模具翻边的设计
设计计算翻边、翻孔
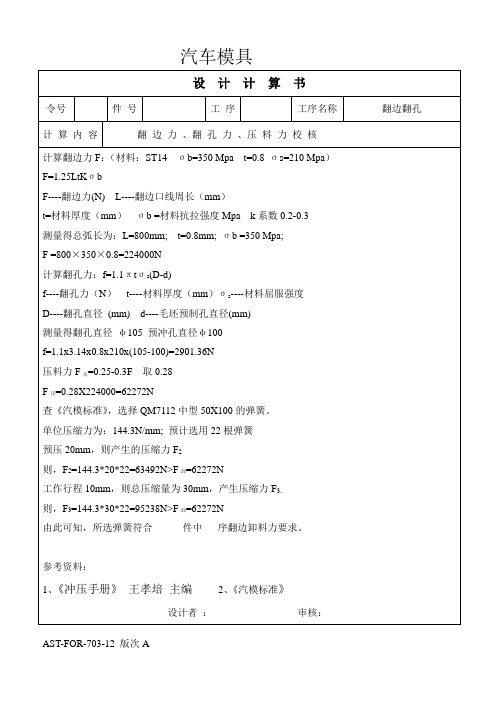
计算翻孔力:f=1.1πtσs(D-d)
f----翻孔力(N)t----材料厚度(mm)σs----材料屈服强度
D----翻孔直径(mm) d----毛坯预制孔直径(mm)
测量得翻孔直径φ105预冲孔直径φ100
f=1.1x3.14x0.8x210x(105-100)=2901.36N
汽车模具
设计计算书
令号
件号
工序
工序名称
翻边翻孔
计算内容
翻边力、翻孔力、压料力校核
计算翻边力F:(材料:ST14σb=350 Mpa t=0.8σs=210 Mpa)
F=1.25LtKσb
F----翻边力(N) L----翻边口线周长(mm)
t=材料厚度(mm)σb =材料抗拉强度Mpa k系数0.2-0.3
压料力F压=0.25-0.3F取0.28
F压=0.28X224000=62272N
查《汽模标准》,选择QM73N/mm;预计选用22根弹簧
预压20mm,则产生的压缩力F2
则,F2=144.3*20*22=63492N>F卸=62272N
工作行程10mm,则总压缩量为30mm,产生压缩力F3。
则,F3=144.3*30*22=95238N>F卸=62272N
由此可知,所选弹簧符合件中序翻边卸料力要求。
参考资料:
1、《冲压手册》王孝培主编2、《汽模标准》
设计者:审核:
AST-FOR-703-12版次A
内外缘翻边模具设计

摘要通过对冲裁工件工艺的正确分析,设计了一副一模一腔的翻边模。
本设计详细地叙述了模具成型零件包括凸模、凹模及其他零件如卸料板、固定板、垫板、导柱、导套等的设计,重要零件的工艺参数的选择与计算,并对着重对模具的设计部分作了详细介绍。
关键词模具设计翻边模具AbstactBy blanking of the workpiece to the correct analysis, design a model of a cavity in a row kind of cross-blank die. Design of the detailed description of the mold components, including punch, die and other components such as discharge plate, plate, plate, Pillar I. sets in the design and fabrication process, important parts of the process parameters and options, Blanking agencies and discharge devices and other structural design process, and focuses on the design of the mold gave a detailed briefing.Key words die design cross-nesting blanking Die目录摘要 -------------------------------------------------------------------------------------------------------------------- 0目次 ----------------------------------------------------------------------------------------------------------------- 2 第1章引言 --------------------------------------------------------------------------------------------------------- 31.1 本课题的意义、目的、研究范围及要达到的要求------------------------------------------- 3 1.2 本课题在国内外的发展概况及存在的问题 ---------------------------------------------------- 4 1.3 本课题的指导思想及应解决的主要问题 ------------------------------------------------------- 5 第2章模具设计程序及步骤------------------------------------------------------------------------------------- 6 2.1 冲件工艺分析------------------------------------------------------------------------------------------ 62.1.1 翻边工件的形状、尺寸、精度、断面质量、装配关系分析 ------------------------ 62.1.2 模具的结构形式、材料选用----------------------------------------------------------------- 72.2 模具工艺计算------------------------------------------------------------------------------------------ 72.2.1 计算毛坯尺寸,合理排样并绘制排样图,计算出材料利用率--------------------- 72.2.2 翻边工序的计算 ------------------------------------------------------------------------------ 141)核算能否采用一次翻边达到零件要求的高度-------------------------------------------- 14K代入式(2-6)中------------------------------------------ 14 根据表2-2取极限翻边系数min2.2.3 确定压力机公称压力 ------------------------------------------------------------------------ 152.3.