电焊机技术简介.
电焊机的分类与工作原理
电焊机的分类与工作原理电焊机是一种用于进行金属连接的设备,通过产生高温电弧来加热金属工件并使其熔化,然后通过冷却形成永久的连接。
它广泛应用于制造业、建筑业和维修领域。
1.手动电弧焊机:也称为手持电焊机,是最常见和基本的电焊机类型。
操作人员使用电焊持把手持电焊枪,将电极与工件接触,通过电弧将金属熔化并在两个工件之间产生连接。
2.气体保护焊机:使用气体作为电弧保护剂的焊接方法。
常见的气体保护焊机有氩弧焊、氩弧焊、氩气保护焊、氩气保护焊等。
气体保护焊机可以有效地防止金属接头与空气中的氧气和氮气发生反应,从而提供高质量的焊缝。
3.电阻焊机:通过电流通过金属工件来产生与工件接触表面的高温,使其熔化。
电阻焊机通常用于连接大型金属构件,例如汽车制造、铁路和船舶建造。
4.焊接机器人:使用计算机控制的机器人进行焊接操作的自动化设备。
焊接机器人具有高效率、高精度和重复性的优势,能够在短时间内完成大量的焊接任务。
电焊机的工作原理:电焊机的工作原理是通过电弧放电加热金属工件,使其熔化并形成永久的连接。
具体的步骤如下:1.电弧起弧:操作人员将电焊持把手持电焊枪的电极接触到工作件上,通过电极和工件之间的电流形成电弧放电。
电弧放电时会产生高温,使工件表面熔化并产生熔融池。
2.熔融池形成:在电弧放电的同时,电焊机会提供相应的焊接材料,如焊丝或焊条,将其送入电弧区域。
焊接材料在高温下熔化并混合在一起,形成熔融池。
3.焊接填充:操作人员使用电焊持把手持电焊枪,将焊接材料从熔融池中送入接头部位。
焊接材料的填充可以通过手工控制或自动化控制进行。
4.结冷固化:在填充完毕后,焊缝的两边会逐渐冷却和固化,形成强固的连接。
冷却时间根据焊缝的类型和材料的厚度而定。
5.焊缝清理:在焊接完毕后,可以进行必要的焊缝清理和抛光工作,以提高焊缝的质量和外观。
总结:电焊机的分类包括手动电弧焊机、气体保护焊机、电阻焊机和焊接机器人。
它们的工作原理都是通过电弧放电将金属加热到熔化点,并利用熔融池形成永久连接。
电焊的焊接技术及操作技巧

电焊的焊接技术及操作技巧电焊是一种常用的金属加工方式,它可以将不同种类的金属焊接在一起,形成强大的连接。
电焊操作简单、效率高、范围广,在制造业,建筑业,汽车维修、电子电器维修等领域都得到广泛的应用。
在本文中,我们将介绍电焊的常见焊接技术和操作技巧,以及使用电焊工具时需要注意的事项。
一、常见的焊接技术(一)电弧焊电弧焊是利用电弧将金属加热,使其熔化后形成焊接的技术。
电焊机的正负极设定为电极和工件,当电极接触金属时,会产生电弧,电弧会持续加热金属,使其达到熔点后,金属熔化形成焊点。
电弧焊的使用范围广泛,工件厚度可达数十毫米,是不同金属接合的最常用方式之一。
(二)气焊气焊是利用气体燃烧的热量将焊接材料加热到熔点的一种方法。
它与电弧焊不同,利用的是气焰加热,耗电小,热源稳定,不会烧结或产生电弧火花。
适用于如船舶、油气管道等的大型金属结构的焊接,同时也可以加工钢材、铜材、铝材等。
(三)等离子焊等离子焊是将氢气和氧气混合后送到电极中,形成等离子体,利用等离子体的高温将金属加热到熔点,再通过高压气体将熔化的金属推力压缩成固态的焊缝的方法。
(四)激光焊激光焊是利用激光的高能量密度,将焊接材料局部加热使其熔化,再用激光束控制材料熔化和冷却,形成焊点的方法。
它的作用范围非常广泛,可应用于微型加工和高精度加工等领域。
二、电焊的操作技巧(一)选择合适的电极电焊的选择电极要根据焊接材料的特性来确定,材质不同的焊接材料所需电极也各不相同。
