加工中心程序传输
FANUC加工中心U盘CF卡机床数据线三种方法传程序

一、FANUC加工中心U盘CF卡机床数据线三种方法传程
序
1.四种通道:在MDI模式——OFFSET—设定一-I/O通道
0 9600
1:电脑连线(19200)
4 : CF 卡
17: U 盘
2.CF卡和U盘传程序:
在EDIT编辑模式——PROG—-列表一操作-■设备一一M 卡(或U盘)---- F输入-一键入要选择程序的排列顺序号(如:
4)--一点F设定-一-键入新建的程序名(如:5020)一一点0
设定-一执行-一-切换到程序自动模式一一看到了调入的程序;
3.CF卡在线加工传输(程序较大,超过512KB):
在RMD连线模式-一PROG-一列表一操作——设备——M卡——
键入要选择程序的顺序号(如:2)---按DNC--- 按绿色循环
启动键---点PROG查看运行的程序
4.机床数据线在线传输加工:
在RMT连线模式-一-先按绿色启动键预接受(注意此时的进给
倍率和快速移动倍率都调到0%,预防突然动作)-一用CIMCOEDIT.
EXE传输软件一-打开程序-一机床通讯一-发送-一然后逐渐调
大进给倍率。
1.注意:在RMT连线模式也可以启用单段加工功能,在按到M6T1
换刀指令时要多按几次绿色启动键才能循环过去,因为换刀
是一个复合指令,它内部其实有好几段程序。
2.注意:在CIMCOEDIT. EXE软件一-DXC设置一-设置S——波特率
19200 (不同的机
床波特率不一样,要设置的和机床的一样)。
FANUC数控机床程序传输流程

A.选择程序编辑模式,按软键“PROG"/下一页/[CARD]/B. 可看到CF卡中的档案,再按萤幕下方软键[操作]。C. 按下萤幕下方软键[F READ]
D. 输入欲传入的程式档案号NO.再按下螢幕下方软件[F设定]、指定程序号
OI MD卡பைடு நூலகம்
FANUC Series Oi-MD卡传的使用方法
5 [ 标签:fanuc, series, oi ] & .伤逝.° 2011-06-11 11:40
注:不是用卡在线加工 是怎么样把卡的程序复制到机床 。把卡拿下来还照样可以加工
说的仔细点 我用的是立式加工中心
满意答案
E. 按下螢幕下方软键[EXEC]。程式传入完成
请参考机床说明书
一般设置如下:端口com1、波特率9600、数据位7、奇偶数偶、停止位2、流控制硬件。记得要把电脑里上述参数跟软件里的设成一致。电脑里的波特率只能比机床里的低或相等。
不知你在换电脑前用过否,电脑里面是这样设置的:右击我的电脑,点属性,点硬件,点设备管理器,点端口前的+号,右击com1,点属性。剩下的就不用我讲了吧。
2
法兰克系统的传输速度为19200 三菱系统的传输速度为9600(三菱系统只能用线传)
3
FANUC系统计算机端参数:端口:com1停止位:2位数据位:7位波特率:9600奇偶位:偶握手方式:XON/XOFFFANUC数控系统机床端设置:MDI SYSTEM > ALL IO 参数显示如下:I/O : 0 OR 1 (2 OR 3)DEVICE NUM: 1 BAUDRATE: 9600STOP BIT: 2 NULL INPUT: NOTV CHECK: OFFTV CHECK: OFFPUNCH : ISOINPUT : ASC11FEED OUTPUT: NO FEEDEOB OUTPUT: LFCRCR
第7章 数控机床程序传输

数控机床程序传输
7.1 数控铣床程序传输设置
7.1.1 通讯电缆的连接
数控机床与计算机之间的连接是通过一根RS232通讯电缆 线来实现。通讯电缆一端接数控机床的RS232隔离口,另一 端接PC机的COM口 。
NC端 PC端
图7-1
通讯电缆端口连线图
7.1 数控铣床程序传输设置
7.1.2 数控系统通讯参数设置
7.1 数控铣床程序传输设置
