切削螺纹底孔
螺纹底孔经验判断
螺纹底孔经验判断(1)丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径dO=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径dO=d(螺纹外径)-p (螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度= 所需螺纹的深度+0.7d(3)孔口倒角攻螺纹前要在钻孔的孔口进行倒角,以利于丝锥的定位和切入。
倒角的深度大于螺纹的螺距。
3.攻螺纹的操作要点及注意事项(1 )根据工件上螺纹孔的规格,正确选择丝锥,先头锥后二锥,不可颠倒使用。
(2)工件装夹时,要使孔中心垂直于钳口,防止螺纹攻歪。
(3)用头锥攻螺纹时,先旋入1〜2圈后,要检查丝锥是否与孔端面垂直(可目测或直角尺在互相垂直的两个方向检查)。
当切削部分已切入工件后,每转1〜2 圈应反转1/4 圈,以便切屑断落;同时不能再施加压力(即只转动不加压),以免丝锥崩牙或攻出的螺纹齿较瘦。
攻螺纹前底孔直径的确定攻杯I」螺纹P<1 mm; d°=d—Pmm: do=d— (1.04^k06^ 尸式中’ P—婢距(mm) ?d(?一占头直径(mm);日一螺纹公称直径(mnn) o 攻不邇孔婢奴祜孔滦虞=所需螺孔淫度+。
加另外・也可查表求得;(1)普通螺纹攻螺纹前底孔的钻头直径(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径。
螺纹底孔孔径经验算法

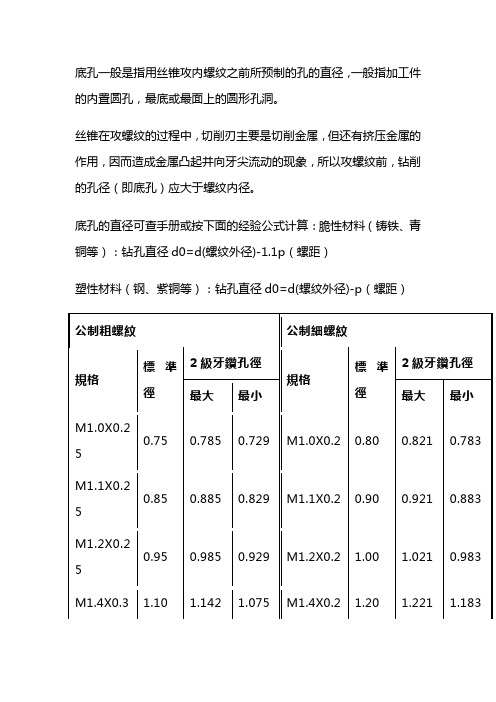
螺纹底孔孔径经验算法攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A外牙公差配合等级)(1B 2B 3B内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹)锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹)锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6公称直径40mm牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n = 25.4 /牙距P牙距P = 25.4 /每吋螺纹数n因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p *直径D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000牙深及牙底径d牙深h =0.6495 * P牙底径d =公称外径D - 2 * h例题:车制外牙3/4"-10UNC20mm长公制牙与英制牙的转换牙距P = 25.4 / (吋螺纹数n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径D = 3 / 4英吋= 25.4 * (3/4) =19.05MM 转速N = (1000周速V) / (圆周率p *直径D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速N = 1575转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d牙深径d =公称外径D-2*h =19.05-2*1.65 = 15.75mm。
螺纹孔底孔尺寸表
5.188
M5.0X0.9
4.10
4.170
3.930
M6.0X0.5
5.50
5.550
5.400
M6.0X1.0
5.00
5.153
4.917
M7.0X0.75
6.30
6.378
6.188
M7.0X1.0
6.00
6.153
5.917
M7.0X0.5
6.50
6.550
6.400
M8.0X1.25
8.00
8.153
7.917
M12X1.75
10.30
10.441
10.106
M9.0X0.75
8.30
8.378
8.188
M14X2.0
12.00
12.210
11.835
M10X1.25
8.80
8.912
8.647
M16X2.0
14.00
14.210
13.835
M10X1.0
9.00
9.153
8.917
M3.0X0.5
2.50
2.599
2.459
M3.0X0.35
2.70
2.721
2.621
M3.0X0.6
2.40
2.440
2.280
M3.5X0.35
3.20
3.221
3.121
M3.5X0.6
2.90
3.010
2.850
M4.0X0.5
3.50
3.599
3.459
M4.0X0.7
3.30
3.422
1.35
螺纹底孔深度计算公式

螺纹底孔深度计算公式螺纹底孔深度计算公式(1)丝锥底孔直径的确定在攻丝过程中,刃口主要是切削金属,但也有挤压金属的作用,导致金属凸出并流向齿尖现象,所以在攻丝前,钻孔(即底孔)应大于螺纹直径。
井底直径可在手册中计算,也可按以下经验公式计算:脆性材料(铸铁、青铜等):孔径D0=D(螺纹直径)-1.1p(螺距)塑料材料(钢、铜等):孔径D0=D(螺纹直径)-P(螺距)(2)为确定盲孔(非多孔孔)螺纹攻丝时的钻孔深度,由于丝锥不能到达底部,孔深应大于螺纹长度。
