 页 GS工时定额共 1 页全系列红外发射器 DE序号工序名称内容每支(件)工时(小时) 备注1 1.8 焊板双远发射板1.4 焊板远距离发射板0.5 焊板红外发射器板2 0.1 初测3 0.4 外壳改装大罩 (钻孔)0.35 小罩 (钻孔)4 0.1 风扇安装5 0.1 焊线装板6 0.2 固定电源线、装保护罩7 0.1 中测8 0.5 老化9 0.1 总测3.4 合计双远距离红外发射器3 远距离红外发射器2.05 红外发射器旧底图编号底图编号514358更改通知单号编制审核技术科更改标记姓名签名日期日期描图: 校对:第 1 页全系列红外灯工艺条件全系列红外发射器共 9 页 C7序号名称工艺条件备注1 焊接 260? 小于5s2 测试每路电流I=50mA F定焦红外灯 3 =50mA,t=0.5h 电老化每路电流IFI=0.45A F50米红外灯I=1.9A F远距离红外灯I=2.8A F旧底图编号底图编号更改通知单号编制审核技术科更改标记姓名签名日期日期描图: 校对:第 1 页技术要求/检验方法全系列红外发射器 D7 共 9 页技术要求检验方法 1、按红外发射器的种类通相应的电流,目测,不符合要求返工检验是否全部有红爆,并且红爆是否均匀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺文件明细
1.结构工艺性审查记录记录产品结构工艺性审查情况的一种工艺文件。
*
2.工艺方案
根据产品设计要求、生产类型和企业的生产能力,提出工艺技术准备工作具体任务和措施的指导性文
3.品零、部件工艺路线表产品全部零(部)件(设计部门提出外购件的除外)在生产过程中所经过工
段(小组或工种)的工艺流程。
4.机械加工工艺过程卡片
5.机械加工工序卡片
6.数控加工程序卡片
用于编制数控机床加工程序和调整机床
7.表面处理工艺卡片
用于零件表面的氧化、钝化、渗氮、磷化等处理工序
8.电镀工艺卡片
9.装配工艺过程卡片
10.装配工序卡片
11.油漆(喷涂)工艺卡片
12.操作指导卡片(作业指导书)
指导工序质量控制点上的工人生产操作的文件
13.检验卡片
根据产品标准、图样、技术要求和工艺规范,对产品及其零、部件的质量特性的检测内容、要求、手段作出规定的指导性文件
14.工艺附图
与工艺规程配合使用,以说明产品或零、部件加工或装配的简图或图表应用
15.工艺关键件明细表
填写产品中所有技术要求严、工艺难度大的工艺关键件的图号、名称和关键内容等的一种工艺文件16.工序质量分析表
用于分析工序质量控制点的每个特性值——操作者、设备、工装、材料、方法、环境等因素对质量的影响程度,以使加工质量处于良好的控制状态的一种工艺文件
17.工序质量控制图
用于对工序质量控制点按质量波动因素进行分析、控制的图表
18.产品质量控制点明细表
填写产品中所有设置质量控制点的零件图号、名称及控制点名称等的一种工艺文件
19.零、部件质量控制点明细表
填写某一零(部)件的所有质量控制点、名称、控制项目、控制标准、技术要求等的一种工艺文件20.外协件明细表
填写产品中所有外协件的图号、名称和加工内容等的一种工艺文件
21.零件明细表
当该产品不采用零(部)件工艺路线表或此表表达不够时,需编制按车间或按工种划分的零件明细表,起指导组织生产的作用。
例如:油漆、热处理、表面处理等零件明细表
22.组合夹具明细表
填写产品在生产过程中所需的全部组合夹具的编号、名称等的一种工艺文件
23.专用工艺装备明细表
填写产品在生产过程中所需的全部专用工装的编号、名称等的一种工艺文件
24.工位器具明细表
填写产品在生产过程中所需的全部工位器具的编号、名称等的一种工艺文件
25.材料消耗工艺定额明细表
填写产品每个零件在制造过程中所需消耗的各种材料的名称、牌号、规格、重量等的一种工艺文件26.材料消耗工艺定额汇总表
将“材料消耗工艺定额明细表”中的各种材料按单台产品汇总填列的一种工艺文件
27.工艺验证书
记载工艺验证结果的一种工艺文件
28.工艺文件目录。