7.1.3 计算机通讯软件的使用
1、Winpcin软件使用 Winpcin软件使用
点击SendDate键,弹出传送文本选择窗口。如图7-5所示,选择 键 弹出传送文本选择窗口。如图 - 所示 所示, 点击 需要传送的NC文件,确定数控系统处于待接收方式后即可点击打开键进 文件, 需要传送的 文件 行程序传送。 行程序传送。 7.1 数控铣床程序传输设置
7.1.3 计算机通讯软件的使用
1、Winpcin软件使用 Winpcin软件使用
启动Winpcin软件,主菜单界面如图7-3所示 软件,主菜单界面如图 - 所示 启动 软件
主要菜单键功能如下: 主要菜单键功能如下: RS232Config:通讯接口参数设定 : Receive Date:接收数据 : SendDate:发送数据 : Edit File:编辑文本 : Binary Format:选择二进制传送模式 : Text Format:选择文本传送模式 :
设置Format为ASCII,其它的设置 为 设置 , 与数控系统设置相同,点击Send键,弹出 与数控系统设置相同,点击 键 传送文本选择窗口, 传送文本选择窗口,选择并打开传送程序文 件即可完成传送过程。 件即可完成传送过程。
7.2 数控铣床(加工中心)程序传输加工实 数控铣床(加工中心)
雕铣机程序传输操作方法与步骤

数控加工是利用程序控制机床的加工方式,程序的编制可以采用人工编程或者图形软件编程,但大多编程工作都是在电脑上完成的,而目前大多数的数控机床都是拥有与电脑连接的功能的,比如雕铣机和加工中心,可很多人并不知道雕铣机怎么用电脑传输程序,这就为大家介绍两种用电脑传输程序的操作方法与步骤,以供大家参考。
一、利用电脑网络向雕铣机传输程序利用电脑网络传输程序的方法是通过网线连接雕铣机与电脑后,从雕铣机的控制器选择程序文件拷贝到数控系统中,一般电脑与设备建立网络连接后,控制器是可以直接找到电脑映射到控制器中的硬盘的,所以需要提前将程序文件存放在映射到控制器的盘符中。
具体方法与步骤如下:1、连接好网络线,电脑开机进入系统,控制器开机进入系统。
2、按雕铣机的[PROG]程序功能组键→按[EDIT]编辑键→按[总管]键→按[拷贝]键。
3、在盘符选择栏中选择电脑映射到控制器的盘符“D”。
4、选择所需要传输的程序名,再按[确定]键。
5、在出现的对话框中输入目的档案名后,再按[确定]键。
二、利用串行口向雕铣机传输程序利用串行口向雕铣机传输程序的方法,是在电脑上面进行操作的,但同时需要对雕铣机的控制器进行操作,具体方法与步骤如下:1、连接好雕铣机与电脑的串行通讯线,电脑开机进入系统,控制器开机进入系统。
2、电脑打开传输软件,设置程序文件的传输参数。
3、打开将要传输的程序文件。
4、雕铣机控制器上按[PROG]键→按[EDIT]键→按[通讯]键→按[协定]键。
5、在出现的窗口中设置与电脑相同的传输参数,然后按[确定]键。
6、按[读取]键,等待电脑传送程序文件。
7、在电脑上点击“send”,程序文件开始传送,控制器显示屏上会逐行显示收到的程序文本。
8、按[储存]键,将窗口中的程序文件储存。
FANUC加工中心拷贝程序超数据范围

FANUC加工中心拷贝程序超数据范围在SETTING画面I/O通道一项中设定I/O=4(或者CNC的20号参数设定为4)。
(将CF卡要插在CF转PCMCIA适配器里),再插到液晶屏左侧的PCMCIA插槽里。
在程序画面备份系统的全部程序时输入O9999,备份某一程序时只需要输入该程序号,依次按下[PUNCH],[EXEC]可以把程序传出到CF卡中。
CF卡中程序复制到另外一台机床上:1)在SETTING画面I/O通道一项中设定I/O=4。
2)让系统处于EDIT方式。
3)在系统编辑画面翻页,在软键菜单下选择“卡”,可察看CF 卡状态。
4)按下功能键,显示程序内容画面或者程序目录画面。