对于基本材料之间的焊接,一般选择碳钢电极;对于汽车修理、制造业等领域的焊接,不锈钢电极或铝电极更为常用。
(二)保持合适的电弧长度合理的电弧长度可以保证焊接的效果,太短的电弧可能会导致焊接不牢固,焊接处的强度不足,太长的电弧会产生大量的热量,易使工件变形或烧开,影响焊接质量。
(三)保持适宜的焊接速度焊接的速度应该恰好适当,既不快也不慢,过快的速度容易引起工件变形,过慢的速度会使焊接产生裂缝或变形。
电焊技术知识点
电焊技术知识点电焊技术是一门重要的现代加工技术,广泛应用于航空航天、机械制造、建筑工程等领域。
掌握电焊技术知识,对于提高工作效率、保障焊接质量至关重要。
本文将介绍电焊技术的基本知识点,帮助读者更好地了解和掌握这一技术。
一、电焊原理电焊是利用电弧热效应使焊接件间产生融化状态,从而实现焊接的一种方法。
电焊机通过直流或交流电源产生电弧,焊接件之间产生高温熔化金属,形成焊缝,达到焊接目的。
电焊的三个基本要素是电源、焊条和工件。
电源提供焊接电流,焊条则是电流的传导体,工件则是最终被焊接的材料。
二、电弧特性电弧是电焊过程中的核心,其稳定性直接关系到焊接质量。
电弧特性有稳定性好、温度高、热效率高等特点。
在电弧燃烧过程中会产生强烈的光辐射和热效应,需要焊工佩戴防护眼镜、手套等防护用具,以免对人身造成危害。
三、电焊工艺电焊工艺是电焊技术应用的重要环节,它包括焊接前的准备工作、焊接参数的设置、焊接过程中的操作技巧和焊后的检查工作。
在焊接前需要清理焊接件表面的氧化物和污垢,以免影响焊接质量。
在焊接过程中,需要控制焊接电流、电压和焊接速度,保证焊接缝的质量。
四、电焊设备电焊设备是电焊工作的重要工具,常用的电焊设备有电焊机、焊钳、焊材、气体保护焊机等。
电焊机是电焊操作的核心设备,通过调节电流、电压、焊接时间等参数来控制焊接质量。
焊钳是传导电弧的工具,选用合适的焊钳可以提高焊接效率。
五、电焊安全电焊作业涉及高温、强光、电击等危险因素,焊工在操作时要严格遵守安全操作规程,佩戴防护用具,保证自身安全。
在室外焊接时,要防止雨水侵入焊机和电焊工件,以免发生短路事故。
结语电焊技术是一门重要的现代加工技术,掌握电焊技术知识对于提高工作效率、保障焊接质量至关重要。
通过对电焊原理、电弧特性、电焊工艺、电焊设备和电焊安全的了解,相信读者能够更好地掌握电焊技术,为工作和学习带来更多的便利和效益。
愿本文能够帮助读者更深入地了解电焊技术,提高焊接技能水平。
电焊机工作原理的核心技术

电焊机工作原理的核心技术电焊机是一种常见的工业设备,其原理和技术在现代建筑、制造业和电子行业中得到广泛应用。
电焊机的核心技术包括电弧的产生、电流调节和金属焊接等方面。
本文将深入探讨电焊机工作的原理和涉及的关键技术。
1. 电弧的产生电焊机通过电弧产生热能,用于熔化焊接材料并连接金属表面。
电焊机的核心技术之一是电弧的产生。
电弧是通过两个金属电极之间的电流放电形成的。
在电焊机中,电极通过电弧杆连接到电源。
当电流通过电极时,它们之间的电流会在电弧杆的碳化物端形成一个电弧。
这个电弧产生高温,使焊接材料熔化。
2. 电流调节电焊机中的另一个核心技术是电流的调节。
电焊机必须能够根据需要调整输出电流,以适应不同焊接材料和焊接条件的要求。
为了实现这一点,电焊机通常配备了电流调节器。
电流调节器控制着电焊机输出电流的大小。
操作人员可以通过调节电流控制器上的旋钮来改变焊接电流。
3. 金属焊接金属焊接是电焊机的主要应用之一。
金属焊接是通过将被连接的金属加热至熔点,并在冷却过程中使其相互连接。