盲孔深度可按下式计算:孔深=所需螺纹深度+0.7d以下公式可用于普通螺纹座孔直径的简易计算要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙) (公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A 外牙公差配合等级)(1B 2B 3B 内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6 公称直径40mm 牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5 外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n = 25.4 / 牙距P牙距P = 25.4 / 每吋螺纹数n因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p * 直径D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000牙深及牙底径d 牙深h =0.6495 * P牙底径d =公称外径D - 2 * h例题:车制外牙3/4"-10UNC 20mm长公制牙与英制牙的转换牙距P = 25.4 / (吋螺纹数n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径D = 3 / 4英吋= 25.4 * (3/4) =19.05MM转速N = (1000周速V) / (圆周率p * 直径D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速N = 1575 转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d 牙深径d = 公称外径D-2*h =19.05-2*1.65 = 15.75mm。
螺纹底孔直径标准
M7×1
6
6.13(80%)
5.917
6.153
M8×1.25
6.8
6.85(85%)
6.647
6.912
M9×1.25
7.8
7.85(85%)
7.647
7.912
M10×1.5
8.5
8.62(85%)
8.376
8.676
M11×1.5
9.5
9.62(85%)
9.376
9.676
M12×1.75
10.3
19.7(85%)
19.294
19.744
M24×3
21
21.2(85%)
20.752
21.252
M27×3
24
24.2(85%)
23.752
24.252
M30×3.5
26.5
26.6(90%)
26.211
26.771
M33×3.5
29.5
29.6(90%)
29.211
29.771
M36×4
32
32.1(90%)
2.459
2.599
M3.5×0.6
2.9
3.01(75%)
2.850
3.010
M4×0.7
3.3
3.39(80%)
3.242
3.422
M4.5×0.75
3.8
3.85(80%)
3.688
3.878
M5×0.8
4.2
4.31(80%)
4.134
4.334
M6×1
5
5.13(80%)
4.917
5.153
美制细牙((切削)螺纹底孔

美制螺纹底孔 单位:
注:UNC:粗牙系列, UNF:细牙系列,
UNEF:超细牙系列, UN:不变螺距系列, UNS:特殊系列
美制统一螺纹,在英寸制国家广泛采用,该类螺纹分三个系列:粗牙系列UNC,细牙系列UNF,特细牙系列UNFF,外加一个不变螺距系列UN。
标注方法:螺纹直径—每英寸牙数系列代号—精度等级
示例:
粗牙系列 3/8—16 UNC—2A
细牙系列 3/8—24 UNF—2A
特细牙系列 3/8—32 UNFF—2A
不变螺距系列 3/8—20 UN—2A
第一、位数字3/8(分数或小数)表示螺纹外径,单位为英寸,转换为米制单位mm要乘以25.4,即3/8×25.4=9.525mm;
第二、位数字16、24、32、20为每英寸牙数(在25.4mm长度上的牙数);等级。
第三、位以后的文字代号UNC、UNF、UNFF、UN为系列代号,最后两位2A为精度。
螺纹标准(很全)
UNF
美制标准细牙螺纹
尺寸
Nr. 4 Nr. 5 Nr. 6 Nr. 8 Nr. 10 Nr. 12 1/4 5/16 3/8 7/16 1/2 9/16 5/8 3/4 7/8 1“ 1 1/8“ 1 1/4“ 1 3/8“ 1 1/2“
公称�直�径 螺距 t.p.i. 底孔直径
2,845
19
16,662
19
20,955
14
26,441
14
33,249
11
41,910
11
47,803
11
59,614
11
6,55 8,60 11,50 15,00 18,50 24,00 30,25 39,00 44,85 56,50
BSF
惠氏细牙螺纹
尺寸
1/4“ 9/32“ 5/16“ 3/8“ 7/16“ 1/2“ 9/16“ 5/8“ 11/16“ 3/4“ 13/16“ 7/8“ 1“ 1 1/8“ 1 1/4“ 1 3/8“ 1 1/2“ 1 5/8“ 1 3/4“ 2“
UNEF 美制标准超细牙螺纹
尺寸
Nr. 12 1/4 5/16 3/8 7/16 1/2 9/16 5/8 11/16 3/4 13/16 7/8 15/16 1“ 1 1/16“ 1 1/8“ 1 3/16“ 1 1/4“ 1 5/16“ 1 3/8“ 1 7/16“ 1 1/2“
138
公称直径 螺距���t.�p��.i�. 底孔直径
底孔直径
1,45 1,60 1,75 2,05 2,50 2,90 3,30 3,70 4,20 5,00 6,00 6,80 7,80 8,50 9,50 10,20 12,00 14,00 15,50 17,50 19,50 21,00 24,00 26,50 29,50 32,00 35,00 37,50 40,50 43,00 47,00 50,50 54,50 58,00
