生产运作管理---第十一章流水作业的排序问题
流水线作业排序问题
流水线作业排序问题/productioncontrol/200908091604.html流水作业排序问题的基本特征是每个工件的加工路线都一致。
在流水生产线上制造不同的零件,遇到的就是流水作业排序问题。
我们说加工路线一致,是指工件的流向一致,并不要求每个工件必须经过加工路线上每台机器加工。
如果某些工件不经某些机器加工,则设相应的加工时间为零。
一般说来,对于流水作业排序问题,工件在不同机器上的加工顺序不尽一致。
但本节要讨论的是一种特殊情况,即所有工件在各台机器上的加工顺序都相同的情况。
这就是排列排序问题。
流水作业排列排序问题常被称作“同顺序”排序问题。
对于一般情形,排列排序问题的最优解不一定是相应的流水作业排序问题的最优解,但一般是比较好的解;对于仅有2台和3台机器的特殊情况,可以证明,排列排序问题下的最优解一定是相应流水作业排序问题的最优解。
这里只讨论排列排序问题。
但对于2台机器的排序问题,实际上不限于排列排序问题。
一、最长流程时间Fmax的计算这里所讨论的是n/m/P /Fmax,问题,其中n为工件数,m为机器数,P表示流水线作业排列排序问题,Fmax为目标函数。
目标函数是使最长流程时间最短,最长流程时间又称作加工周期,它是从第一个工件在第一台机器开始加工时算起,到最后一个工件在最后一台机器上完成加工时为止所经过的时间。
由于假设所有工件的到达时间都为零(ri=0,i= 1,2,…,n),所以Fmax等于排在末位加工的工件在车间的停留时间,也等于一批工件的最长完工时间Cmax。
设n个工件的加工顺序为S=(S1,S2,S3,…,Sn),其中Si为第i位加工的工件的代号。
以表示工件Si在机器M k上的完工时间, 表示工件Si在Mk上的加工时间,k= 1,2,…,m;i=1,2,…,n,则可按以下公式计算:在熟悉以上计算公式之后,可直接在加工时间矩阵上从左向右计算完工时间。
下面以一例说明。
例9.4 有一个6/4/p/F max问题,其加工时间如表9—6所示。
[管理学]11章作业排序1
![[管理学]11章作业排序1](https://img.taocdn.com/s3/m/ff734df3d15abe23492f4d1b.png)
作业排序要解决的问题
工厂:对每个工人和工作地安排每天的 生产任务,规定开始时间和完成时间; 医院:安排病人手术,为此要安排手术 室、配备手术器械、手术医师和护士; 学校:安排上课时间表,使学生能按规 定的时间到规定的教室听事先安排的教 师讲课。 编制作业计划实质上是要将资源分配给 不同的任务,按照既定的优化目标,确 定各种资源利用的时间问题。
10
4
2 3 7 2
12
5 6
1 7 5 3
13
3 6 4 1
16
5
10
11
15
18
25
31
5
15
20 23
27 29
32 35
36 37
11
17
加工周期为37
二、n/2/F/Fmax问题的最优算法
(一)加工时 间。 ② 若最短的加工时间出现在M1上,则对 应的零件尽可能往前排;若最短加工时间出现 在M2上,则对应零件尽可能往后排。然后,从 加工时间矩阵中划去已排序零件的加工时间。 若最短加工时间有多个,则任挑一个 ③ 若所有零件都已排序,停止。否则, 转步骤①。
二、假设条件与符号说明
Ji为工件i Mj为机器j Pij为Ji在 Mj上的加工时间 ri为Ji的到达时间 di为Ji的完工期限 Ci为Ji完工时间 Cmax最长完工时间 Fi为Ji的流程时间 Fmax为最长流程时间 Li为工件的延迟时间 Lmax为最长延迟时间
三、排序问题的分类和表示法
一、名词术语(续)
“零件”则代表“服务对象”。零件可以 是单个零件,也可以是一批相同的零件 “加工路线”是零件加工经过不同机器 构成的路线。比如,某零件要经过车、 钻、冲、磨的路线加工,我们可以用 M1,M2,M3,M4来表示。 “加工顺序”则表示每台机器加工n个零 件的先后顺序,是排序要解决的问题
生产与运作管理的计算题
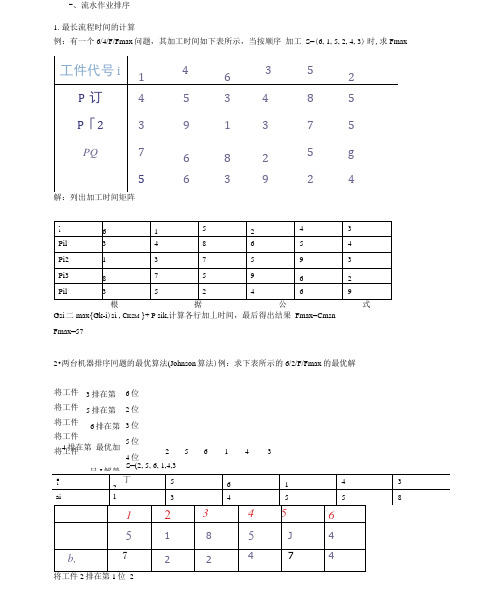