电焊机通过产生高温电弧并通过电流调节器来实现这一过程。
焊接过程中,焊接材料被熔化并与工件表面相连,形成牢固的焊接接头。
4. 其他关键技术除了上述核心技术外,还有一些其他关键技术也是电焊机所涉及的。
例如,电焊机需要具备过载保护功能,以防止电路过载和过热。
过载保护器可以监测电流大小和电源输入,避免对电焊机和操作人员造成损害。
另外,电焊机还需要具备稳定的电源和冷却系统,以确保长时间工作时的性能和可靠性。
结论电焊机的工作原理和核心技术包括电弧的产生、电流调节和金属焊接等方面。
电焊机通过产生和利用电弧来实现焊接作业。
同时,通过电流调节可以根据需要控制输出电流的大小。
金属焊接是电焊机的主要应用之一,它通过将金属材料加热至熔点并与工件表面连接来实现焊接。
此外,电焊机还需要其他关键技术,如过载保护和稳定的电源供应等。
这些技术的应用使得电焊机在工业和建筑行业中具有广泛的应用前景。
点焊机的技术参数
点焊机的技术参数
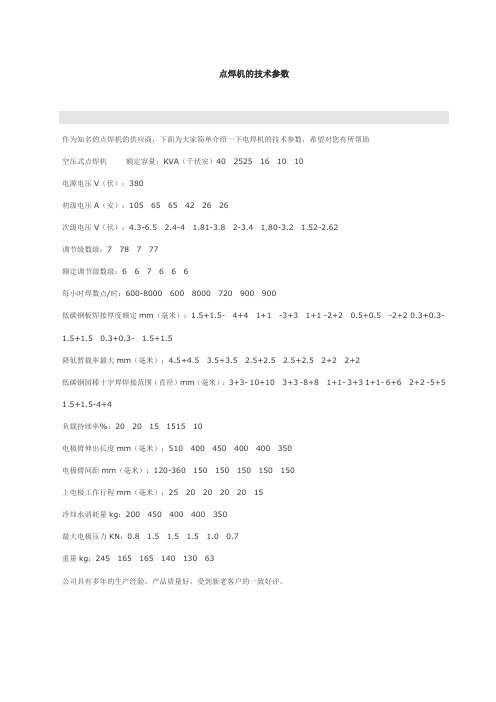
作为知名的点焊机的供应商,下面为大家简单介绍一下电焊机的技术参数,希望对您有所帮助
空压式点焊机额定容量:KVA(千伏安)402525161010
电源电压V(伏):380
初级电压A(安):105 6565422626
次级电压V(伏):4.3-6.5 2.4-4 1.81-3.82-3.4 1.80-3.2 1.52-2.62
调节级数级:778777
额定调节级数级:66766 6
每小时焊数点/时:600-80006008000720900900
低碳钢板焊接厚度额定mm(毫米):1.5+1.5- 4+4 1+1 -3+3 1+1 -2+20.5+0.5 -2+2 0.3+0.3- 1.5+1.5 0.3+0.3- 1.5+1.5
降低暂载率最大mm(毫米):4.5+4.5 3.5+3.5 2.5+2.5 2.5+2.52+22+2
低碳钢园棒十字焊焊接范围(直径)mm(毫米):3+3- 10+103+3 -8+81+1- 3+3 1+1- 6+62+2 -5+5 1.5+1.5-4+4
负载持续率%:202015151510
电极臂伸出长度mm(毫米):510400450400400350
电极臂间距mm(毫米):120-360150150150150150
上电极工作行程mm(毫米):252020202015
冷却水消耗量kg:200450400400350
最大电极压力KN:0.8 1.5 1.5 1.5 1.00.7
重量kg:24516516514013063
公司具有多年的生产经验,产品质量好,受到新老客户的一致好评。
电焊机技术参数
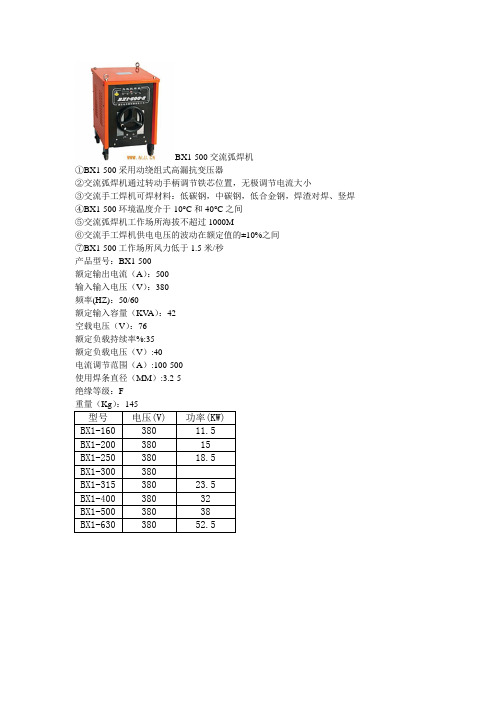
BX1-500交流弧焊机
①BX1-500采用动绕组式高漏抗变压器
②交流弧焊机通过转动手柄调节铁芯位置,无极调节电流大小
③交流手工焊机可焊材料:低碳钢,中碳钢,低合金钢,焊渣对焊、竖焊
④BX1-500环境温度介于-10°C和40°C之间
⑤交流弧焊机工作场所海拔不超过1000M
⑥交流手工焊机供电电压的波动在额定值的±10%之间
⑦BX1-500工作场所风力低于1.5米/秒
产品型号:BX1-500
额定输出电流(A):500
输入输入电压(V):380
频率(HZ):50/60
额定输入容量(KV A):42
空载电压(V):76
额定负载持续率%:35
额定负载电压(V):40
电流调节范围(A):100-500
使用焊条直径(MM):3.2-5
绝缘等级:F
型号电压(V) 功率(KW)
