内外缘翻边模具设计
模具翻边的设计
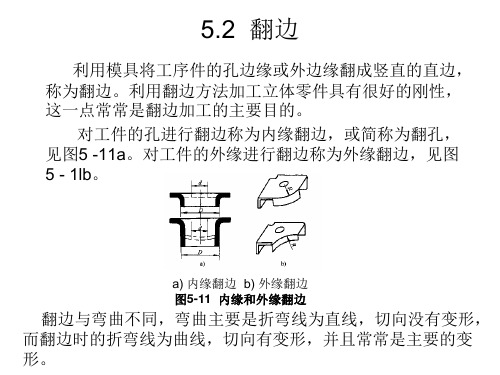
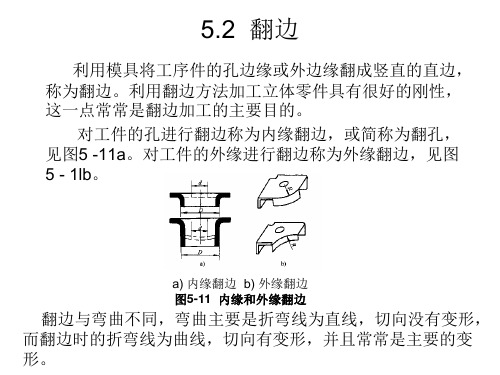
5.2 翻边
Hmax=0.5D(1- Kfmin )+0.43 rd +0.72t (5-13)
如果翻边直壁高度H小于一次翻边的极限高度 Hmax,则只要算出预孔直径d0,按d0冲预孔后就 可以直接达到翻边高度。 如果翻边件直壁的高度超过了一次翻边极限高 度,则该件便不能一次完成翻边。这时,可采取多 次翻边(两次之间可安排退火软化工序)、对变形区 进行加热翻边等工艺方法。当翻边件直壁高度较大 时,比较好的工艺方法是先用平板毛坯拉深成带宽 凸缘的圆筒形件,在底部冲底孔后再进行翻边,使 翻出的直径与拉深件直径相同,以达到要求的翻边 高度。具体计算如下。
5.2 翻边
确定非圆孔翻边的底孔形状和尺寸,一般仍按 弯曲展开计算。但由于切向变形的不均匀性,如果 取等宽的毛坯,翻边后直壁端头不可能平齐。如果 考虑非圆孔各段之间的相互影响,修正变形区宽度, 将使底孔形状变得不规则,给底孔的制备造成不必 要的困难,而且也很难准确修正。因此,对一般要 求的非圆孔翻边件,可以不考虑底孔形状的修正问 题。只有当翻边高度要求严格时,才考虑修正变形 区宽度。这时,可先按弯曲展开计算直线段c的翻边 宽度Bc,取凹弧段a的翻边宽度Ba为Bc的1.05~1.1倍。 凸弧段b的翻边宽度可利用拉深圆筒形件的毛坯直径 计算公式求得。最后,需考虑三者间的相互影响, 将底孔形状修正光滑。
5.2 翻边
4.翻边凸模的形状: 图5-12所示为用平头凸模翻边,当凸模圆角 半径rp较小时,变形过分集中于底孔边缘,容易 引起开裂。随着值的增大,直至采用球形、抛 物面形或锥形凸模,变形将得到分散,可减小 底孔边缘开裂的可能性,因而允许采用较小的 翻边系数。 表5-4给出了低碳钢的极限翻边系数Kfmin , 从中可以看出上述因素对其值的影响程度。
冲压模具毕业设计 翻边模的设计

基本内容及拟解决的主要问题:
1)设计落料模具
2)设计液压拉深模具
3)设计翻边模具
4)设计卷边模具
落料模具的设计主要是为了得到圆形板料的设计,根据逆向设计和理论要求,确定圆形板料的尺寸,根据圆形板料的尺寸来设计落料模具。在落料模设计的过程中,对板料的利用率进行计算,使其符合经济实用的要求[4]。在对落料模的设计中,根据其它相关类似模具的设计,落料模设计成通用的落料模结构。同时对落料冲压力进行计算来选择相对应的压力机。根据设计的数据,利用Solidworks软件画出三维模型。
Analysis of the complexity of the shade of such a shape, thin-walled parts of the structural characteristics.Easy for die-casting in the formation of cracks, lack of defects in the tensile properties of the process, and in accordance with the requirements of theoretical analysis and data based on the use of Solidworks 3D solid modeling software, and the provisions of unknown size. Then calculated using the three-dimensional entities, the quality of parts, in accordance with Solidworks software to design parts of the quality of the target plate thickness the diameter of the circular blank. According to the original blank diameter to determine the number of dimensions for the design and follow-up to provide a basis for research. At the same time, the use of Solidworks software or other three-dimensional software model of the stamping feasibility analysis and design, use of software related to shade Mold mold design.