选定定位元件 -------------------------------------------------------------------------------------- 182.3.1.4固定板、垫板设计与标准------------------------------------------------------------------ 192.3.1.5导向零件的种类和标准的确定 ----------------------------------------------------------- 202.3.1.6紧固件与模具定位件的标准与确定 ----------------------------------------------------- 232.3.1.7模柄与标准 ------------------------------------------------------------------------------------ 242.3.1绘制模具总体结构草图,初步计算并确定模具闭合高度,概算模具外形尺寸 25 第3章结论--------------------------------------------------------------------------------------------------------- 27 第4章结束语------------------------------------------------------------------------------------------------------ 28 致谢----------------------------------------------------------------------------------------------------------------- 29 参考文献 ------------------------------------------------------------------------------------------------------------- 30第1章引言大学四年的本科学习即将结束,毕业设计是其中最后一个环节,是对以前所学的知识及所掌握的技能的综合运用和检验。
冲压模具毕业设计 翻边模的设计

基本内容及拟解决的主要问题:
1)设计落料模具
2)设计液压拉深模具
3)设计翻边模具
4)设计卷边模具
落料模具的设计主要是为了得到圆形板料的设计,根据逆向设计和理论要求,确定圆形板料的尺寸,根据圆形板料的尺寸来设计落料模具。在落料模设计的过程中,对板料的利用率进行计算,使其符合经济实用的要求[4]。在对落料模的设计中,根据其它相关类似模具的设计,落料模设计成通用的落料模结构。同时对落料冲压力进行计算来选择相对应的压力机。根据设计的数据,利用Solidworks软件画出三维模型。
Analysis of the complexity of the shade of such a shape, thin-walled parts of the structural characteristics.Easy for die-casting in the formation of cracks, lack of defects in the tensile properties of the process, and in accordance with the requirements of theoretical analysis and data based on the use of Solidworks 3D solid modeling software, and the provisions of unknown size. Then calculated using the three-dimensional entities, the quality of parts, in accordance with Solidworks software to design parts of the quality of the target plate thickness the diameter of the circular blank. According to the original blank diameter to determine the number of dimensions for the design and follow-up to provide a basis for research. At the same time, the use of Solidworks software or other three-dimensional software model of the stamping feasibility analysis and design, use of software related to shade Mold mold design.