-、流水作业排序1. 最长流程时间的计算例:有一个6/4/F/Fmax 问题,其加工时间如下表所示,当按顺序 加工 S=(6, 1, 5, 2, 4, 3) 时,求Fmax工件代号i 14 6 35 2 P 订 4 5 3 4 8 5 P 「23 9 1 3 7 5 PQ7 6 8 2 5 g563924解:列出加工时间矩阵根 据 公式Gsi 二max{Gk-i )si , C KSM }+ P sik,计算各行加丄时间,最后得出结果 Fmax=CmsnFmax=572•两台机器排序冋题的最优算法(Johnson 算法)例:求下表所示的6/2/F/Fmax 的最优解将工件2排在第1位 2将工件 将工件 将工件将工件将工件 3排在第 5排在第 6排在第 4排在第 最优加6位2位 3位5位4位2 56 1 4 S=(2, 5, 6, 1,4,33由上表可计算出,Fmax =283.—般n/m/F/Fmax问题的最优算法(一)Palmar算法(入i二刀[k-(m+l)/2]P ik k二1, 2,…,m按入i不增的顺序排列」】件)例:有一个4/3/F/Fmax问题,其加工时间如下表所示,用Palmar求解.解:入i二刀[k-(3+l)/2]P ik , k=l,2 , 3入i二-Pil+ Pi3于是,入1=-PU+ P13 =-1+4=3入2二-P21+ P23 =2+5二3入3二-P31+ P33 =-6+8=2入4二-P41+ P43 =-3+2二T按入i不增的顺序排列工件,得到加工顺序(1, 2, 3, 4)和(2, 1, 3, 4 ),经计算,二者都是最优顺序,Fmax=28(二)关键工件法例:有一个4/3/F/Fmax问题,其加工时间如下表所示,用关键工件法求解.3■ ■Pa Pit 24解:由上表可知,力口 u工时间最长的是3号工件,Pil<=Pi3的工件为1和2,按Pil不减的顺序排成Sa=(l,2),Pil>Pi3 的工件为4号工件,Sb= (4),这样得到加工顺序为(1,2, 3,4 )。
【运营管理】第十一章作业排序
11.2.3 n/2排序问题
• 是指n种工件在2台机器设备上进行加工的排 序问题。
• 当两台设备上流水加工工件所用的完工时间 最少时,第二台设备的闲置时间也得到最小 化。
Johnson算法
使用条件: 1、排序的目标是使全部完工时间最小 2、工件在两台设备上的加工顺序完全相同 3、所有工件同时到达第一台设备等待加工 4、每种工件在每台设备上的加工时间均已知
例题
• 假设某银行的一个储蓄所有8名储蓄工作人员,储蓄 所根据历史数据,估计每天顾客对储蓄工作人员的需 求量数据如下表。该所的所长需要为这8名储蓄工作 人员安排工作日,在不影响服务水平的前提下,使这 8名员工每周都能享受2天连续的休息日,并且尽量安 排在周末休息。另外,所长还想了解根据目前的客户 量,储蓄工作人员数是否能够满足需求,是存在人员 不足的问题,还是人员冗余的问题。
1 2 n
Mห้องสมุดไป่ตู้
a11 a21
a12 a22
a1n a2n
1 2
aij表示工件j(j 1,2,, n)在设备i(i 1,2)的加工时间。
假设有六个工件(ABCDEF)需要在机床X和Y上加工, 加工顺序是先X后Y,每个工件所需加工时间(单位:
小时)见表,管理者希望找到一个最优化的排序方 案,使所有工件的加工总时间最少。
顾客到达
排队规则
排队系统
服务机构
顾客离去
排队规则
• 先到先服务 • 后到先服务 • 随机服务 • 有优先权的服务
服务结构
• 是指提供服务的服务人员数或者服务台数量。
2)调整顾客到达率的措施
• 采用预约系统 • 采用预订系统 • 采用差异定价措施
11.3.2服务人员排序
流水作业排列排序问题
C3(2)
P23
Fmax= Cm(sn)
GWM-PPT V2010.1
汇报人:杨猛
2、最长流程时间Fmax的计算
例题:6/4/p/ Fmax,其加工时间如表1所示