5)按下软键[(OPRT)],中文为[操作]键。
6)按下最右边的软键(菜单扩展键)。
7)输入地址O后,输入程序号。
如果不指定程序号,就会使用计算机中默认的程序号。
8)按下软键[READ]或[读入]然后按[EXEC]或[执行],程序被输入,并赋以第7步中指定的程序指定与已存在的程序相同的程序号如果试图以与已有的程序相同的程序号注册新程序,就会出现P/S报警073号,并且该程序不能被注册进去。
【软件】FANUC系统用CIMCO软件传输程序步骤数控驿站

【软件】FANUC系统用CIMCO软件传输程序步骤数控驿站CIMCO软件使用步骤1:连线随机配备的RS232线,务必关机插拔,同时确保两端连接可靠。
2:电脑端设置打开CIMCO文件,点机床通讯――DNC设置――FANUC――设置。
端口COM1――停止位2――奇偶位偶――波特率19200――数据位7――流控制软件,其他不动。
接收设置:接收超时设1,时间设置越长,传输完成得越慢。
发送设置:握手超时和每行延时均设1,其余不动。
设完后确定保存退出。
3:机床端设置I/O通道设0或1,这里设0。
101.0设1,101.3设0,102设0(意为RS232C),103设12。
其他参数含义如下:101参数。
103参数波特率选择。
4:传输过程分由电脑传到机床和由机床传到电脑。
4.1由电脑传程序到机床。
如现在要把电脑上名为O1234的程序传入机床并改名为O1235,先在机床端操作。
找到读入,按下。
弹出P设定。
输入新名字O1235。
按下执行。
会看见输入红字在闪烁。
图中未见。
再到电脑端点击机床通讯,发送当前文件。
选择之前设好的FANUC。
显示在传送中。
传送完成。
机床内存程序列表可见程序O1235,表示传输成功。
要点在于先在机床端做好读入准备,再在电脑端发送。
4.2由机床传程序到电脑。
如要把机床内存中的程序O0016传入电脑。
同理找到输出,按下,输入要传输的程序名。
如果不指定程序名,所有程序都会输出。
按下执行,会有红字输出闪烁。
在电脑端点击接收。
选择机床为FANUC。
显示接收中。
电脑显示O0016内容。
如果P设定不指定程序名,所有程序传入。
O1235,O0016均可见。
以上即是用RS232和CIMCO传程序过程,由于是把文件整个导入机床,所以这种方法不适用于大型程序。
如有大型程序需要在线加工可用ServU软件。
CNC中三菱M70程序传送方法
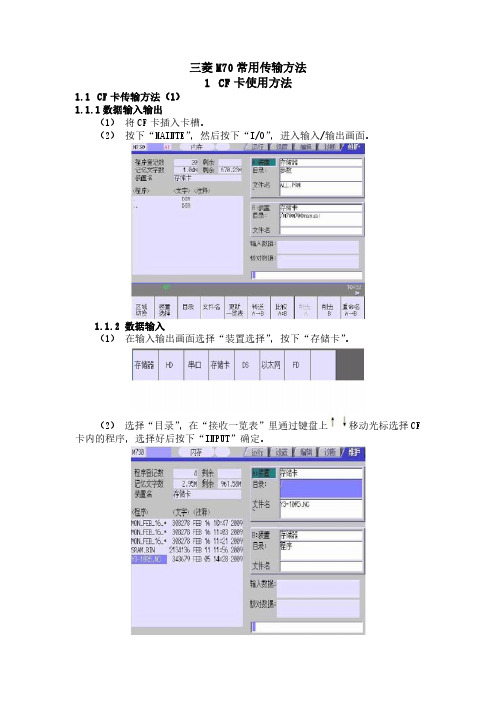
三菱M70常用传输方法1CF卡使用方法1.1CF卡传输方法(1)1.1.1数据输入输出(1)将CF卡插入卡槽。
(2)按下“MAINTE”,然后按下“I/O”,进入输入/输出画面。
1.1.2数据输入(1)在输入输出画面选择“装置选择”,按下“存储卡”。
(2)选择“目录”,在“接收一览表”里通过键盘上移动光标选择CF 卡内的程序,选择好后按下“INPUT”确定。
(3)在输入输出画面选择“区域切换”(从A装置切换到B装置)。
(4)按下“装置选择”,选择“存储器”(以将加工程序存入NC内存为例)。
(5)选择NC存放输入信息的特定位置,如输入加工程序,选择“程序”。
(6)选择“传送A B”,再按“Y”键,此时程序开始输入。
1.1.3数据输出(1)在输入输出画面选择“装置选择”,按下“存储器”。
(2)选择“目录”,在“接收一览表”里通过键盘上移动光标选择CF 卡内的程序,选择好后按下“INPUT”确定。
(3)在输入输出画面选择“区域切换”(从A装置切换到B装置)。
(4)按下“装置选择”,选择“存储卡”(以存储卡为例)。
(5)选择“传送A B”,再按“Y”键,此时程序开始输出。
