内外缘翻边模具设计
内外缘翻边模具设计

摘要通过对冲裁工件工艺的正确分析,设计了一副一模一腔的翻边模。
本设计详细地叙述了模具成型零件包括凸模、凹模及其他零件如卸料板、固定板、垫板、导柱、导套等的设计,重要零件的工艺参数的选择与计算,并对着重对模具的设计部分作了详细介绍。
关键词模具设计翻边模具AbstactBy blanking of the workpiece to the correct analysis, design a model of a cavity in a row kind of cross-blank die. Design of the detailed description of the mold components, including punch, die and other components such as discharge plate, plate, plate, Pillar I. sets in the design and fabrication process, important parts of the process parameters and options, Blanking agencies and discharge devices and other structural design process, and focuses on the design of the mold gave a detailed briefing.Key words die design cross-nesting blanking Die目录摘要 -------------------------------------------------------------------------------------------------------------------- 0目次 ----------------------------------------------------------------------------------------------------------------- 2 第1章引言 --------------------------------------------------------------------------------------------------------- 31.1 本课题的意义、目的、研究范围及要达到的要求------------------------------------------- 3 1.2 本课题在国内外的发展概况及存在的问题 ---------------------------------------------------- 4 1.3 本课题的指导思想及应解决的主要问题 ------------------------------------------------------- 5 第2章模具设计程序及步骤------------------------------------------------------------------------------------- 6 2.1 冲件工艺分析------------------------------------------------------------------------------------------ 62.1.1 翻边工件的形状、尺寸、精度、断面质量、装配关系分析 ------------------------ 62.1.2 模具的结构形式、材料选用----------------------------------------------------------------- 72.2 模具工艺计算------------------------------------------------------------------------------------------ 72.2.1 计算毛坯尺寸,合理排样并绘制排样图,计算出材料利用率--------------------- 72.2.2 翻边工序的计算 ------------------------------------------------------------------------------ 141)核算能否采用一次翻边达到零件要求的高度-------------------------------------------- 14K代入式(2-6)中------------------------------------------ 14 根据表2-2取极限翻边系数min2.2.3 确定压力机公称压力 ------------------------------------------------------------------------ 152.3.