J1(精灵 精灵) 精灵 M1(冲压) M2(焊装) M3(涂装) M4(总装) M4( ) 4 4 5 4 J2(炫丽 炫丽) 炫丽 2 5 8 2 J3(酷熊 酷熊) 酷熊 3 6 7 4 J4(凌傲 凌傲) 凌傲 1 7 5 3 4 4 5 3
序列A为(2,5,6,1),序列B为(4,3),构 成最优顺序为(2,5,6,1,4,3)
J2 M1 M2
GWM-PPT V2010.1
J5 3 7
J6 4 4
J1 5 7
汇报人:杨猛
J4 5 4
J3 8 2
1 2
3、n/m/p/ Fmax问题的启发式算法
J1 M1 M2 M3 M4 3 7 4 5 J2 12 4 8 7 J3 9 6 7 11 J4 4 8 1 5 J5 5 5 3 9 J6 6 10 12 2
汇报人:杨猛
J4 113 727 535 338
J3 316 633 742 446
22 57 512 113
三、约翰逊算法及其启发式算法
GWM-PPT V2010.1
汇报人:杨猛
1、n/2/P/Fmax 约翰逊算法
◆Johnson算法:一短、二看、三排序
J3 J1 M1 M2 2 8 7 3 J2 5 4 J1 J3 8 2 3 7
表1
J5(腾翼) J6(哈弗) 腾翼) (哈弗) 腾翼 2 5 5 1
生产管理课件 11作业排序
加工周期为46
课堂作业:求Fmax.
表3顺序S下的加工时间矩阵
i P i1 P i2 P i3 P i4
1 2 3 4 56
3
3
3 6 4 10 212 113 316
25 511 415 318 725 631
510 415 520 727 532 436
111 217 323 229 335 137
2、关键工件法
(1)计算每个工件的总加工时间,找出加工时间最长 的工件C,将其作为关键工件;
(2)对于余下的工件若Pi1≤Pim,则按Pi1不减的顺序排 成一个序列Sa,若Pi1>Pim,则按Pim不增的顺序排列成 一个序列Sb。 (3)顺序( Sa,C,Sb)即为所求顺序。
关键工件法求近优解举例
参数表示法:
n /m /P / Fmax所有零件在每台机器上的 加工顺序相同。如在M1上都是第一道工 序,M2上都是第二道工序。
n /m /F / Fmax不同零件在每台机器上的 加工顺序不同。如零件1在M1上不加工, 在M2上才是第一道工序;而零件2在M1上 是第一道工序。
第二节 流水作业排序问题
Johnson法则只是一个充分条件,不是必 要条件。不符合这个法则的加工顺序, 也可能是最优顺序。如对例11-2顺序(2 ,5,6,4,1,3)不符合Johnson法则, 但它也是一个最优顺序
对于3台机器的流水车间排序问题,只有 几种特殊类型的问题找到了有效算法。
对于一般的流水车间排列排序问题,可 以用分支定界法。
③ 若所有零件都已排序,停止。否则, 转步骤①。
例题:求表11-3所示的6/2/F/Fmax问题的最优解。
表11-3加工时间矩阵
生产与运作课件:第十一章 作业排序

单班次的连续休息日的服务人员排序问题的算法
服务人员需求量表
1 8 2 7 3 6 4 5 5 10 6 6 7 5
Johnson算法的基本步骤:
(1)列出工件(编号为)在设备1和设备2上加工时间,并 用时间矩阵(表格)表示。 (2)从加工时间中找出最小加工时间。 (3)如果最小加工时间出现在第1台设备,则对应的工件应 尽可能往前排(先加工)。 (4)如果最小加工时间出现在第2台设备,则对应的工件应 尽可能往后排(后加工)。 (5)从加工时间数据矩阵中删去已经排序的工件,重复以 上过程,直到所有的工件排完为止。
第 3节 一、生产控制系统
生产进度控制
生产大纲与主计 划 物料需求计划 作业计划 计划执行 信息反馈
计划层
工作分配 领料单 操作规程 进度表
过程控制 作业统计 进度分析 作业调整
控制层
二、进度控制的工作步骤
(1)生产进度统计 (2)进度差异分析 (3)作业调整 改变作业顺序。 安排加班。 向其他生产环节求援。 利用外协。
步骤 1 4 2 4 3 4 4 4 5 4 6 4
排序结果
备选方案
4 2 5 2
5ቤተ መጻሕፍቲ ባይዱ
1 6 3 6 1 1