模具翻边设计
5.2 翻边
• 翻边件的直径尺寸一般都要求不严,只有用作轴 套使用时,才对内径尺寸要求较严。这时,可参 考拉深模尺寸计算方法,先确定翻边凸模的直径 尺寸及公差。再由翻边间隙值确定翻边凹模的直 径尺寸,也可取约为0.75,为板料厚度。单面翻 边间隙也可按表5-7选取。
5.2 翻边
• 5.2.2外缘翻边 外缘翻边是在板料边缘进行的翻边,翻边线都是非封 闭的轮廓。 外缘翻边按变形特点可分为两类:即伸长类和压缩类; 当翻边线为内凹弧时,变形特点与翻孔是相同的,主 要变形是切向受拉伸,因此称为伸长类翻边。 而当翻边线为外凸弧时,变形特点与翻孔完全不同, 与拉深是相同的,主要变形是切向受压缩,因此称为压缩 类翻边。 外缘翻边前的工序件可以是平面件,也可以是曲面件。 按结构形式可分为四种:即伸长类平面翻边和曲面翻 边、压缩类平面翻边和曲面翻边。本书只介绍平面外缘翻 边。
5.2 翻边
1.打板 2.凹模 3.凸模 4.压料板 图5-18 倒装式翻孔模
1.凸模 2.弹簧 3.压料板 4.工序件 5.凹模 6.顶板 7.顶杆 图5- 19 顺装式翻孔模
5.2 翻边
(二)翻边凸模和凹模的设计 • 翻边时,板料相对凹模圆角没有滑动,因此对翻 边凹模的圆角半径没有严格的限制可直接取工件 要求的圆角半径。 翻边凸模的结构形式很多,图 5-20给出几种常用圆孔翻边凸模的形状和尺寸。
5.2 翻边
确定非圆孔翻边的底孔形状和尺寸,一般仍按 弯曲展开计算。但由于切向变形的不均匀性,如果 取等宽的毛坯,翻边后直壁端头不可能平齐。如果 考虑非圆孔各段之间的相互影响,修正变形区宽度, 将使底孔形状变得不规则,给底孔的制备造成不必 要的困难,而且也很难准确修正。因此,对一般要 求的非圆孔翻边件,可以不考虑底孔形状的修正问 题。只有当翻边高度要求严格时,才考虑修正变形 区宽度。这时,可先按弯曲展开计算直线段c的翻边 宽度Bc,取凹弧段a的翻边宽度Ba为Bc的1.05~1.1倍。 凸弧段b的翻边宽度可利用拉深圆筒形件的毛坯直径 计算公式求得。最后,需考虑三者间的相互影响, 将底孔形状修正光滑。
冲压模具毕业设计翻边模设计

刃口尺寸的调整方法:根据冲压件的尺寸和形状,以及冲压机的压力和速度,进行适当的调整
刃口尺寸的确定注意事项:刃口尺寸的确定要符合冲压件的尺寸和形状,以及冲压机的压力和速度,以保证冲压件的质量和生产效率。
刃口尺寸的确定原则:根据冲压件的尺寸和形状,以及冲压机的压力和速度来确定
刃口尺寸的计算方法:根据冲压件的尺寸和形状,以及冲压机的压力和速度,利用公式进行计算
材料处理:对材料进行热处理、表面处理等,提高材料的耐磨性、耐腐蚀性和抗疲劳性
翻边模的工艺参数设计
PART FIVE
冲压工艺方案的确定
确定冲压工艺方案的目的:提高生产效率,降低成本,保证产品质量
冲压工艺方案的选择:根据产品形状、尺寸、材料等因素选择合适的冲压工艺方案
冲压工艺方案的设计:包括模具设计、冲压设备选择、冲压工艺参数设定等
退火:将模具材料加热到一定温度后保温一定时间,消除应力,提高塑性和韧性
调质:将模具材料加热到一定温度后保温一定时间,然后冷却,提高硬度和韧性
渗碳:将模具材料加热到一定温度后渗入碳元素,提高表面硬度和耐磨性
模具材料的选用原则
材料强度:应满足模具的使用寿命要求
材料硬度:应与冲压件的硬度相匹配
材料耐磨性:应具有良好的耐磨性,减少磨损
冲压工艺方案的优化:根据生产实际情况,对冲压工艺方案进行优化和改进,以提高生产效率和产品质量。
冲裁间隙的确定
冲裁间隙的定义:冲裁过程中,冲头和被冲材料之间的最小距离
冲裁间隙的确定方法:经验公式法、试验法、计算机模拟法等
冲裁间隙的确定原则:保证冲裁质量、提高生产效率、降低成本等
冲裁间隙的影响因素:材料性质、冲头形状、冲压速度等
寿命预测的重要性:合理预测模具寿命,有助于优化生产工艺,降低生产成本,提高产品质量。
翻边工艺简介

1.翻边的概念
翻边是在模具的作用下,将坯料的孔边缘或外边缘冲制成竖立边的成形方法,根据坯料的边缘状态和应 力、应变状态的不同,翻边可以分为内孔翻边和外缘翻边,也可分为伸长类翻边和压缩类翻边。
2.圆孔翻边
1)圆孔翻边的变形特点与变形程度
将画有距离相等的坐标网格(图1.1.1a)的坯料,放入翻边模内进行翻边(图1.1.1c)。翻边后从图 1.1.1b所示的冲件坐标网格的变化可以看出:坐标网格由扇形变为矩形,说明金属沿切向伸长,愈靠近 口伸长越大。同心圆之间的距离变化不明显,即金属在径向变形很小。竖边的壁厚有所减薄,尤其在孔
口处减薄较为明显。由此不难分析,翻孔时坯料的变形区是d和D1之间的环形部分。变形区受两向拉应