选定定位元件 -------------------------------------------------------------------------------------- 182.3.1.4固定板、垫板设计与标准------------------------------------------------------------------ 192.3.1.5导向零件的种类和标准的确定 ----------------------------------------------------------- 202.3.1.6紧固件与模具定位件的标准与确定 ----------------------------------------------------- 232.3.1.7模柄与标准 ------------------------------------------------------------------------------------ 242.3.1绘制模具总体结构草图,初步计算并确定模具闭合高度,概算模具外形尺寸 25 第3章结论--------------------------------------------------------------------------------------------------------- 27 第4章结束语------------------------------------------------------------------------------------------------------ 28 致谢----------------------------------------------------------------------------------------------------------------- 29 参考文献 ------------------------------------------------------------------------------------------------------------- 30第1章引言大学四年的本科学习即将结束,毕业设计是其中最后一个环节,是对以前所学的知识及所掌握的技能的综合运用和检验。
模具翻边的设计
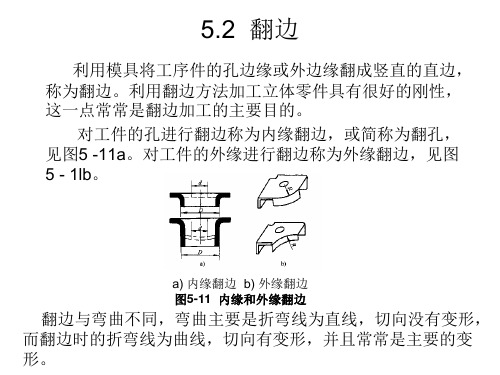
5.2 翻边
Hmax=0.5D(1- Kfmin )+0.43 rd +0.72t (5-13)
如果翻边直壁高度H小于一次翻边的极限高度 Hmax,则只要算出预孔直径d0,按d0冲预孔后就 可以直接达到翻边高度。 如果翻边件直壁的高度超过了一次翻边极限高 度,则该件便不能一次完成翻边。这时,可采取多 次翻边(两次之间可安排退火软化工序)、对变形区 进行加热翻边等工艺方法。当翻边件直壁高度较大 时,比较好的工艺方法是先用平板毛坯拉深成带宽 凸缘的圆筒形件,在底部冲底孔后再进行翻边,使 翻出的直径与拉深件直径相同,以达到要求的翻边 高度。具体计算如下。
5.2 翻边
确定非圆孔翻边的底孔形状和尺寸,一般仍按 弯曲展开计算。但由于切向变形的不均匀性,如果 取等宽的毛坯,翻边后直壁端头不可能平齐。如果 考虑非圆孔各段之间的相互影响,修正变形区宽度, 将使底孔形状变得不规则,给底孔的制备造成不必 要的困难,而且也很难准确修正。因此,对一般要 求的非圆孔翻边件,可以不考虑底孔形状的修正问 题。只有当翻边高度要求严格时,才考虑修正变形 区宽度。这时,可先按弯曲展开计算直线段c的翻边 宽度Bc,取凹弧段a的翻边宽度Ba为Bc的1.05~1.1倍。 凸弧段b的翻边宽度可利用拉深圆筒形件的毛坯直径 计算公式求得。最后,需考虑三者间的相互影响, 将底孔形状修正光滑。
5.2 翻边
4.翻边凸模的形状: 图5-12所示为用平头凸模翻边,当凸模圆角 半径rp较小时,变形过分集中于底孔边缘,容易 引起开裂。随着值的增大,直至采用球形、抛 物面形或锥形凸模,变形将得到分散,可减小 底孔边缘开裂的可能性,因而允许采用较小的 翻边系数。 表5-4给出了低碳钢的极限翻边系数Kfmin , 从中可以看出上述因素对其值的影响程度。
模具翻边设计
5.2 翻边
• 翻边件的直径尺寸一般都要求不严,只有用作轴 套使用时,才对内径尺寸要求较严。这时,可参 考拉深模尺寸计算方法,先确定翻边凸模的直径 尺寸及公差。再由翻边间隙值确定翻边凹模的直 径尺寸,也可取约为0.75,为板料厚度。单面翻 边间隙也可按表5-7选取。
5.2 翻边
• 5.2.2外缘翻边 外缘翻边是在板料边缘进行的翻边,翻边线都是非封 闭的轮廓。 外缘翻边按变形特点可分为两类:即伸长类和压缩类; 当翻边线为内凹弧时,变形特点与翻孔是相同的,主 要变形是切向受拉伸,因此称为伸长类翻边。 而当翻边线为外凸弧时,变形特点与翻孔完全不同, 与拉深是相同的,主要变形是切向受压缩,因此称为压缩 类翻边。 外缘翻边前的工序件可以是平面件,也可以是曲面件。 按结构形式可分为四种:即伸长类平面翻边和曲面翻 边、压缩类平面翻边和曲面翻边。本书只介绍平面外缘翻 边。
5.2 翻边
1.打板 2.凹模 3.凸模 4.压料板 图5-18 倒装式翻孔模
1.凸模 2.弹簧 3.压料板 4.工序件 5.凹模 6.顶板 7.顶杆 图5- 19 顺装式翻孔模
5.2 翻边
(二)翻边凸模和凹模的设计 • 翻边时,板料相对凹模圆角没有滑动,因此对翻 边凹模的圆角半径没有严格的限制可直接取工件 要求的圆角半径。 翻边凸模的结构形式很多,图 5-20给出几种常用圆孔翻边凸模的形状和尺寸。
5.2 翻边
确定非圆孔翻边的底孔形状和尺寸,一般仍按 弯曲展开计算。但由于切向变形的不均匀性,如果 取等宽的毛坯,翻边后直壁端头不可能平齐。如果 考虑非圆孔各段之间的相互影响,修正变形区宽度, 将使底孔形状变得不规则,给底孔的制备造成不必 要的困难,而且也很难准确修正。因此,对一般要 求的非圆孔翻边件,可以不考虑底孔形状的修正问 题。只有当翻边高度要求严格时,才考虑修正变形 区宽度。这时,可先按弯曲展开计算直线段c的翻边 宽度Bc,取凹弧段a的翻边宽度Ba为Bc的1.05~1.1倍。 凸弧段b的翻边宽度可利用拉深圆筒形件的毛坯直径 计算公式求得。最后,需考虑三者间的相互影响, 将底孔形状修正光滑。