1.2CF卡使用方法(2)1.2.1CF卡与系统存储器间程序的传输(1)进入EDIT主画面(2)按下“I/O”键进入程序传输画面,通过键盘光标键进行A、B装置切换,根据装置选择提示通过字母选择好A、B装置1.2.2程序由存储器传入CF卡(1)选择到A装置处,按下“文件设定”键,进入程序选择画面(2)找到要传输的程序,按下INPUT键选定该程序(3)按下显示器下面最左边带三角标识向左指示的返回键,返回到程序传输画面(4)选择到B装置处,按下“文件设定”键,此时可对要传出的程序重新命名,输入程序名,并按下INPUT键确认。
如不需重新命名,可跳过该步骤。
(5)按下显示器下面最左边带三角标识向左指示的返回键,返回到程序传输画面(8)按下“A B”按键,程序即可由存储器传入存储卡2.3将程序由CF卡传入存储器其操作步骤与程序由存储器传入存储卡类同。
电脑与数控机床加工程序的传输及操作
电脑与数控机床加工程序的传输及操作近年来,大连机车车辆有限公司先后从日本、德国、美国、台湾、奥地利、等国陆续引进数控加工中心和数控车床数十台。
以前,数控机床加工程序的输入采用纸带传输程序或是手工输入时,存在如下缺点:(1)纸带传输效率低,识别正确率低;(2)纸带传输程序时会将机床中原有的程序自动删除;(3)纸带不易长时间保存;(4)手工输入效率低,编程者劳动强度大,易出错;(5)CNC内存较小,程序比较大时就无法输入。
针对上述问题,公司应用PCIN4.2和DNC4.0数控机床的数据传输软件,通过笔记本电脑,即可解决所有数控机床的程序数据的输入和输出。
DNC4.0数据传输软件是台湾NEWCAM为WINDOWS操作界面,适用于FANUC—16i系统、FANUC—18M系统、SIEMENS—840D。
PCIN4.2软件(SIEMENS公司出品),DOS操作界面,适用于较早的NC操作系统,如FANUC—0、6系统、SIEMENS 850系统。
接口,通过笔记本电脑与数控机床CNC之间用一根RS232数据传输电缆线联接,即可快速而准确地实现互相传输的目的。
下面分别介绍DNC和PCIN的使用和具体的操作方法。
1、DNC软件的使用(1)参数设置利用笔记本电脑传输程序,将数据线连接好。
打开电脑中的DNC软件,出现菜单界面。
点击“参数”键后,参数对话框中,添入相应内容:收送码别:ASCII;收送埠值:COM1收送速率:19200;同位检查:偶数;资料长度:7;停止位元:1;交谈模式:控制器码,收送目标:控制器。
参数设置完成后按“确定”键(注意参数必须与机床搭配,否则无法进行程序传输)。
(2)传送程序将电脑中存储的已编制好的程序传送到机床中。
点击菜单中的“传送”键,在传送程式对话框中,选择已编制好的加工程序,在窗口中找到要传输的程序的路径。
这时将机床传输操作准备好(机床操作参考“加工中心电控系统操作说明书”)。
用点击传送程式对话框“打开”键。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HAOJUE
2.三菱CNC的数据备份/还原
2.2.3 RS232的接口信号
DCD(Data Carrier Dectection)数据载波检出——用来表示数据通信设备已接通 通信链路,告知数据终端设备 准备接收数据。 RI(Ringing) 振铃指示——当MODEM收到交换台送来的振铃呼叫信号时,使该信号 有效(ON)状态,通知终端,已被呼叫。 2)数据接收与发送线 TxD(Transmitted Data )发送数据——通过TxD终端将串行数据发送到MODEM。 (终端通信设备) RxD(Received data)接收数据—— 通过RxD线终端接收从MODEM发来的串行数据 (通信设备终端) 3)地线 GND——信号地
2.7.5 用GX Developer软件传输梯形图
HAOJUE
2.三菱CNC的数据备份/还原
2.7.6 用GX Developer软件传输梯形图
HAOJUE
2.三菱CNC的数据备份/还原
2.8 用存储卡备份/还原数据
