板金翻边孔计算公式
(完整版)钣金展开计算方法
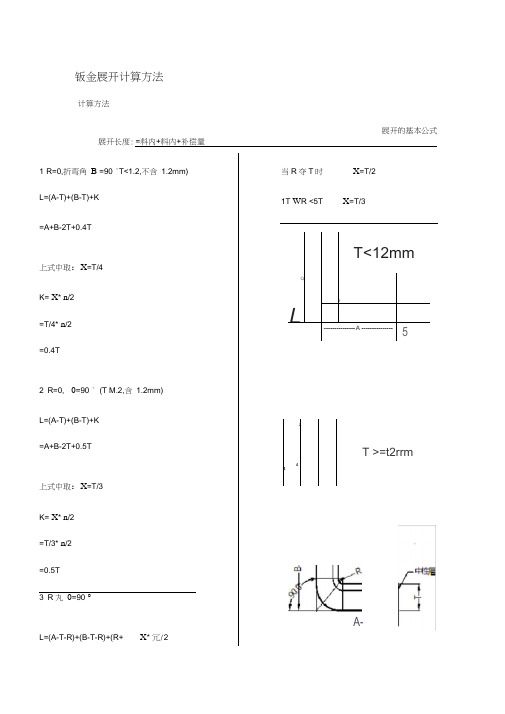
钣金展开计算方法计算方法展开的基本公式展开长度: =料内+料内+补偿量1 R=0,折弯角B =90 °T<1.2,不含1.2mm) L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:X=T/4K= X* n/2=T/4* n/2=0.4T2 R=0, 0=90 ° (T M.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:X=T/3K= X* n/2=T/3* n/2=0.5T3 R 丸0=90 °L=(A-T-R)+(B-T-R)+(R+ X* 冗/2 当R夺T时X=T/21T W R <5T X=T/3T<12mm QJL F--------------- A --------------- 51£ET >=t2rrmA-0 < R <t X=t 4<="" p=""x/t 入=t>(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法•以下相同)4 R=0 0^90 °QT/3L=[A-T*tan (a/2)]+[B-T*tan (a/2)]+T/3*a(a单位为rad,以下相同)5 R丸0却0 °L=[A-(T+R)* tan (a/2)]+[B-(T+R)*tan( a/2)]+(R+ R*a当R夺T时X=T/21T W R <5T QT/30 < R <t = 4<="" p=""></t Z=t>6 Z 折1.计算方法请示上级,以下几点原则仅供参考:r11F CJL=A-T+C+B+K/2 7 Z 折2.C^3T时< 一次成型>:L=A-T+C+B+D+K8抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成的面积. 一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图••• T*AB=(H -EF)*EF+ n*(EF)2/4••• AB={H*EF+( n/4-1)*EF2}/T•••预冲孔孔径=D -2ABTMJ.8 时,取EF=60%T.在料厚T<0.8时,EF的取值请示上级.9方形抽孔1 !41%专—方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致,圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡,当抽孔高度不高时(H爭max)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值•以下Hmax取值原则供参考.当R14MM时:材料厚度T=1.2~1.4 取Hmax =4T材料厚度T=0.8~1.0 取Hmax =5T材料厚度T=0.7~0.8 取Hmax =6T材料厚度T 0.6取Hmax =8T当R<4MM 时,请示上级.10压缩抽形1 (Rd旨.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd旨.5T时,求D值计算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2PB11压缩抽形2 (Rd>1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D 的圆相切的圆弧.