5.2 翻边

翻边
5.2翻边
定义:将毛坯或半成品的外边缘或孔边缘沿
一定的曲线翻成竖立的边缘的冲压方法。
图5-9 内孔与外缘翻边零件
5.2.1内孔翻边
1.内孔翻边的变形特点
图5-10 圆孔翻边及其应力应变分布示意图◆圆孔翻孔时,毛坯变形区受两向拉应力作用,即切向拉应力σ
θ和径向拉应力σr的作用,其中切
向拉应力是最大主应力。
◆翻孔后所得的竖边在边缘部位上的厚度最小,易破裂。
2.圆孔翻边的极限变形程度
圆孔翻边的变形程度用翻边系数m 表示,翻边系数为翻边前孔径d 0与翻边后孔径D 的比值,为: 0
d m D
m 值越小,变形程度越大。
当翻边孔边缘不破裂所能达到的最小翻边变形程度为极限翻边系数,极限翻边系数用m min 表示。
3.内孔翻边的工艺设计
预孔直径d0和翻边高度H
1)一次翻边成形
当翻边系数m大于极限翻边系数m min时,可采用一次翻边成形。
图5-12 平板毛坯一次翻孔预孔孔径:翻边高度:
有缘学习更多+谓ygd3076考证资料或关注桃报:奉献教育(店铺)
2)拉深后再翻边
当m≤m min时,采用先拉深后翻边的方法
图5-13 拉深件底部冲孔后翻边翻边高度:
拉深高度:
5.2.2平面外缘翻边
◆内凹外缘翻边(伸长类变形,易开裂) ◆外凸缘翻边(压缩类变形,易起皱)
图5-15 外缘翻边
有缘学习更多+谓ygd3076考证资料或关注桃报:奉献教育(店铺)
谢谢观看。
冲压模具毕业设计翻边模设计

刃口尺寸的调整方法:根据冲压件的尺寸和形状,以及冲压机的压力和速度,进行适当的调整
刃口尺寸的确定注意事项:刃口尺寸的确定要符合冲压件的尺寸和形状,以及冲压机的压力和速度,以保证冲压件的质量和生产效率。
刃口尺寸的确定原则:根据冲压件的尺寸和形状,以及冲压机的压力和速度来确定
刃口尺寸的计算方法:根据冲压件的尺寸和形状,以及冲压机的压力和速度,利用公式进行计算
材料处理:对材料进行热处理、表面处理等,提高材料的耐磨性、耐腐蚀性和抗疲劳性
翻边模的工艺参数设计
PART FIVE
冲压工艺方案的确定
确定冲压工艺方案的目的:提高生产效率,降低成本,保证产品质量
冲压工艺方案的选择:根据产品形状、尺寸、材料等因素选择合适的冲压工艺方案
冲压工艺方案的设计:包括模具设计、冲压设备选择、冲压工艺参数设定等
退火:将模具材料加热到一定温度后保温一定时间,消除应力,提高塑性和韧性
调质:将模具材料加热到一定温度后保温一定时间,然后冷却,提高硬度和韧性
渗碳:将模具材料加热到一定温度后渗入碳元素,提高表面硬度和耐磨性
模具材料的选用原则
材料强度:应满足模具的使用寿命要求
材料硬度:应与冲压件的硬度相匹配
材料耐磨性:应具有良好的耐磨性,减少磨损
冲压工艺方案的优化:根据生产实际情况,对冲压工艺方案进行优化和改进,以提高生产效率和产品质量。
冲裁间隙的确定
冲裁间隙的定义:冲裁过程中,冲头和被冲材料之间的最小距离
冲裁间隙的确定方法:经验公式法、试验法、计算机模拟法等
冲裁间隙的确定原则:保证冲裁质量、提高生产效率、降低成本等
冲裁间隙的影响因素:材料性质、冲头形状、冲压速度等
寿命预测的重要性:合理预测模具寿命,有助于优化生产工艺,降低生产成本,提高产品质量。
冲压模具翻遍整形模毕业设计说明书
汽车门柱连接件翻边整形模具设计摘要本说明书在所要加工零件的基础上,经过仔细的论证和计算,完成了本次毕业设计题目的相关内容。
由于此次加工零件的加工工艺复杂,所以不能用一套模具来完成零件的加工,要单独设计两套模具,一套落料冲孔模、一套翻边成型模。
由于模具尺寸较大且不对称,模具的模座和冲头等不是标准件,要另行设计。
在模具设计过程中,主要进行了上下模座的设计,上下垫板的设计,落料和冲孔部分的设计,刃口尺寸的设计及计算,翻边部分的设计及计算,冲裁力的计算,翻边力的计算,压力机的选择,相关标准件的选择,考虑加工的工艺性等。
因被加工的零件窄且长,成形、翻边时不易定位,可能使翻边高度不均匀,在模具设计完成后根据实际加工情况,重新调整板料的尺寸和外形才可以正常加工。
在模具设计过程中,运用CAD技术进行模具结构设计和零件图纸的绘制。
考虑模具整体制造难度较大且整体重量较大,整副模具将增加制造和安装的难度,经过经验及相关计算,可以使用组合分体模具完成该模具的全部制造。
关键字:模具、落料冲孔、翻边成型、标准件。
Automotive Connectors post mold design plastic flangeAbstractThis instruction booklet in must process the components in the foundation, after careful proof and computation, has completed this graduation project topic related content. Because this processing components craft is complex, so we can not use a die to complete the processing of this parts, must alone design two sets of dies, a cutting punched hole die, a upsiding down edges die. Because the mold size is big also is asymmetrical, the die base and punch