在准备画面时,再次按下“次页键”就出现参数备份画面
HAOJUE
2.三菱CNC的数据备份/还原
2.6 还原备份操作
HAOJUE
2.三菱CNC的数据备份/还原
2.6 还原备份操作
HAOJUE
2.三菱CNC的数据备份/还原
2.6 还原备份操作
HAOJUE
2.三菱CNC的数据备份/还原
2.7用GX Developer软件传输梯形图
2.7.1机床参数设置
HAOJUE
2.三菱CNC的数据备份/还原
HAOJUE
2.三菱CNC的数据备份/还原
2.4.2 运行DNC后的画面
HAOJUE
2.三菱CNC的数据备份/还原
2.4.3 参数设置
设置COM口
HAOJUE
2.三菱CNC的数据备份/还原
2.4.3 参数设置
选择COM1
HAOJUE
2.三菱CNC的数据备份/还原
2.4.3 参数设置
设置传输速率:根据机床的传输口速率相对应
2.3.1 需备份还原的数据
HAOJUE
2.三菱CNC的数据备份/还原
2.3.2机床参数设置
HAOJUE
2.三菱CNC的数据备份/还原
2.3.2机床参数设置
HAOJUE
2.三菱CNC的数据备份/还原
2.3.2机床参数设置
HAOJUE
2.三菱CNC的数据备份/还原
2.4 采用DNC软件传输
2.4.1采用DNC传输软件
2.8.3 还原操作步骤
HAOJUE
2.三菱CNC的数据备份/还原
2.9 三菱专用的维修存储卡
通过插入三菱专用维修存储卡后,可以将系统中的所有数据打包 保存下来,包括整个操作系统
HAOJUE
3.FAUNC CNC的数据备份/还原
3.1 FAUNC 的系统结构
CNC结构
HAOJUE
3.FAUNC CNC的数据备份/还原
2.8.1 用存储卡备份/还原数据
再()中输入”Y”后,出现如下画面
HAOJUE
2.三菱CNC的数据备份/还原
2.8.2 备份操作步骤
HAOJUE
2.三菱CNC的数据备份/还原
2.8.2 备份操作步骤
HAOJUE
2.三菱CNC的数据备份/还原
2.8.3 还原操作步骤
HAOJUE
2.三菱CNC的数据备份/还原
HAOJUE
3.FAUNC CNC的数据备份/还原
4.4.5 对SRAM中的数据备份/还原
YES、NO:系统操作软键, 对选择功能的执 行或不执行的操 作(退出);
UP:系统操作软键,光标 上移操作; DOWN:系统操作软键,光 标下移操作
UP:系统操作软键,光标 上移操作;
DOWN:系统操作软键, 光标下移操作
HAOJUE
3.FAUNC CNC的数据备份/还原
4.4 用CF卡备份/还原
4.4.1 进入BOOT界面
上电前按住显示屏右下方两个键
HAOJUE
3.FAUNC CNC的数据备份/还原
4.4.1 进入BOOT界面
出现BOOT启动画面
HAOJUE
3.FAUNC CNC的数据备份/还原
4.4.2 启动菜单选项说明
HAOJUE
2.三菱CNC的数据备份/还原
2.2 RS232通信
2.2.1RS232通信协议介绍
•
RS232标准全称:EIA-RS-232C 其中:EIA—(Electronic Industry Association)代表美国电子工业协会; RS-(recommeded standard)代表推荐标准; 232—为标识号; C——代表RS232的最新一次修改 美国EIA(电子工业联合会)与BELL等公司一起开发的通信协议,于1969年公布; 这个标准对串行通信接口的有关问题,如信号线功能、电气特性等都做了规定; 用于数据传输速率在0~20000b/S范围内的通信; 最大通信距离为15米。
HAOJUE
2.三菱CNC的数据备份/还原
2.4.3 参数设置
设置停止位:与机床输入输出装置的停止位设置一致
HAOJUE
2.三菱CNC的数据备份/还原
2.4.3 参数设置
设置编码方式:与机床输入输出装置的编码设置相一致
HAOJUE
2.三菱CNC的数据备份/还原