BX1-160 380 11.5
BX1-200 380 15
BX1-250 380 18.5
BX1-300 380
BX1-315 380 23.5
BX1-400 380 32
BX1-500 380 38
BX1-630 380 52.5。
电焊机工作原理的纳米焊接技术

电焊机工作原理的纳米焊接技术在现代社会中,电焊作为一种重要的焊接技术,广泛应用于各行各业。
而电焊机的工作原理是如何实现的呢?近年来,随着纳米科技的发展,纳米焊接技术被引入电焊机中,为电焊行业带来了巨大的变革和创新。
本文将介绍电焊机工作原理的纳米焊接技术,并探讨其在焊接领域的应用前景。
一、电焊机工作原理1. 电焊机的基本构造电焊机由电源、焊接电缆、电极夹、工作夹具等组成。
其中,电源提供所需的电能,焊接电缆将电能传输到焊接点,电极夹与工作夹具则用于固定电极和工件。
2. 电焊机的工作原理电焊机的工作原理是基于电磁感应和电弧的产生。
当电焊机通电时,电流通过焊接电缆和电极夹流动到焊接点,形成电弧放电现象。
电弧产生的高温将焊接点加热,使其熔化,然后冷却凝固,从而实现金属的连接。
二、纳米焊接技术的概念和特点1. 纳米焊接技术的概念纳米焊接技术是指在纳米尺度下实现金属间的连接和焊接。
与传统焊接技术相比,纳米焊接技术具有更高的精度和灵活性,可以实现微观尺度下的精确焊接。
2. 纳米焊接技术的特点纳米焊接技术的特点主要体现在以下几个方面:(1)高精度:纳米焊接技术可以实现纳米级别的金属连接,具有精确焊接的能力。
(2)高效性:纳米焊接技术具有高效的焊接速度和效率,可以在短时间内完成焊接作业。
(3)可控性:纳米焊接技术可以通过精确的参数控制来实现焊接过程的调控和优化。
(4)节能环保:纳米焊接技术采用纳米材料作为焊接介质,减少了能源消耗和环境污染。
三、纳米焊接技术在电焊机中的应用1. 纳米焊接技术与传统焊接技术的比较传统焊接技术存在一些缺点,例如焊接精度低、焊缝质量差、变形严重等问题。
而纳米焊接技术通过引入纳米材料和纳米尺度下的控制,显著提高了焊接精度和焊缝质量,减少了焊接变形。
2. 纳米焊接技术在电焊机中的应用前景纳米焊接技术在电焊机中的应用前景巨大。
首先,纳米焊接技术可以提高焊接的精度和效率,适用于微观尺度下的焊接需求,例如电子器件的组装和微观构件的连接。
电焊机工作原理中的电流控制技术

电焊机工作原理中的电流控制技术电焊机是一种常见的焊接设备,其工作原理主要涉及电流的控制技术。
电流控制技术是电焊机正常运行的基础,合理的电流控制可以确保焊接质量和操作安全。
本文将就电焊机工作原理中的电流控制技术展开论述,介绍其原理、方法和应用。
一、电焊机工作原理电焊机是通过控制电流的强弱来实现焊接的过程。
电焊机依靠电源将交流电转换为直流电,然后通过变压器调整电压,进而产生可调控的电流。
电流经过焊条和焊件时,通过产生的电弧实现熔化和连接。
二、电流控制技术的原理1. 电源控制:电流控制最基本的环节是电源的控制。
电焊机中通常采用的是直流整流电源或者交流变压电源。
直流整流电源通过整流器将交流电转换为直流电,交流变压电源则通过变压器调节电压大小。
2. 变压器控制:变压器是电流调节的关键设备。
变压器的原理是通过一定的线圈变化关系实现输入输出电压的调节。
调节变压器的线圈数目和位置,可以实现对电压的精确控制,进而影响焊接电流的大小。
3. 电阻控制:电焊机还可以通过电阻来调节电流。
通过在电路中增加可变电阻,可以改变电流的通道和大小。
电阻控制可以根据焊接需求,调节电流大小适应不同的焊接材料和厚度,从而提高焊接质量。