is not a standard hardware, must separate design. In die design process, mainly process project on the punch set, die set, punch pad, die pad, pierce, forming , tool point design and size calculation, upsiding down edgesof the design and calculation, stamping power calculation, upsiding down edges power calculation, hydraulic machine select, Related standards of standard parts atc. Because the components processes is been narrow also is long, bending and upsiding down edges not positioning, In die design based on the actual completion of the processing, readjusts the sheet size and the contour only then may process normally. In die design process, exertion CAD structural design and layout for the parts drawings. Consider a molding tool a whole manufacturing a difficulty bigger and whole weight to compare greatly, the whole molding tool difficulty of increment manufacturing and fixing, through experience and the related calculation, can use a discrete molding tool of combination to complete all manufacturings of this mold tool.Keyword:die, punched hole, upsiding down edges, standard parts目录引言 (1)第1章设计任务书 (2)第2章确定工艺方案 (3)第3章相关计算 (4)3.1内孔翻边的工艺计算 (4)3.1.1翻边件的口部壁厚 (5)3.1.2翻边力P和翻边功A (5)3.1.3翻边间隙和凸、凹模尺寸 (5)3.2内凹外缘翻边的计算 (6)3.3翻边凹模刃部的入模量 (7)第4章初步选定压力机 (9)4.1压力机类型的选择 (9)4.2压力机规格的选择 (9)第5章模具安装 (11)第6章翻边模具主要零件的结构设计与加工工艺 (12)6.1模具材料的选用 (12)6.2模具的总体设计 (12)6.3工作零件的结构设计 (12)6.4 模架、模柄的选择 (14)6.5螺钉的选择 (14)第7章成形模具凸凹模的数控加工工艺分析 (15)7.1 产品分析 (15)7.2 成型零件结构与分析 (15)7.3 工艺分析 (15)7.3.1工艺基准选择 (16)7.3.2装夹方式的选择 (16)7.3.3加工顺序安排 (16)7.4 基于MaterCAM的数控加工工艺过程 (17)7.5 分析与小结 (17)第8章选定设备 (19)总结 (20)参考文献 (22)引言模具是用以限定生产对象的形状和尺寸的装置。
翻边工艺简介

1.翻边的概念
翻边是在模具的作用下,将坯料的孔边缘或外边缘冲制成竖立边的成形方法,根据坯料的边缘状态和应 力、应变状态的不同,翻边可以分为内孔翻边和外缘翻边,也可分为伸长类翻边和压缩类翻边。
2.圆孔翻边
1)圆孔翻边的变形特点与变形程度
将画有距离相等的坐标网格(图1.1.1a)的坯料,放入翻边模内进行翻边(图1.1.1c)。翻边后从图 1.1.1b所示的冲件坐标网格的变化可以看出:坐标网格由扇形变为矩形,说明金属沿切向伸长,愈靠近 口伸长越大。同心圆之间的距离变化不明显,即金属在径向变形很小。竖边的壁厚有所减薄,尤其在孔
口处减薄较为明显。由此不难分析,翻孔时坯料的变形区是d和D1之间的环形部分。变形区受两向拉应
力—切向拉应力σ 1和σ 3的作用( 图1.1.1c );其中切向拉应力是最大主应力。在坯料孔口处,切向拉应 力达到最大值。因此,圆孔翻边的成型障碍在于孔口边缘被拉裂。破裂的条件取决于变形程度的大小。
变形程度以翻边前径d与翻边后孔径D的比值K来表示,即:
1)磨损后间隙太大
修凹模
更换预冲孔冲头 修凸模
翻边高 度不均
2)预冲孔尺寸偏大 3)翻边冲头直径太小或磨损
12/13
增大冲头R角 提高冲头表面光洁度
1)预冲孔毛刺大
制程安排问题
预冲孔后增加去毛刺或提高模具间隙
更换预冲冲头 调整材料翻边系数大于许用翻边系数 增强润滑剂 及时清净冲头上废料 降低速控比 提高弧面加工精度 提高冲头光洁度 减小凸凹模的间隙 及时更换冲头 提高模具加工精度 提高预冲孔精度/调整定位 提高预冲孔精度 加大凸模进入凹模的深度 确保送料到位与送料稳定
由于翻边后材料要变薄,为了保 证竖边的尺寸和精度,凸,凹模间隙 可小于材料原始厚度t,一般可取单 边间隙Z/2为:
翻孔翻边模设计