2.4.3 参数设置
设置文件访问路径:即设置文件存放的默认路径,主要是方便操作。
• • • •
HAOJUE
2.三菱CNC的数据备份/还原
2.2.2 RS232的接口信号
• •
RS232的标准接口有25条线:4条数据线、11条控制线、3条定时线、7条备用和未定义线; 常用的有9根:6根控制信号线、2根数据信号线、1根地线; 1)联络控制信号线: DSR(Data set ready)数据装置准备好——有效时(ON)状态,表明MODEM 处于可以使用的状态; DTR(Data Terminal set ready)数据终端准备好——有效时(ON)状态, 表明数据终端可以使用; RTS(Request to send)请求发送——用来表示数据终端请求数据通信设备发送 数据,即:当终端要发送数据时,使该信 号有效(ON)状态,向MODEM请求发送。它 用来控制MODEM是否要进入发送状态。 CTS(Clear to send)允许发送——用来表示数据通信设备准备好数据终端发来的 请求,是对请求发送信号RTS的响应信号。
HAOJUE
3.FAUNC CNC的数据备份/还原
4.4.3 梯形图备份
1、选择第4项“SYSTEM DATA SAVE”后出现
的画面
;
2、选择第6项对梯形图 进行备份
HAOJUE
3.FAUNC CNC的数据备份/还原
4.4.4 梯形图还原
选择第1项对梯形图进行还原
HAOJUE
3.FAUNC CNC的数据备份/还原
2.7.2 运行GX Developer软件
HAOJUE
2.三菱CNC的数据备份/还原
2.7.3 用GX Developer软件传输梯形图
选择PLC类型QnACPU
HAOJUE
2.三菱CNC的数据备份/还原
2.7.4 用GX Developer软件传输梯形图
HAOJUE
2.三菱CNC的数据备份/还原
HAOJUE
3.FAUNC CNC的数据备份/还原
4.4.6 注意事项
• 请按照图片的步骤操作即可,此操作存在一定的风险,如果操作不当,将会
导致数据丢失,请注意操作
;
• 特别注意,在进行此操作时,一定要确认卡里是否有备份数据,备份数据是
否正确,否则以前的机床上的参数将全部被覆盖!
HAOJUE
讲解完毕
谢谢大家!
HAOJUE
有以下传输方法:
•
用DNC软件和LADDER梯形图编辑软件;
•
用CF卡
HAOJUE
3.FAUNC CNC的数据备份/还原
4.2 用DNC传输数据
进入数据传输界面:1、按”SYSTEM”进入如下画面
HAOJUE
3.FAUNC CNC的数据备份/还原
4.3 用DNC传输数据
进入数据传输界面:1、按右边的扩展键 ,然后按“ALL IO”
•
•
HAOJUE
2.三菱CNC的数据备份/还原
2.3 备份还原数据
有以下几种方式
• 通过DNC软件备份/还原数据; • 通过存储卡备份/还原数据;
• 通过GX DEVELOPER软件操作梯形图;
• 三菱厂家特殊卡,可对整个系统数据(包括操作系统)的备份/还原
HAOJUE
2.三菱CNC的数据备份/还原
3.2 FAUNC CNC的功能方框图
HAOJUE
3.FAUNC CNC的数据备份/还原
3.3 FAUNC CNC的功能方框图
HAOJUE
4.FAUNC CNC的数据备份/还原
4.1 FAUNC 数据线接法
4.1.1 数据线的接法
HAOJUE
4.FAUNC CNC的数据备份/还原
4.1.2 FAUNC 数据输出方法
加工中心程序传输方法
——主讲人:何飞军
HAOJUE
内
容
1 2 3 4
三菱CNC构成
三菱CNC的数据备份/还原
FANUC CNC的构成 FANUC CNC的数据备份/还原
HAOJUE
1.三菱CNC的构成
1.1 M60系列的系统连接框图;
HAOJUE
2.三菱CNC的数据备份/还原
2.1 数据传输用的数据线