三、电流控制技术的方法1. 手动控制:手动控制是电流控制技术中最常见的一种方法。
操作人员通过调整电流旋钮或按钮来手动控制电流大小。
这种方法操作简单,但需要操作人员有一定的经验和技巧,以确保焊接质量。
2. 自动控制:自动控制是电流控制技术中的一种高级方法。
自动控制通过传感器和控制器实现对电流的精确控制。
控制器可以根据焊接材料的类型、工件的大小和形状,自动调整电流的大小和波形,以达到理想的焊接效果。
四、电流控制技术的应用1. 自动焊接:在大规模的工业生产中,电流控制技术广泛应用于自动焊接设备。
通过自动控制,可以实现对大量焊接任务的高效完成,提高生产效率和产品质量。
2. 手工焊接:对于手工焊接操作,电流控制技术仍然是非常重要的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
逆变焊机的命名
GB/T 10249-1988
逆变焊机HT-NB250、350
分体机:可延长焊机与工作 点之间的距离,标准5米, 可定做10米--20米。
一体机:焊枪标准长度3米,可定做5米, 过长将导致出丝阻力增大。
逆变焊机HT-NB200、500
适合:汽车修理行业、钣金加工 厂、钢木家具厂、机械制造等。
第一部分焊机技术简介
三、抽头式保护焊机主要特点: 1:电流分为十档,非常适合汽修厂及 服务站焊接车辆薄板。 2:提前送气、滞后停气功能。 3:选用名厂电气配件, 比如:‘德力西’交流接触器。 4:选用国内第一品牌送丝机‘顶瑞’。 5:选用国际知名品牌焊枪‘阿比泰克’。 6:可以焊接不锈钢。
第一部分焊机技术简介
四、传统保护焊机主要构成:
送丝电机 焊丝盘
温度开关 电抗器
主变压器
整流器模块
风扇电机
问题1:CO2气体保护焊机能焊接不锈钢吗
1:CO2(5-10%)+Ar(95-90%)气作为保护气体(MIG惰性气体) 2:用药芯的焊丝,效率可观,是焊条的5-6倍。 3:焊接前清理干净破口,油,水。等物。如有条件买一些防飞溅物的飞 溅油涂于坡口两侧。 4:焊丝用直径为1.2的最好。电流200A电压30V左右. 5:汽保焊都采用左焊法,就是焊工常说的推焊。角度75度为宜。喷嘴距 离焊件是焊丝直径的10倍,气体流量为每分钟15-20升。要快速单道 焊接,而且窄道焊,排焊。不宜摆动过宽。一般宽度为焊丝的10倍直 径。如果板较薄,汽保焊就不太适应,比如3mm的板。不过角焊缝还 可以勉强焊。还要知道要焊的是什么材料的母材,一般焊材选择原则 是等强度,等成分。或者高合金可以焊接低合金。
适合:工程机械制造、钢结构工程、建 筑工程、管道工程等。
第一部分焊机技术简介
一:逆变式焊机工作原理: 1:将工频(50Hz)交流电220V。 2:经整流器整流变成直流310V。 3:通过大功率开关电子元件 逆变成几kHz~几十kHz的中频高压交流电 4:经高频变压器变压为低压中频交流电。 5:在整流成低压直流电,用于焊接。 AC→DC→AC→DC
问题2:CO2气体保护焊机能焊接铝吗
1: Ar作为保护气体。MIG此种焊接方法适用于铝及铝合金焊接。
2:用特种药芯的焊丝。 3:焊接前清理干净破口,油,水。等物。如有条件买一些防飞溅物的飞 溅油涂于坡口两侧。 4:焊丝用直径为1.2的最好。电流200A电压30V左右。 5:焊接的材料的母材,焊材选择原则是等强度,等成分。 6:我们不推荐客户专门使用特殊功能。 7:可分为三大类:纯铝焊丝,铝镁焊丝,铝硅焊丝。以纯铝焊丝最简单 ,另两种因镁和硅的含量不同又可以分为几种!主要还是要看你的母 材是那种