当Rd>1.5T 时:按相应折弯公式计算•D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/212卷圆压平图(a):展开长度_=A+B-0.4T图(b):压线位置尺寸A-0.2T图(c): 90 °折弯处尺寸为A+0.2T图(d):卷圆压平后的产品形状13侧冲压平图(a):展开长度_=A+B-0.4T图(b):压线位置尺寸A-0.2T图(c): 90 °折弯处尺寸为A+1.0T图(d):侧冲压平后的产品形状14综合计算如图:_=料内+料内+补偿量=A+B+C+D+中性层弧长(AA+BB+CC)(中性层弧长均按“中性层到板料内侧距离入=T/3 ”来计算)备注:a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例381取3.9.有特殊公差时除外例:①3.80+0.050 取①3.84.c产品图中未作特别标注的圆角,一般按R=0展开.附件一:常见抽牙孔孔径一览表说明:1以上攻牙形式均为无屑式•2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 ①2.75 M3.50 ①3.20 M 4 ①3.65 # 6-32 ①3.10在R丸,注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
内翻边底孔计算公式
内翻边底孔计算公式内翻边底孔是一种常见的结构设计中使用的孔洞形式,它通常用于连接不同部件或者用于固定螺栓。
在实际的工程设计中,计算内翻边底孔的尺寸是非常重要的,因为合适的尺寸可以确保孔洞的强度和稳定性。
本文将介绍内翻边底孔的计算公式和一些相关的设计原则。
内翻边底孔的计算公式通常包括孔洞直径、边缘距离和边缘半径等参数。
其中,孔洞直径是孔洞的实际直径,边缘距离是孔洞边缘到材料边缘的距离,边缘半径是孔洞边缘的半径。
这些参数的计算公式可以根据具体的工程要求和材料特性进行调整,但是一般情况下,可以使用以下的基本公式进行计算:孔洞直径 = 螺栓直径 + 1.5mm。
边缘距离 = 1.5 孔洞直径。
边缘半径 = 0.5 孔洞直径。
在计算内翻边底孔的尺寸时,需要考虑到材料的强度和稳定性。
通常情况下,内翻边底孔的尺寸应该尽可能大,以提高孔洞的强度和稳定性。
然而,过大的孔洞直径和边缘距离可能会导致材料的强度下降,因此在设计时需要进行合理的权衡。
除了孔洞尺寸的计算,内翻边底孔的设计还需要考虑到孔洞的位置和布局。
通常情况下,内翻边底孔应该尽可能靠近材料的边缘,以提高孔洞的稳定性。
此外,孔洞的布局也需要考虑到螺栓的位置和数量,以确保螺栓能够正确地连接不同的部件。
在实际的工程设计中,内翻边底孔的计算公式和设计原则可以根据具体的材料和工程要求进行调整。
然而,基本的计算公式和设计原则可以作为设计的参考,以确保内翻边底孔的尺寸和布局能够满足工程的要求。
总之,内翻边底孔的计算公式和设计原则是工程设计中非常重要的一部分,它可以确保孔洞的强度和稳定性。
在实际的工程设计中,设计人员需要根据具体的工程要求和材料特性进行合理的调整,以确保内翻边底孔能够满足工程的要求。
钣金翻边工艺简介

a)伸长类平面翻边 b)伸长类曲面翻边 图2.1.1 伸长类翻边
1-凹模 2-顶料板 3-凸模 图2.1.2 伸长类曲面翻边凸模形成的修正 图2.1.3曲面翻边时的冲压方向
7/13
二.外缘翻边
➢2.压缩类翻边
如图2.2.1a为沿不封闭外凸曲线进行的平面翻边,图2.2.1b为压缩曲面翻边。它们的共同点是变形 主要在切向压力的作用下产生切向压缩,在变形过程中才捞容易起皱。其变形程度ε压=b/R+b