翻边模具
1,向上翻边;2,向下翻
边;3,上下双活翻边;4, 侧翻整形
1,向上翻边:
下模+托料芯
上模
常规上翻:示例:AC274,V102 标准上翻机构:示例:AB455 非标上翻机构:示例:AB455
2,向下翻边:
下模
上模+压料芯
事例:AC251,V338
3,上下双活翻边:
事例6:AA734:滑车为直推形式。 (兼两侧平推三功能)
下模+托料芯
上模+压料芯
事例:AC861,V342
4,侧翻整形:
事例1:V013:滑车为侧推平推形 式,侧翻边为吊翻,侧翻
事例2:AC22229:滑车为滚轴形 式
事例4:AB818: 滑车为拉车形式 (侧翻驱动器为固定在下模和在滑 车上两种形式)
事例5:T748: 滑车为拉车形式,带 侧压料芯。
弯曲翻边复合模具设计

的方法 。弯 曲侧边的孔 , 从孔边到弯曲半径 中心的 距离为 0 5 m, .r 查表[可知零件上 的孔位于弯曲变 a 2 ] 形 区之 内, 而且其尺寸要求 比较 高, 尺寸要求为, 属
收稿 日期 :o 2 4 7 2 1 一O —2
大批量 , 需要成形的尺寸 比较多 , 但零件的精度要求 不是很高, 故采用方案三_ 。 2 ]
第 2 卷第 2 2 期 2012年 6月
陕 西 国防工 业 职业 技 术 学 院学 报
J u n l fS a n iI siu eo c n lg o r a h a x n tt t fTeh oo y o
Vo .22No.2 1
J n.2 0 1 2 u
案比较 , 制订 了一套 由落料 、 冲孔复合 ( 两件 合坯 ) 弯 曲、 一 翻边复合一 冲侧 孔一切 断等 工序 组成 的 冲压 工艺方案 。 对其 所有工序进行 了工艺计 算, 详细设计 了难度较大的一 副弯曲、 翻边 复合模具结构 。说 明 了采用此 工艺方案和模 具结构 , 显著提 高锁 片零件 的生产效 率和产品质量。
4 模具零部件结构 的设计
1 42
图 5 翻 边 凸 凹 模 示 意 图
凸模 设 计 要 点 : 由于 冲孔 凸模 是 椭 圆形 的 , 考
虑到加 工方便 性 , 拟采用 两件合 坯线 切割方 法 , 设计
成直通 的 , 顶部 的螺纹 进行 固定 。 用 4 3 凹模设 计 .
该 零件 为两 个对 称零 件 同时冲 , 间留有 3 中 mm 的工艺 切 口, 总长 为 17 2 mm。属 于 自由公 差 , 表 查
凹模设计要点 : 为了保证弯曲件零件精度 , 便于 固定 , 而且材料利用 率提高 , 采用分 块形式分别 固 定, 两边 用螺 纹 固定 。具 件 放入 卸料 版 底 部 台 阶进 行
冲孔加翻边一体具设计

冲孔加翻边钣金模具设计
设计的零件冲压成型模样图如下:
技术要求:
1:为标公差尺寸按QB/JU01.001-2006
2: 未注折弯内径R0.3,为注圆角R0.5。
3:零件外表要求平整,五凹坑,无擦伤,无划伤
4:落料,冲孔毛刺高度小于0.1MM,方向朝内部,边缘毛刺不允许有挂,划手现象。
5:直径2.5的翻边孔允许有不影响使用的梅花裂纹。
6:该零件的成型模借用后面板《JUW8.041.00005762》,冲孔改变。
注:是已做的钣金模具
模具的总装主视图如上。
模具的总装俯视图如上。
下面就是我所设计模具的选材和加工,主要是针对模版以至于冲孔的小件就不多讲。
根据模具总的组装主
视图一次往下设计。
下面所有的图都是CAD-2007版本上截图下来的