力—切向拉应力σ 1和σ 3的作用( 图1.1.1c );其中切向拉应力是最大主应力。在坯料孔口处,切向拉应 力达到最大值。因此,圆孔翻边的成型障碍在于孔口边缘被拉裂。破裂的条件取决于变形程度的大小。
变形程度以翻边前径d与翻边后孔径D的比值K来表示,即:
1)磨损后间隙太大
修凹模
更换预冲孔冲头 修凸模
翻边高 度不均
2)预冲孔尺寸偏大 3)翻边冲头直径太小或磨损
12/13
增大冲头R角 提高冲头表面光洁度
1)预冲孔毛刺大
制程安排问题
预冲孔后增加去毛刺或提高模具间隙
更换预冲冲头 调整材料翻边系数大于许用翻边系数 增强润滑剂 及时清净冲头上废料 降低速控比 提高弧面加工精度 提高冲头光洁度 减小凸凹模的间隙 及时更换冲头 提高模具加工精度 提高预冲孔精度/调整定位 提高预冲孔精度 加大凸模进入凹模的深度 确保送料到位与送料稳定
由于翻边后材料要变薄,为了保 证竖边的尺寸和精度,凸,凹模间隙 可小于材料原始厚度t,一般可取单 边间隙Z/2为:
内外缘翻边模具设计PPT共29页

1、纪律是管理关系的形式。——阿法 纳西耶 夫 2、改革如果不讲纪律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
翻孔与翻边翻孔课件
a ˊ拉应力最大 b ˊ孔口最薄
6/29/2019
学习单元4: 其它冲压成形模具设计
第二节 翻孔与翻边
f 变形程度受拉裂的限制 ③变形程度
K—极限翻孔系数见表5-5 ( 2) 提高翻孔极限变形程度的措施 ① 平端凸模改成球形凸模
② 将孔打光 ③ 将毛面朝向凸模
( 3)翻孔的工艺计算 ①平板坯料圆孔翻孔的工艺计算
一 、给定任务 设计如图所示零件的冲压模具
6/29/2019
学习单元4: 其它冲压成形模具设计
上次课的主要内容:
1.胀形发生的条件 2.胀形发生的部位 3.胀形容易出现的质量问题 4.胀形的变形程度与什么因素有关? 5.胀形模具的结构、工作原理。
本次课的重点内容:
1.提高翻孔极限变形程度的措施 2.一次翻孔后还达不到翻孔高度怎么办? 3.翻孔的工艺计算
冲压方向与坯料两端切线构成的角度相同
6/29/2019
学习单元4: 其它冲压成形模具设计
第二节 翻边与翻边
2.压缩类翻边
(1)变形程度
(2)压缩类平面翻边 ① 也要采用防皱的压料装置 ② 也需修正坯料的展开形状
(3)压缩类曲面翻边 ① 凹模的曲面形状应修正 ② 冲压方向的选取原则与伸长类曲面翻边时相同
压缩类翻边
{ (1)伸长类平面翻边
①1.伸变长形类程翻度边
② 注意事项
6/29/2019
学习单元4: 其它冲压成形模具设计
第二节 翻孔与翻边
二、外缘翻边(续)
1.伸长类翻边 应在坯料的两端对坯料的轮廓线做必要的修正
(2)伸长类曲面翻边 ① 采用较强的压料装置 ② 凸模的曲面形状应修正 ③ 冲压方向的选取
6/29/2019
外缘翻边圆孔板的设计
前言模具是现代化工业生产的重要工艺装备。
在国民经济的各个工业部门都越来越多地依靠模具来进行生产加工。
模具已成为国民经济的基础工业。
模具已成为当代工业的重要手段和工艺发展方向之一。
现代工业产品的品种和生产效益的提高,在很大程度上取决于模具的发展和技术经济水平。
为了更进一步加强我们的设计能力,巩固所学的专业知识,在毕业之际,特安排了此次的毕业设计。
毕业设计也是我们专业在学完基础理论课,技术基础课和专业课的基础上,所设置的一个重要的实践性教学环节。
本次设计的目的:一、综合运用本专业所学的理论与生产实际知识,进行一次冷冲压模设计的实际训练,从而提高我们独立工作能力。
二、巩固复习三年以来所学的各门学科的知识,,以致能融贯通,进一步了解从模具设计到模具制造整个工艺流程。
三、掌握模具设计的基本技能,如计算、绘图、查阅设计资料和手册,熟悉标准和规范等。
由于本人设计水平有限,经验不足,错误难免,敬请老师批评、指导,不胜感激。
目录第1章毕业设计课题与要求 (3)第1.1节毕业设计课题与要求 (3)第2章模具的设计与计算 (4)第2.1节整体零件的工艺性分析与方案 (4)第2.2节拉深,冲孔,切边复合模具设计与计算 (5)第2.3节工艺与设计计算 (7)第2.4节计算凸模、凹模、凸凹模工作部分的尺寸 (10)第2.5节按结构图计算闭合高度 (11)第2.6节模架的选择 (12)第2.7节模具各零件详细尺寸的设计 (13)第3章压力机的选取 (16)第3.1节压力机的选取 (16)后语 (17)主要参考文献 (18)第1.1节毕业设计课题与要求1.1.1设计课题对下图一冲压件进行设计,材料为不锈钢,厚度为0.8mm。
大批量生产,精度要求不高,可用公差等级为IT14级。
1.1.2设计任务书与要求(1)设计说明书一份。