5 5 5
2 2 2 4 3 6 1 2 5
• 表12-9中的第2步,由于最小时间是2,有 两种可选的方案,即先选工件2和先选工件 5,最后得出两种不同的排序结果:436152 或436125。 • 两种排序的最长流程时间都是35。故两种 排序都是最优的排序。
排序结果的甘特图表示
1 M1 8 18 26 29 33
M2
10 16 23 32 35 时间 26 30 33
排序(4-3-6-1-5-2)的甘特图 1 8 18
生产运作管理---第十一章_流水作业的排序问题
• • • • • •
将工件2排在第1位 将工件3排在第6位 将工件5排在第2位 将工件6排在第3位 将工件4排在第5位 将工件1排在第4位
2 2 2 2 2 2
5 5 5 5
6 6 6
1
4 4
3 3 3 3 3
• 最优加工顺序为S=(2,5,6,1,4,3), Fmax =28
Johnson算法的改进
2 2 4 5
3 6 2 8
4 3 9 2
举例
i 1 Pi1 1 2 2 3 6 4 3
l=1
Pi3
Pi1+Pi2
9
5
6
8
8
2
12
l=2
Pi2+Pi3
12
9
10
11
当 l=1 时,按 Johnson 算法得到加工顺 序(1 , 2 ,3,4);当 l=2 时,得到加 工顺序(2,3,1,4)。对于顺序(2,3, 1 , 4 ),相应的 Fmax=29。所以,取 顺序(1,2,3,4)。
10
2 2 20 5 30 8 32 2
12
4 1 27 7 35 5 38 3
13
3 3 33 6 42 7 46 4
16
最长流程时间的计算
i
Pi1
举例2
2
6
1
4 4
4
5
6 9
18 24 30 3
3 12 19 32
35 4
5
8 24
16
22 34 44
30 36
48 52
Pi2
Pi3 Pi4
3
1
2 1 8
5
8 7 22
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
假设条件
1.一个工件不能同时在几台不同的机器上加工。 2.工件在加工过程中采取平行移动方式,即当上一道工
序完工后,立即送下道工序加工。 3.不允许中断。当一个工件一旦开始加工,必须一直进
行到完工,不得中途停止插入其它工件。 4.每道工序只在一台机器上完成。 5.工件数、机器数和加工时间已知,加工时间与加工顺
Fi----工件Ji 的流程时间,即工件在车间的实际停留时间,在工
件都已到达的情况下, Fi= Pi+ Wi
Li----工件Ji 的延误时间, Li= Ci- di , Li<=0 按期或完成提前;
Li>0 延误
Fmax----最长流程时间, Fmax=max{Fi}
二、排序问题的分类和表示法
1、排序问题的分类:
排序问题常用四个符号来描述: n/m/A/B
其中, n-----工件数; m-----机器数; A----车间类型; F=流水型排序, P=排列排序 G=一般类型,即单件型排序 B-----目标函数
三、流水作业排序问题
1、最长流程时间Fmax的计算
举例:有一个6/4/p/ Fmax问题,其加工时 间如下表所示。当按顺序S=(6,1,5, 2,4,3)加工时,求Fmax。
(a) J1 - J2 - J3- J4 - J5
A B
30
(b) J4 - J2 - J3- J5 - J1
A B
26
比较
可以看出,初始作业顺序的总加工周期是 30,用约翰逊法排出的作业顺序总加工周 期是26,显然后者的结果优于前者。
两台机器排序问题的算法(续)
I
1
2
3
4
5
6
Ai
5
1
8
5
3
i
12
345
6
Pi1
4
2
Pi2
4
5
Pi3
5
8
pi4
4
2
3142
6745
7555
433
1
最长流程时间的计算
i 61 5243
Pi1 2 2 4 6 410 2 12 113 3 16
Pi2 5 7 411 415 5 20 7 27 6 33
Pi3 512 5 17 5 22 8 30 5 35 7 42
pi4
113
4 21