第一部分焊机技术简介
一、抽头式保护焊机工作原理 1:弧焊机:是利用正负两极在瞬间短路时产生的高温电 弧来熔化电焊条(焊丝)上的焊料和被焊材料,来达到 使它们结合的目的。 2:交流弧焊机:用一个大功率的变压器,将380V/220V交 流电源,变为10V~70V的低电压、大电流的电源。
3:直流弧焊机:就是将低压交流电通过 整流器整流,变 成直流电用于焊接。
问题3:常用焊丝材料有哪几种
① 用于焊接低碳钢低合金钢的焊丝有:H08MnSiA,H08MnSi,H10MnSi ② 用于焊接低合金钢强度钢的焊丝有:H08Mn2SiA,H10MnSiMo, H10Mn2SiMoA。 ③ 用于焊接贝氏体不锈钢钢的焊丝有:H08Cr3Mn2MoA。 ④ 用于焊接抗微气孔焊缝低飞溅的焊丝有:H0Cr18Ni9,H1Cr18Ni9, H1Cr18Ni9Ti。 ⑤ 用于焊接不锈钢薄板的焊丝有:H0Cr18Ni9,H1Cr18Ni9, H1Cr18Ni9Ti,H1Cr18Ni9Nb。 ⑥ 药芯焊丝用薄钢带卷成圆形管,其中填入特殊成分的药粉,以拉制而 成的焊丝。采用药芯焊丝焊接,形成气渣联合保护,焊缝成形好,焊 接飞溅小。常用的药芯焊丝有:YJ502,YJ507,YJ507CuCr,YJ607, YJ707。
非金属焊接: 塑料焊机
我国焊机行业十强企业
1:唐山松下产业机器有限公司 2:凯尔达电焊机有限公司 3:牡丹江欧地希焊接机有限公司 4:上海沪工电焊机制造有限公司 5:浙江肯得焊接设备有限公司 6:小原(南京)机电有限公司 7:青岛裕泽机电有限公司 8:无锡洲翔成套焊接设备有限公司 9:深圳市瑞凌电器有限公司 10:成都华远电器设备有限公司
第一部分焊机技术简介
二、抽头式保护焊机主要功能: 1.抽头式CO2保护焊机可用于钢材(碳钢,合金钢及不锈钢)焊接, 还可以根据不同的合金材质,选择相应的合金焊丝进行焊接。 2.关键技术采用名厂名牌产品,使得整机性能得到保障。 3.具有过流过热保护。 4.生产效率高,比用手工焊条焊接提高效率3倍以上。 5.焊接成本低,只占手工焊接的40%-50%。
第一部分关于焊机的技术说明
重点介绍焊机的性能比较
焊机的分类
熔化极 电弧焊机 非熔化极 熔化焊接 铝热焊机 电渣焊机 电阻点焊机、缝焊机 金属焊接 焊机
MAG(活性气体) CO2焊机 埋弧焊机 M I G(惰性气体)
手工电弧焊 机 氩弧焊机(TIG) 等离子弧焊机 碳弧焊机:碳弧刨
高能焊接:电子束焊机、激光焊机 气焊:氧-乙炔、氧-丙烷、氨-氧 固相焊接:电阻对焊、冷压焊、扩散焊、摩擦焊、爆炸焊、超声波焊 钎焊:分为火焰、感应、炉中、电子束钎焊: 钎焊机(硼砂跑铜)
对电焊机有需求的主要工业领域:
1:汽车制造业 --机器人焊接设备 2:造船行业 --分体式逆变焊机 3:锅炉行业 --CO2保护焊机 4:石油化工设备制造业 --350、500 5:环保设备行业 ---普通焊机 6:工程机械行业 --CO2保护焊机 7:农业机械行业 --普通焊机 8:矿山机械行业 --普通焊机 9:石油管道行业 --埋弧焊机
汇腾焊机产品分类:
抽头式:HT--250A
HT--350A
场效应管:HT--200S 逆变式 IGBT:HT--NB200 HT--NB250 HT--NB350 HT--NB500
焊机国家命名标准:GB/T 10249-1988
HT-250A/350A
焊接定义:焊接是被焊工件的材质(同种或异种),通过加热或加压或两者并用,并 且用或不用填充材料,使工件的材质达到原子间的融和而形成永久性连接的工艺过程。