数控机床钻孔、攻丝切削参数
0.5
0.7 0.8 1 1.25
100 100 100 100 100 100
100
1.5 1.75 2
2 2.5 2.5 3 1.5
80
7:
1、先铣削上表面,再加工螺纹,若表面无要求,则可不铣面。 2、加工螺纹的方法:中心钻点孔 钻底孔 底孔倒角
丝锥进给=丝锥转速*牙距
,
数控铣常用普通螺纹钻孔参数表
普通螺纹 M3*0.5 M4×0.7 M5×0.8 M6×1 M8×1.25 M10×1.5 M12×1.75 M14*2 M16×2 M18×2.5 M20×2.5 M24×3 M24*1.5 底孔 2.5 3.3 4.2 5.1 6.8 8.5 10.5 12 14 15.5 17.5 21 22 钻头转速 钻头进给 丝锥转速 900 850 800 650 600 520 450 450 450 450 365 350 350 50 50 50 50 50 70 70 50 40 40 50 50 50 100 攻牙Q值 丝锥进给 50 70 80 100 125 150 175 200 160 175 175 210 105
攻丝。
3、孔加工循环的选择,中心钻选用G81,底孔加工选用G83,倒角选用G81,螺纹若是右旋,选用G84,刚性攻牙M29 ,M29后面加转速:例 M29 S100 4、孔加工循环的高度平面选择:a:Z向R高度:对G81、G82,为螺纹孔上表面以上3-5mm,对G84应大些,为3-5mm以上。 b:初始平面高度:为螺纹孔上表面以上10mm。 5、孔底面高度:对底孔钻,考虑到钻头角度以及孔是通孔的因素,取螺纹孔下表面下方0.3D底孔。 注:若攻不通孔螺纹,底孔深度:D钻=图纸深度+0.3*D底孔。 6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,倒角大小根据图纸要求。 7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型, 丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。 9、哈斯机台攻牙时没M29功能。
螺纹底孔深度计算公式
螺纹底孔深度计算公式举个例子,要求bai钻M10的螺纹,du深度20.用的丝锥切削锥是3个牙zhi,则最低深度是20+3*1.5=24.5,注意24.5是孔的有效dao深度,是钻头钻完最深的地方。
其中的1.5是螺距。
总结一下:底孔深度螺纹深度+切削锥牙数*螺距最好是比这个公式再大点,要不在孔底挤住可就废了。
另外,小直径的丝锥有的是尖头的,使用上面的公式要把尖头长度算上去m10的丝深bai20mm,钻头打底孔深是27mm,攻盲孔(不du通孔)的螺纹时,因丝锥不能攻到底,所zhi以孔的深dao度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公称直径d,通孔拧入深度h,盲孔拧入深度h,攻丝深度h1,3,8,6,7.4,10,8,10.5,12,10,12.6,15,12,15.8,20,26,18.10,24,20,23.12,28,24,27.16,36,32,36.20,45,40,45.24,55,48,54.30,70,60,67.36,80,72,80.42,95,85,94NPT螺纹底孔的深度的计算公式如下:底孔深度=螺纹深度+切削锥牙数*螺距NPT 螺纹,属于美国标准的60 度锥管螺纹。
NPT螺纹分一般密封圆柱管螺纹和一般密封圆锥管螺纹。
美制一般密封螺纹圆锥外螺纹的基准平面的理论位置位于垂直于螺纹轴线,与小端(参考平面)相距一个基准距离(L1)的平面内圆柱内螺纹与圆锥外螺纹组成“柱/锥”配合;圆锥内螺纹与圆锥外螺纹组成“锥/锥”配合。
举个例子,要求钻M10的螺纹,深度20.用的丝锥切削锥是3个牙,则最低深度是20+3*1.5=24.5,注意24.5是孔的有效深度,是钻头钻完最深的地方。
其中的1.5是螺距。
总结一下:底孔深度>螺纹深度+切削锥牙数*螺距最好是比这个公式再大点,要不在孔底挤住可就废了。
另外,小直径的丝锥有的是尖头的,使用上面的公式要把尖头长度算上去。
螺纹底孔深度计算公式
刀座快速移动的影响车牙最高转速 N = 4000/ P
刀座快速移动加减速的影响
普通公制螺纹用外径-螺距。
公制螺纹(MM牙)
牙深=0.6495*牙距P
(牙角60度)
内牙孔径=
公称直径-1.0825*P
M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)
(公称直径2ห้องสมุดไป่ตู้mm) (牙距2.5mm)
(内螺纹配合等级6H)
(外螺纹配合等级7g)
左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)
外牙2级公差配合
管螺纹(英制PT)
牙深=0.6403*(25.4/每吋牙数)
(牙角55度)
PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16
3/4英吋管用,每英吋14牙
管螺纹
(PS直螺纹)(PF细牙)
牙深=0.6403*(25.4/每吋牙数)
(牙角55度)
PS 3/4-14 (直形管螺纹)
螺纹底孔深度计算公式
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角
(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)
梯形螺纹
(29度 爱克姆螺纹)
TW26*5 外径26mm,每英吋5牙
方形螺纹
车牙的计算
考虑条件计算公式
公制牙与英制牙的转换每吋螺纹数 n = 25.4 / 牙距 P