(2)零件图数份,装配图。
第2.1节整体零件的工艺性分析与方案2.1.1 冲压件的工艺性分析零件尺寸公差无特殊要求,按IT14级选取,利用拉深,冲孔,切边方式可达到图件要求。
翻边与翻孔
变薄翻边比普通翻边合理:
变薄翻边要求材料具有良好的塑性,预 冲孔后的坯料最好经过软化退火。在冲 压过程中需要强有力的压边,以防止凸 缘的移动和翘曲。
变薄翻边的变形程度不仅决定于翻边系 数,而且决定于壁部的变薄量。其变形 程度可以用变薄系数表示:
K=t1/t0
式中:t1—变薄翻边后零件竖边的厚度; t0—毛坯厚度;
变薄翻边实例
翻 边 时 采 用 阶 级 凸 模,毛坯经过凸模各 阶梯的挤压,竖边厚 度逐步变薄。 常采用变薄翻边来 成形小螺纹底孔。
变薄翻边成形小螺纹底孔,几何尺寸如下:
变薄翻边后的孔壁厚度取为:t1
d
dp 2
0.65t 0
毛坯预制孔约取为:d0 0.45dp
凸模直径由螺纹小径ds决定,应保证:
圆孔翻边的成形极限可根据口部是否发 生破裂来确定,在圆孔翻边时应保证毛 坯孔边缘的金属伸长变形小于材料塑性 伸长所允许的极限值。
翻边系数K与竖边边缘厚度变薄量的关系 可近似的表达为:
t to K
K越小,竖边边缘厚度减薄越甚,当翻边 系数减小到使孔的边缘濒于拉裂时,这 种极限状态下的翻边系数称为极限翻边 系数,以Kl表示。
影响圆孔翻边成形极限的因素:
⑴材料伸长率和硬化指数n大,Kl小,成形极限 大。
⑵孔缘如无毛刺和无冷作硬化时,Kl较小,成形 极限较大。
⑶用球形、锥形和抛物线形凸模翻边时,变形条 件比平底凸模优越,Kl较小。 在平底凸模中,其相对圆角半径rp/t越大,极限 翻边系数可越小。
⑷板材相对厚度越大,Kl越小,成形极限越大。
二、外缘翻边
(一)内曲翻边
用模具把毛坯上内凹的边缘,翻成竖边的冲压 方法叫做内曲翻边。其应力和应变情况与圆孔 翻边相似属于伸长类翻边。
翻边成型工艺和模具(模具设计与制造)
5.3 翻边成型工艺和模具
2020/7/24
教育部十一五规划教材《模具设计与制造》
第5章 其它冲压成型工艺与模具
5.3.1 翻孔
翻孔分为圆孔翻孔和非圆孔翻孔两类。 1.圆孔翻孔
(1)圆孔翻孔的变形特点与变形程度
2020/7/24
教育部十一五规划教材《模具设计与制造》
第5章 其它冲压成型工艺与模具
和变形特点都与翻孔件有较大的不同。 1)翻边件的翻边线都是非封闭的轮廓。 2)当翻边线为内凹弧时,变形特点与翻孔是相同
的,主要变形是切向受拉伸,因此称为伸长类翻边 (图5.16)。
3)而当翻边线为外凸孤时,变形特点与翻孔完全 不同,与拉深是相同的,主要变形是切向受压缩,因 此称为压缩类翻边(5.17)。
2020/7/24
教育部十一五规划教材《模具设计与制造》
第5章 其它冲压成型工艺与模具
5.3.2 翻边
2020/7/24
教育部十一五规划教材《模具设计与制造》
第5章 其它冲压成型工艺与模具
5.3.2 翻边
(2)压缩类平面翻边其变形类似于拉深,所以当 翻边高度较大时,模具上也要带有防止起皱的压料装 置;由于是沿不封闭曲线翻边,翻边线上切向压应力 和径向拉应力的分布是不均匀——中部最大,而在两 端最小。为了得到翻边后竖边的高度平齐而两端线垂 直的零件,必须修正坯料的展开形状,修正的方向恰 好和伸长类平面翻边相反,如图5.17 a虚线所示。
余下的问题便是进行拉深工艺计算。
2020/7/24
教育部十一五规划教材《模具设计与制造》
第5章 其它冲压成型工艺与模具
5.3.1 翻孔
2.非圆孔翻孔 (1)非圆孔翻孔的变形特点
2020/7/24
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要通过对冲裁工件工艺的正确分析,设计了一副一模一腔的翻边模。
本设计详细地叙述了模具成型零件包括凸模、凹模及其他零件如卸料板、固定板、垫板、导柱、导套等的设计,重要零件的工艺参数的选择与计算,并对着重对模具的设计部分作了详细介绍。
关键词模具设计翻边模具AbstactBy blanking of the workpiece to the correct analysis, design a model of a cavity in a row kind of cross-blank die. Design of the detailed description of the mold components, including punch, die and other components such as discharge plate, plate, plate, Pillar I. sets in the design