上模座加工要求如下。
这个是上托板我们也俗称它叫上模座作用:模具的基座,所有的钣都紧紧固定在模座上,模具装夹到冲压机上。
通常都是装夹模座。
我们选择的材料是45钢(注:上下模座都用45号钢,下模座就不说选材问题)。
选择45钢的原因有两点:1:在价格方面比较便宜而且上模座厚度一般比较厚。
(注:我现在设计的模具上模座厚度达到35MM,我在钣金模具厂见过最厚的上模座达到55MM)
2:45号钢为优质碳素结构用钢,硬度不宜用来且削加工,模具中常用来做模版。
4.翻边翻边整形翻孔设计要求规范
图1
结构特点:
a)制件的压料力大,利用气垫压力压料。
b)制件翻边时翻边,压料是利用弹簧、氮气缸的压力压料。压料板既起压料作用又起退料作用
2.2拉延成形件的翻边
拉延成形件翻边的分类:按翻边的方向分为向上翻边、向下翻边和斜楔翻边。
2.2.1制件翻边时制件的压料
制件的向上翻边:制件翻边时制件的压料是通过压料板利用压床的气垫压力压料的。
制件的向下翻边和斜楔翻边;制件翻边时制件的压料是通过压料板利用弹簧、聚胺酯弹簧、氮气缸的压力压料的。
2.2.2制件翻边时,翻边可分为有压料翻边和无压料翻边
d-e区: 压弯:不变;
e-f 翻口,变薄;
f-g-h 翻边,变厚;
h-i 翻口,变薄;
i-l 压弯,不变。
b)材料进入凹模口的进料状态分析
● 凹模口为直壁状态材料的进料状态:凸模接触板料进入凹模时即被压弯成90º,然后板料进入凹槽并被拉长,材料变薄,制件侧壁呈凹形状态。
● 凹槽口改造后板料的进料状态:凸模接触板料进入凹模时,凸模与凹模之间间隙由大逐渐变小,材料不被拉长,急剧状态的进料程度减缓,制件成90º,图1
10 标准件的选用规则.................................................52
11 图面尺寸标准规则.................................................53
1翻边的分类
翻边按冲压方向分可分为垂直翻边、水平斜楔、翻边和倾斜翻边。
管型三通孔翻边加工模具设计
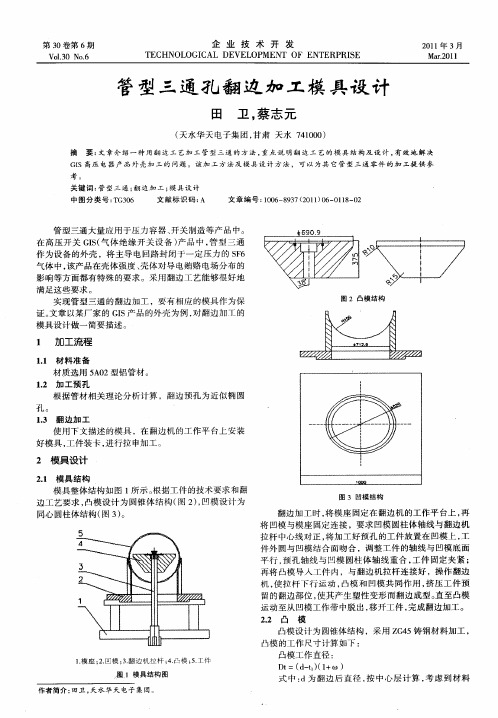
Hale Waihona Puke 式 中 : t 凸模 工 作 直 径 , 为 6 0 m; D为 值 9.m 9 Z 凸、 为 凹模 单 面 间 隙 , 值 为 1 取 mm
气体中 , 该产品在壳体强度、 壳体对导电贿赂 电场分 布的 影响等方面都有特殊 的要求。采用翻边工艺能够很好地 满 足这 些 要 求 。
实 现 管 型 三通 的翻 边 加工 ,要 有 相应 的模 具 作 为保
图 2 凸 模 结 构
证。 文章 以某 厂家 的 G S 品 的外 壳 为例 , 翻边 加 ] 的 I产 对 二 模具 设 计 做 一简 要 描述 。
考。
关键 词 : 型三 通 ; 边 加 工 ; 具 设 计 管 翻 模 中 图分 类 号 : G 0 T 36 文 献标 识 码 : A 文 章 编号 : 0 6 8 3 ( 0 1 0 — 1 8 0 10 — 9 7 2 1 ) 6 0 1 — 2
管 型 三通 大 量 应用 于压 力 容 器 、 开关 制 造 等产 品 中 。 在 高 压 开关 GS 气 体 绝 缘 开关 设 备 ) 品 中 , 型 三 通 I( 产 管 作为设 备的外壳 ,将主导电 回路 封闭于一定压力 的 S 6 F