由于翻边后材料要变薄,为了保 证竖边的尺寸和精度,凸,凹模间隙 可小于材料原始厚度t,一般可取单 边间隙Z/2为:
Z/2=(0.75~0.85)t 式中系数0.75用于拉深后孔的翻边 系数0.85用于平坯料孔的翻边
图2.2.5 圆孔翻边凸模的形状和尺寸
5/13
一.内孔翻边
3.非圆孔翻边
图3.1.1为非圆孔翻边,从变形情况看,可以沿孔分成Ⅰ,Ⅱ,Ⅲ三种不同的变形区,其中只有Ⅰ区 属于圆孔翻边变形, Ⅱ区为直边,属于弯曲变形,而Ⅲ区和拉深变形情况相似。由于Ⅱ和Ⅲ区两部分 的变形性质可以减轻Ⅰ部分的变形程度,因此非圆孔翻边系数Kf(一般指小圆部分的翻边系数)可小于圆 孔翻边系数,两者的关系大致是:
模具结构问题
翻边不良一 边高一边低
工艺安排及制程设 计问题
翻边太小 2)冲头表面粗糙 1)预冲孔毛刺大 2)预冲孔太小 1)材料翻边系数小于许用翻边系数 2)润滑不良 1)冲头上废料未清净 2)速控比太大 1)冲头弧面大小不均 2)冲头光洁度差 3)凸凹模间隙太大 4)冲头断掉 1)冲头与原底孔是否同心 2)预冲孔偏位 3)预冲孔偏大 4)模具未下到位 5)送料是否到位 1)磨损后间隙太大 2)预冲孔尺寸偏大 3)翻边冲头直径太小或磨损
(完整版)钣金件的展开计算---准确计算

精心整理钣金中的展开计算一、钣金的计算方法概论钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。
其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。
通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。
总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。
为了更好地理解在钣金设计的计算过程中的一些基本概念,先了解以下几点:1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法3、K 因子的定义,实际中如何利用K 因子,包括用于不同材料类型时K 因子值的适用范围二、折弯补偿法为更好地理解折弯补偿,请参照图 1 中表示的是在一个钣金零件中的单一折弯。
图2是该零件的展开状态。
折弯补偿算法将零件的展开长度(LT) 描述为零件展平后每段长度的和再加上展平的折弯区域的长度。
展平的折弯区域的长度则被表示为“折弯补偿”值(BA) 。
因此整个零件的长度就表示为方程(1):LT=D1+D2+BA(1)折弯区域(图中表示为淡 *** 的区域)就是理论上在折弯过程中发生变形的区域。
简而言之,为确定展开零件的几何尺寸,让我们按以下步骤思考:1、将折弯区域从折弯零件上切割出来2、将剩余两段平坦部分平铺到一个桌子上3、计算出折弯区域在其展平后的长度4、将展平后的弯曲区域粘接到两段平坦部分之间,结果就是我们需要的展开后的零件图 15.K- 因子法K-因子是描述钣金折弯在广泛的几何形状参数情形下如何弯曲/展开的一个独立值。
也是一个用于计算在各种材料厚度、折弯半径 /折弯角度等广泛情形下的弯曲补偿 (BA) 的一个独立值。
图 4 和图 5 将用于帮助我们了解 K-因子的详细定义。
钣金翻边成型尺寸计算公式

钣金翻边成型尺寸计算公式钣金翻边成型是一种常见的金属加工工艺,通过对金属板材进行弯曲和翻边,可以制作出各种形状和尺寸的金属零件。
在进行钣金翻边成型时,需要准确计算翻边后的尺寸,以确保最终产品的质量和精度。
本文将介绍钣金翻边成型尺寸计算的公式和方法。