and fabrication process, important parts of the process parameters and options, Blanking agencies and discharge devices and other structural design process, and focuses on the design of the mold gave a detailed briefing.Key words die design cross-nesting blanking Die目录摘要 -------------------------------------------------------------------------------------------------------------------- 0目次 ----------------------------------------------------------------------------------------------------------------- 2 第1章引言 --------------------------------------------------------------------------------------------------------- 31.1 本课题的意义、目的、研究范围及要达到的要求------------------------------------------- 3 1.2 本课题在国内外的发展概况及存在的问题 ---------------------------------------------------- 4 1.3 本课题的指导思想及应解决的主要问题 ------------------------------------------------------- 5 第2章模具设计程序及步骤------------------------------------------------------------------------------------- 6 2.1 冲件工艺分析------------------------------------------------------------------------------------------ 62.1.1 翻边工件的形状、尺寸、精度、断面质量、装配关系分析 ------------------------ 62.1.2 模具的结构形式、材料选用----------------------------------------------------------------- 72.2 模具工艺计算------------------------------------------------------------------------------------------ 72.2.1 计算毛坯尺寸,合理排样并绘制排样图,计算出材料利用率--------------------- 72.2.2 翻边工序的计算 ------------------------------------------------------------------------------ 141)核算能否采用一次翻边达到零件要求的高度-------------------------------------------- 14K代入式(2-6)中------------------------------------------ 14 根据表2-2取极限翻边系数min2.2.3 确定压力机公称压力 ------------------------------------------------------------------------ 152.3.选定定位元件 -------------------------------------------------------------------------------------- 182.3.1.4固定板、垫板设计与标准------------------------------------------------------------------ 192.3.1.5导向零件的种类和标准的确定 ----------------------------------------------------------- 202.3.1.6紧固件与模具定位件的标准与确定 ----------------------------------------------------- 232.3.1.7模柄与标准 ------------------------------------------------------------------------------------ 242.3.1绘制模具总体结构草图,初步计算并确定模具闭合高度,概算模具外形尺寸 25 第3章结论--------------------------------------------------------------------------------------------------------- 27 第4章结束语------------------------------------------------------------------------------------------------------ 28 致谢----------------------------------------------------------------------------------------------------------------- 29 参考文献 ------------------------------------------------------------------------------------------------------------- 30第1章引言大学四年的本科学习即将结束,毕业设计是其中最后一个环节,是对以前所学的知识及所掌握的技能的综合运用和检验。
随着我国经济的迅速发展,采用模具的生产技术得到愈来愈广泛的应用。
在完成大学四年的课程学习和课程、生产实习,我熟练地掌握了机械制图、机械设计、机械原理等专业基础课和专业课方面的知识,对机械制造、加工的工艺有了一个系统、全面的理解,达到了学习的目的。
对于模具设计这个实践性非常强的设计课题,我们进行了大量的实习。
经过在深圳市石岩镇深圳峰盛五金机械有限公司将近三个月的毕业实习,我对于模具特别是冲压模具的设计步骤有了一个全新的认识,丰富了各种模具的结构和动作过程方面的知识,而对于模具的制造工艺更是实现了零的突破。
在指导老师的协助下和在工厂师傅的讲解下,同时查阅了很多相关资料并亲手拆装了一些典型的模具实体,明确了模具的一般工作原理、制造、加工工艺。
并在图书馆借阅了许多相关手册和书籍,设计中,将充分利用和查阅各种资料,并与同学进行充分讨论,尽最大努力搞好本次毕业设计。
在设计的过程中,将有一定的困难,但有指导老师的悉心指导和自己的努力,相信会完满的完成毕业设计任务。
由于学生水平有限,而且缺乏经验,设计中不妥之处在所难免,肯请各位老师指正。
1.1 本课题的意义、目的、研究范围及要达到的要求在现代产品生产中,模具由于其加工效率高,互换性好,节约原材料,所以得到很广泛的应用。
随着现代化工业和科学技术的发展,模具的应用越来越广泛,其适应性也越来越强。
已成为工业国家制造工艺水平的标志和独立的基础工业体系。
另外,采用模具进行成形加工,是少、无切削的主要工装,在大批、大量加工中,可使材料利用率达90%或以上。
本设计根据工件的尺寸及相关技术要求,设计一采用后导柱模架式的交叉排样的单工序落料模,其设计和制造无特殊要求,一律按GB/T 2851.1~2851.7—1990、GB/T 2852.1~2852.4—1990、JB/T 8085—1990(冲模模架),和JB/T 7643~7653(冷冲模)选用标准模架和标准件,并符合相应的技术要求。
冲模零件不允许有裂纹,工作表面不允许有划痕、机械损伤、锈蚀等表面缺陷。
经热处理后的零件硬度应均匀,不允许有软点和脱碳区,并清除氧化物等。
冲模各零件的材料和热处理硬度应优先按《实用模具设计与制造手册》中表22.2-3、表22.2-4选用,允许采用性能高于表22.2-3、表22.2-4规定的其他钢种。
零件图中普通螺纹的基本尺寸应符合GB/T 196的规定,选用的极限与配合应符合GB/T 197的规定。
零件图上未注明倒角的尺寸,除刃口外所有锐边均应倒角或倒圆。
视零件大小,倒角尺寸为0.5×45º~2×45º,倒圆尺寸为R0.5~1mm。
经磁性吸力磨削后的钢件应退磁。
零件上销钉孔的配合长度一般不应小于销钉直径的1.5倍。
固定板、凹模、垫板、卸料板的形状和位置公差按GB/T 1182-1996等的规定。
固定卸料的导料板应磨成等高。
冲模各零件的几何形状、尺寸精度、表面粗糙度等应符合设计图样要求。
零件图中未注公差尺寸的极限偏差按GB/T 1804的规定。
零件图中未注的形状和位置公差按B/T 1184-1996的规定。