留的翻边部位 , 使其产生塑性变形而翻边成型。 直至凸模 运动 至 从 凹模 工 作 带 中脱 出 , 开工 件 , 移 完成 翻 边加 工 。
22 凸 . 模 凸 模设 计 为 圆锥 体 结 构 ,采 用 Z 4 C 5铸 钢材 料 加 工 ,
1模 座 ; . 模 ; . 边 机 拉 杆 ; . 模 ; . 件 . 2凹 3翻 4凸 5工
( 天水 华 天 电子集 团 , 肃 天水 7 1 0 甘 4 0 0)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.2 翻边
Hmax=0.5D(1- Kfmin )+0.43 rd +0.72t (5-13)
如果翻边直壁高度H小于一次翻边的极限高度 Hmax,则只要算出预孔直径d0,按d0冲预孔后就 可以直接达到翻边高度。 如果翻边件直壁的高度超过了一次翻边极限高 度,则该件便不能一次完成翻边。这时,可采取多 次翻边(两次之间可安排退火软化工序)、对变形区 进行加热翻边等工艺方法。当翻边件直壁高度较大 时,比较好的工艺方法是先用平板毛坯拉深成带宽 凸缘的圆筒形件,在底部冲底孔后再进行翻边,使 翻出的直径与拉深件直径相同,以达到要求的翻边 高度。具体计算如下。
5.2 翻边
确定非圆孔翻边的底孔形状和尺寸,一般仍按 弯曲展开计算。但由于切向变形的不均匀性,如果 取等宽的毛坯,翻边后直壁端头不可能平齐。如果 考虑非圆孔各段之间的相互影响,修正变形区宽度, 将使底孔形状变得不规则,给底孔的制备造成不必 要的困难,而且也很难准确修正。因此,对一般要 求的非圆孔翻边件,可以不考虑底孔形状的修正问 题。只有当翻边高度要求严格时,才考虑修正变形 区宽度。这时,可先按弯曲展开计算直线段c的翻边 宽度Bc,取凹弧段a的翻边宽度Ba为Bc的1.05~1.1倍。 凸弧段b的翻边宽度可利用拉深圆筒形件的毛坯直径 计算公式求得。最后,需考虑三者间的相互影响, 将底孔形状修正光滑。
5.2 翻边
4.翻边凸模的形状: 图5-12所示为用平头凸模翻边,当凸模圆角 半径rp较小时,变形过分集中于底孔边缘,容易 引起开裂。随着值的增大,直至采用球形、抛 物面形或锥形凸模,变形将得到分散,可减小 底孔边缘开裂的可能性,因而允许采用较小的 翻边系数。 表5-4给出了低碳钢的极限翻边系数Kfmin , 从中可以看出上述因素对其值的影响程度。
d 0 D 2H 0.43rd 0.72t
(5-11)
变换上式,可得翻边高度的计算公式: H=0.5D(1-d0/D )+0.43 rd +0.72t 或 H=0.5D(1-kf )+ 0.43 rd +0.72 t (5-12) 将上式中的翻边系数以极限翻边系数Kfmin代替, 可得最大翻边高度Hmax的计算公式:
5.2 翻边
如图5-15所示,工艺计算程序是先确定翻边所 能达到的最大高度,按图示几何关系,翻边高度为:
图5-14 平板冲底孔后翻边
图5-15 拉深件底部冲孔后翻边
h 0.5(D d 0 ) (rp 0.5t ) 0.5 (rp 0.5t )
≈
则 hmax 0.5D(1 K f min ) 0.57rp
图5-20 常用翻孔凸模形状
5.2 翻边