一、翻边成型的基本原理。
在进行钣金翻边成型时,需要考虑金属板材的强度、弹性模量和厚度等因素。
翻边成型的基本原理是利用金属板材的弹性变形特性,通过施加力量使其产生弯曲变形,从而得到所需的形状和尺寸。
在进行翻边成型时,需要考虑到金属板材的弯曲半径、角度和余量等因素,以确保最终产品的尺寸和形状符合要求。
二、翻边成型尺寸计算公式。
1. 翻边后的长度计算公式。
翻边后的长度可以通过以下公式进行计算:L=2π(R+tan(α/2)×t)×(180-α)/(180×cos(α/2))。
其中,L为翻边后的长度,R为翻边的内半径,α为翻边角度,t为金属板材的厚度。
通过这个公式可以计算出翻边后的长度,从而确定所需的金属板材的长度。
2. 翻边后的宽度计算公式。
翻边后的宽度可以通过以下公式进行计算:W=2π(R+tan(α/2)×t)。
其中,W为翻边后的宽度,R为翻边的内半径,α为翻边角度,t为金属板材的厚度。
通过这个公式可以计算出翻边后的宽度,从而确定所需的金属板材的宽度。
3. 翻边后的高度计算公式。
翻边后的高度可以通过以下公式进行计算:H=R(1-cos(α/2))。
其中,H为翻边后的高度,R为翻边的内半径,α为翻边角度。
通过这个公式可以计算出翻边后的高度,从而确定所需的金属板材的高度。
通过以上的计算公式,可以准确计算出翻边后的尺寸,从而确定所需的金属板材的尺寸和形状。
在实际应用中,可以根据具体的要求和条件进行调整和优化,以满足不同的生产需求。
三、翻边成型尺寸计算的注意事项。
在进行翻边成型尺寸计算时,需要注意以下几个方面:1. 考虑金属板材的强度和弹性模量,以确保翻边成型后不会产生过度的变形和裂纹。
钣金翻边工艺简介.ppt

一.内孔翻边
表1.1.2 低碳钢圆孔的极限翻边系数 Kmin
翻边凸模 底孔加
形状
工方法
材料相对厚度d/t
100 50 35 20 15 10
8 6.5
5
3
1
球头凸模
钻孔去 毛刺
冲孔模 冲孔
0.70 0.60 0.52 0.45 0.40 0.36 0.33 0.31 0.30 0.25 0.20 0.75 0.65 0.57 0.52 0.48 0.45 0.44 0.43 0.42 0.42 -
1.1.1b所示的冲件坐标网格的变化可以看出:坐标网格由扇形变为矩形,说明金属沿切向伸长,愈靠近 口伸长越大。同心圆之间的距离变化不明显,即金属在径向变形很小。竖边的壁厚有所减薄,尤其在孔 口处减薄较为明显。由此不难分析,翻孔时坯料的变形区是d和D1之间的环形部分。变形区受两向拉应 力—切向拉应力σ 1和σ 3的作用( 图1.1.1c );其中切向拉应力是最大主应力。在坯料孔口处,切向拉应 力达到最大值。因此,圆孔翻边的成型障碍在于孔口边缘被拉裂。破裂的条件取决于变形程度的大小。 变形程度以翻边前径d与翻边后孔径D的比值K来表示,即:
图1.2.1平板坯料翻边尺寸计算
在进行翻边之前,需要在坯料上加工出待翻边的孔,其孔径d按弯曲展开的原则求出,即
式中符号均表示图1.2.1中
?d=D-2(H-0.43r-0.72t)
(1.2.2)
竖边高度则为
H=(D-d/2)+0.43r+0.72t 或
H=D/2(1-K)+0.43r+0.72t 如以极限翻边系数K min 代入,便求出一次翻边可达到的极限高度为
H Max=D/2(1-KMin)+0.43r+0.72t
钣金展开计算方法

要考
. 见图
的大
来
备注:
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.
c 产品图中未作特别标注的圆角,一般按R=0展开.