25 32 38
323
46
4
最长流程时间的计算 举例2
i
146352
Pi1
4 4 5 9 3 12 416 8 24 6 30
Pi2
3 7 9 18 1 19 3 22 7 31 5 36
Pi3
7 14 6 24 8 32 2 34 5 39 9 48
Pi4
5 19 6 30 3 35 9 44 2 46 4 52
设备A 设备B
3 6 715 2 8 643
求解过程
由约翰逊法可知,表5-8中最小加工时间值是1个时间单位,它又是 出现在设备1上,根据约翰逊法的规则,应将对应的工件4排在 第一位,即得: J4 - * - * - * - *
去掉J4,在剩余的工件中再找最小值,不难看出,最小值是2个 时间单位,它是出现在设备2上的,所以应将对应的工件J1排在 最后一位,即: J4 - * - * - * - J1 再去掉J1,在剩余的J2、J3、J5中重复上述步骤,求解过程为: J4 - * - * - J5 - J1 J4 - J2 - * - J5 - J1 J4 - J2 - J3- J5 - J1 当同时出现多个最小值时,可从中任选一个。最后得 J4 - J2 - J3- J5 - J1
第十一章 流水作业的排序问题
一、排序问题的基本概念
排序是确定工件(零部件)在一台 或一组设备上加工的先后顺序。
在一定约束条件下,寻找总加工时 间最短的安排产品加工顺序的方法,就 是生产作业排序。
排序困难性
例如,考虑32项任务(工件),有32!2.61035种 方案,假定计算机每秒钟可以检查1 billion个顺序, 全部检验完毕需要8.41015个世纪。 如果只有16个工件, 同样按每秒钟可以检查1 billion 个顺序计算, 也需要2/3年。 以上问题还没有考虑其他的约束条件, 如机器、人 力资源、厂房场地等,如果加上这些约束条件,所 需要的时间就无法想象了。 所以,很有必要去寻找一些有效算法,解决管理中 的实际问题。
2、两台机器排序问题
两台机器排序的目标是使最大完成时间(总 加工周期)Fmax最短 。
实现两台机器排序的最大完成时间Fmax最短 的目标,一优化算法就是著名的约翰逊法 (Johnson’s Law)。其具体求解过程如下例所 示。
约翰逊-贝尔曼法则
• 约翰逊法解决这种问题分为4个步骤: • (1)列出所有工件在两台设备上的作业时间。 • (2)找出作业时间最小者。 • (3)如果该最小值是在设备1上,将对应的工件排在
4
Bi
7
2
2
4
7
4
• 将工件2排在第1位 • 将工件3排在第6位 • 将工件5排在第2位 • 将工件6排在第3位 • 将工件4排在第5位 • 将工件1排在第4位
2
2
3
25
3
2 56
3
2 56
43
2 56143
• 最优加工顺序为S=(2,5,6,1,4,3), Fmax =28
前面,如果该最小值是在设备2上,则将对应的工件 排在后面。 • (4)排除已安排好的工件,在剩余的工件中重复步 骤(2)和(3),直到所有工件都安排完毕。 •
举例
• AB两台设备完成5个零件的加工任务,每个 工件在设备上的加工时间如下表所示。求总 加工周期最短的作业顺序。
•
设备 \工件编号
J1 J2 J3 J4 J5
• 根据机器数的多少 单台机器的排序问题 多台机器的排序问题
• 根据加工路线的特征 单件作业排序(Job Shop) 流水作业排序(Flow Shop)
• 根据工件到达系统的情况 静态排序 动态排序
• 根据参数的性质 确定型排序 随机型排序
• 根据要实现的目标 单目标排序 多目标排序
2、排序问题的表示法
序无关。 6.每台机器同时只能加工一个工件。
排序常用的符号
Ji----工件i,i=1,2,..n。
Mj ---- 机器j,j=1,2,…,m. di----工件Ji 的完工期限。 pij----工件Ji在机器Mj上的加工时间,j=1,…,m Pi----工件Ji的加工时间, wij----工件Ji在机器Mj前的等待时间, j=1,…,m Wi----工件Ji在加工过程中总的等待时间, Ci----工件Ji 的完成时间,