• 图a为平头凸模,圆角半径不宜过小,适于翻边高度较小、 直径较大的孔翻边。图b为球头凸模,图c为抛物面形凸模。 就对翻边变形而言,b优于a,c优于b,因而允许采用较小 的翻边系数,可比平头凸模减小10%~20%,但凸模的加 工难度则正好相反。采用以上三种翻边凸模,工件需有预 制底孔,而且翻边模上需设置定位装置,对工序件进行定 位。 • 图d和图e分别为带有球头和锥头导向段的台阶式凸模,用 于倒装式翻孔模时,可利用导引段对工序件底孔进行定位, 因此模具上不需设置定位装置。锥头凸模比球头凸模容易 加工,锥角可按板料厚度选取,当t<1.5mm时,取a=550, t>1.5mm时,取a=600 。 • 图f为尖锥形凸模,用于薄料、小孔的翻边,不需预先制 备底孔。但翻边后直壁端头有裂口,对直壁要求严格时不 能采用。
5.2 翻边
(三)非圆孔翻边的工艺计算 非圆孔翻边时,工艺计算主要考虑两方面内 容:一是核算变形程度;二是确定底孔的形状和 尺寸。 当翻孔形状复杂时,应分段进行变形程度的 核算。图5-17所示的非圆孔翻边件,按变形特点 可分为三种类型:凹弧段a具有翻孔的变形特点; 凸弧段b具有拉深的变形特点;而直线段c则主要 是弯曲。因此,为了判断该件能否一次成形,对 于凹弧段a应按非圆孔翻边系数判断。而且,当翻 边高度相等时,只需核算圆弧半径较小的R4段, 因为R4 <<R2,则R4段的变形程度比R2段大得多。
5.2 翻边
二、非圆孔翻边 (一)非圆孔翻边的变形特点 非圆孔翻边的底孔形状一般由圆弧段和直线段组成, 常见的底孔形状有长圆形、圆孤连接的四边形等。 图5-16 所示的翻边孔形状由两段圆弧段和两段相切的 直线段组成,为卵圆形状。翻边时,切向拉伸变形主要集 中于圆弧段,而直线段主要是弯曲变形。但两者相互是有 影响的,圆弧段在切向受强烈拉伸变形时必然挤压直线段, 使直线段横向受压缩变形。反过来,直线段对圆弧段切向 将产生反挤压作用,使圆弧段切向的拉伸变形得到降低。 结果,使圆弧段切向拉应力和拉应变沿翻边线的分布很不 均匀,只有中间与相同半径的圆孔翻边时基本相同,而由 中间向两端与直线段的连接处其值则逐渐减小。这表明直 线段承担了圆弧段一部分切向伸长变形,使圆弧段切向伸 长变形得到一定程度的减轻。
5.2 翻边
(四) 翻边后板厚的变化
最小板厚tmin可能小于0.75。 翻边后壁部最小板厚可按下式估算: tmin = t d D t K (5-10) 式中 t——初始板厚; kf ——实际翻边系数。
0 f
5.2 翻边
(五) 圆孔翻边的工艺计算 由于变形区的宽度在翻边时可认为不变,则翻 边后直壁高度可按弯曲进行计算。通常,翻边件图 给出的尺寸有翻边直径D、翻边高度及圆角半径 rd(即翻边凹模圆角半径)。按上述条件,从图5-14 所示几何关系可得翻孔底孔直径d0的计算公式为:
5.2 翻边
(二) 圆孔翻边的变形程度 圆孔翻边的变形程度用翻边系数Kf表示:
Kf d0 D
(5-9)
D——翻边后孔的中径。 显然,Kf值越小,表示变形程度越大。各种材料 的首次翻边系数Kf0和极限翻边系数Kfmin见表5-3。 采用Kfmin值时,翻孔后的边缘可能有不大的裂口。
5.2 翻边
5.2 翻边
2.底孔的断面质量: 由于翻孔的破坏形式是底孔边缘因拉伸变形过 大而开裂,因此用钻孔代替冲孔,或冲孔后再 用整修方法去掉毛刺和表面硬化层,或冲孔后 采取软化热处理措施,都能提高翻孔的极限变 形程度,允许采用较小的翻边系数。 3.板料的相对厚度 底孔直径d0与板料厚度t的比值d0 /t较小时,表 明板料较厚,断裂前材料的绝对伸长量可以大 些,故翻边系数可相应减小些。
随凸模圆角半径的增大,翻边力将大幅度减小。 当采用球头凸模翻孔时,翻边力可比采用小圆角 平头凸模降低50%左右。采用球头凸模的翻边力 可按下式计算:
式中
F 1.2K 0Dt b (N)
(5-21)
式中 K0——翻边力系数,见表5-6; ——板料抗拉强度 (MPa)。
b
5.2 翻边
• 四、翻孔模设计 (一)翻孔模结构类型 翻孔模的结构与拉深模相似,也有顺 装与倒装、压边与不压边等区分。像拉深 模那样,如果没有冲裁加工,翻孔模一般 不需设置模架。 图5-18所示为倒装式翻孔模。 图5-19所示为顺装式翻孔模。
5.2 翻边
利用模具将工序件的孔边缘或外边缘翻成竖直的直边, 称为翻边。利用翻边方法加工立体零件具有很好的刚性, 这一点常常是翻边加工的主要目的。 对工件的孔进行翻边称为内缘翻边,或简称为翻孔, 见图5 -11a。对工件的外缘进行翻边称为外缘翻边,见图 5 - 1lb。
a) 内缘翻边 b) 外缘翻边 图5-11 内缘和外缘翻边
翻边与弯曲不同,弯曲主要是折弯线为直线,切向没有变形, 而翻边时的折弯线为曲线,切向有变形,并且常常是主要的变 形。
5.2 翻边
5.2.1内缘翻边 一、圆孔翻边 (一) 圆孔翻边的变形特点
图5-12 圆孔翻边应力状态
图5-13 圆孔翻边应力—应变分布
5.2 翻边
如图5-12所示, 翻边变形区切向受拉应力σ θ ,径向 受拉应力σ P,而板厚方向应力可忽略不计,因此应力状 态可视为双向受拉的平面应力状态。 圆孔翻边时,应力和切向应变的分布情况如图5-13所 示。切向应力σ θ 为最大主应力,径向应力σ P是由凸模对 板料的摩擦作用引起的,其值较小。应力沿径向的分布是 不均匀的,在底孔边缘处,切向应力σ θ 达到其最大值, 而径向应力σ P为零,因此该处可视为单向拉伸应力状态。 切向应变为拉应变,沿径向的分布也是不均匀的,在底孔 边缘处其值最大,越远离中心,其值越小。 可见,翻孔时底孔边缘受到强烈的拉伸作用。变形程 度过大时,在底孔边缘很容易出现裂口。因此翻孔的破坏 形式就是底孔边缘拉裂。为了防止出现裂纹,需限制翻孔 的变形程度。
5.2 翻边
• 翻边件的直径尺寸一般都要求不严,只有用作轴 套使用时,才对内径尺寸要求较严。这时,可参 考拉深模尺寸计算方法,先确定翻边凸模的直径 尺寸及公差。再由翻边间隙值确定翻边凹模的直 径尺寸,也可取约为0.75,为板料厚度。单面翻 边间隙也可按表5-7选取。
5.2 翻边
• 5.2.2外缘翻边 外缘翻边是在板料边缘进行的翻边,翻边线都是非封 闭的轮廓。 外缘翻边按变形特点可分为两类:即伸长类和压缩类; 当翻边线为内凹弧时,变形特点与翻孔是相同的,主 要变形是切向受拉伸,因此称为伸长类翻边。 而当翻边线为外凸弧时,变形特点与翻孔完全不同, 与拉深是相同的,主要变形是切向受压缩,因此称为压缩 类翻边。 外缘翻边前的工序件可以是平面件,也可以是曲面件。 按结构形式可分为四种:即伸长类平面翻边和曲面翻 边、压缩类平面翻边和曲面翻边。本书只介绍平面外缘翻 非圆孔翻边
5.2 翻边
(二)非圆孔翻边系数 非圆孔翻边与半径相同的圆孔翻边相比较, 允许采用较小的翻边系数 K 'f ,可按下式估算: K 'f K f 1800 (5-19) 式中 Kf ——圆孔极限翻边系数,见表5-4; α——圆弧段中心角(0)。 上式适用于α ≤1800,当α >180时。直线段对圆弧 段的缓解作用已不明显,工艺计算仍需采用圆孔 翻边系数。当直线段很短时,也按圆孔翻边处理。 低碳钢板的非圆孔极限翻边系数也可以按表 5-5查得。