附件一:常见抽牙孔孔径一览表
注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机
注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
(完整版)钣金展开计算

关于钣金中的展开计算4.1 R=0,折彎角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*/2=T/4*π/2=0.4T4.2 R=0, θ=90°(T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T4.3 R≠0θ=90°L=(A-T-R)+(B-T-R)+(R+λ)*π/2當R ≧5T時λ=T/21T≦R <5T λ=T/30 < R <T λ=T/4(實際展開時除使用尺寸計算方法外,也可在確定中性層位置後,通過偏移再實際測量長度的方法.以下相同)4.4 R=0 θ≠90°λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a單位為rad,以下相同)4.5 R≠0θ≠90°L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a當R ≧5T時λ=T/21T≦R <5T λ=T/30 < R <T λ=T/44.6 Z折1.計算方法請示上級,以下幾點原則僅供參考: (1)當C≧5時,一般分兩次成型,按兩個90°折彎計算.(要考慮到折彎沖子的強度)L=A-T+C+B+2K(2)當3T<C<5時<一次成型>:L=A-T+C+B+K(3)當C≦3T時<一次成型>:L=A-T+C+B+K/24.7 Z折2.C≦3T時<一次成型>:L=A-T+C+B+D+K4.8 抽芽抽芽孔尺寸計算原理為體積不變原理,即抽孔前后材料體積不變;ABCD四邊形面積=GFEA所圍成的面積.一般抽孔高度不深取H=3P(P為螺紋距離),R=EF見圖∵T*AB=(H -EF)*EF+π*(EF)2/4∴AB={H*EF+(π/4-1)*EF2}/T∴預沖孔孔徑=D – 2ABT≧0.8時,取EF=60%T.在料厚T<0.8時,EF的取值請示上級.4.9 方形抽孔方形抽孔,當抽孔高度較高時(H>Hmax),直邊部展開與彎曲一致, 圓角處展開按保留抽高為H=Hmax的大小套彎曲公式展開,連接處用45度線及圓角均勻過渡, 當抽孔高度不高時(H≦Hmax)直邊部展開與彎曲一致,圓角處展開保留與直邊一樣的偏移值.以下Hmax取值原則供參考.當R≧4MM時:材料厚度T=1.2~1.4取Hmax =4T材料厚度T=0.8~1.0取Hmax =5T材料厚度T=0.7~0.8取Hmax =6T材料厚度T≦0.6取Hmax =8T當R<4MM時,請示上級.4.10壓縮抽形1 (Rd≦1.5T)原則:直邊部分按彎曲展開,圓角部分按拉伸展開,然后用三點切圓(PA-P-PB)的方式作一段與兩直邊和直徑為D的圓相切的圓弧.當Rd≦1.5T時,求D值計算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/24.11壓縮抽形2 (Rd>1.5T)原則:直邊部分按彎曲展開,圓角部分按拉伸展開,然后用三點切圓(PA-P-PB)的方式作一段與兩直邊和直徑為D的圓相切的圓弧.當Rd>1.5T時:l按相應折彎公式計算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/24.12捲圓壓平圖(a): 展開長度L=A+B-0.4T圖(b): 壓線位置尺寸A-0.2T圖(c): 90°折彎處尺寸為A+0.2T圖(d): 捲圓壓平後的產品形狀4.13側沖壓平圖(a): 展開長度L=A+B-0.4T圖(b): 壓線位置尺寸A-0.2T圖(c): 90°折彎處尺寸為A+1.0T圖(d): 側沖壓平後的產品形狀4.14 綜合計算如圖:L=料內+料內+補償量=A+B+C+D+中性層弧長(AA+BB+CC)(中性層弧長均按“中性層到板料內側距離λ=T/3”來計算)備註:a標注公差的尺寸設計值:取上下極限尺寸的中間值作為設計標准值.b孔徑設計值:一般圓孔直徑小數點取一位(以配合沖頭加工方便性),例:3.81取3.9.有特殊公差時除外,例:Φ3.80+0.050取Φ3.84.c 產品圖中未作特別標注的圓角,一般按R=0展開.附件一:常見抽牙孔孔徑一覽表料厚0.6 0.8 1.0 1.2類型M3 3.5 3.7 4.0 4.2M3.5 3.9 4.2 4.4 4.7M4 4.4 4.6 4.9 5.1#6-32 3.8 4.1 4.3 4.6附件二:常見預沖孔孔徑一覽表料厚0.6 0.8 1.0 1.2在R≠0,θ=90°时;的折弯系数列表:(单位:mm)注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。