第2章产品工艺分析以及工艺方案的确定产品介绍材料:08 板厚:1mm 生产纲领:10万件/年尺寸如图所示课题介绍本次课题主要是分析该产品的工艺性,绘制产品的三维图,在多种工艺方案中选择其最优冲压工艺方案,然后进行工艺计算、确定其模具结构并设计其模具。
2.1 产品冲压工艺性分析冲压工艺设计主要包括冲压件的工艺性分析和冲压工艺方案的确定两个方面的内容。
良好的工艺性和合理的工艺方案可以用最小的材料消耗最少的工序数量和工时稳定地获得符合要求的优质产品并使模具结构简单模具寿命高因而可以减少劳动量和冲裁成本。
2.2工艺方案确定1)方案只有一种该工件包括折弯、压平1.折弯——压平1定位套2.凸轮把手3盖板.3.3.3压力机的选择压力机型号的确定主要取决于冲压工艺的要求和冲模结构情况,结合已求得的两幅模具的总压力F1=418KN,F2=311KN,查文献[1]表22.6-19选择公称压力F=630KN的开式压力机JB23—63和公称压力F=250KN 的开式压力机JB23—25。
装式特点。
冲孔废料由冲孔凸模冲入凹模洞口中,积聚到一定数量,由下模漏料孔排出,不必清除废料。
工件表面平直度较差,凸凹模承受张力较大。
但模具结构简单,操作方便。
经分析,此工件按IT14级加工制造,平直度要求较高,工件精度要求也较高。
所以从工件的加工精度考虑,采用正装复合模。
4.1.1翻孔翻边模工作零件的设计1.凹模(1)凹摸结构尺寸的确定。
凹模的刃口形式考虑到零件形状所以采用圆形刃口凹模。
凹模外形尺寸主要包括凹模厚度H凹模壁厚c凹模周径D0。
(2)凹模厚度的确定。
由模具结构得凹模厚度尺寸H=16mm。
(3)凹模壁厚的确定。
可取c=( 1.5~2)H=2mm。
(4)凹模周径的确定。
孔口尺寸b=40mm D=46mm查文献[1]表22.5-18材料选用T10A热处理淬火58~62HRC。
其结构与尺寸如图所示2.凸模凸模长度尺寸与凹模和凸模固定板的厚度有关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分类号:单位代码:10452毕业论文(设计)内外缘翻边模具设计姓名刘维琢学号 201203110222年级 2012专业机械设计制造及其自动化系(院)机械工程学院指导教师刘中奎2016年4月15日摘要随着我国模具技术的迅速发展,模具技术在工厂生产中得到越来越普遍的运用,模具创新设计是模具技术发展的一个必然趋势,模具的设计是模具行业的核心部分,这次设计通过对冲裁工件的工艺的分析,经过调查研究和到工厂实践设计了一套内外缘翻边模具。
这个设计逐一介绍了模具成型的各个零件其中包括凹凸模及其他零件如固定板、垫板、紧固零件、模具定位件、模柄等重要零件的计算与设计,以及各个零件之间的相互配合,通过分析计算设计的结果选择最优方案,并且对内外缘翻边模具的冲压部分进行了详细的设计,然后对模具进行了总体设计,而且分析我国模具行业的发展状况及面临的问题以及解决方案。
关键词:翻边模具模具设计冲压模具ABSTRACTWith the rapid development of China's Die & mold technology and die & Mould Technology in factory production are more and more widely applied, the innovation and mold design is an inevitable trend of the development of die and mould technology and die design is the core part of the mold industry, the design through the analysis of the blanking workpiece craft, after investigation and study and the practice factory design a set of internal and external edge flanging die. This design introduced one by one between the various parts of the mold which includes concave convex mold and other components, such as the calculation and design of the important components of fixed plate, plate, fastening parts, mold positioning device, a die shank, and various parts cooperate with each other, through the analysis and calculation of the design of the optimal solution, and detailed design of inner and outer edge flanging die stamping part, and then the mold design, and analysis of the development of industry of our country mould and facing the problems and their solutions.Keywords: Flanging die Mold design Stamping die目录第1章绪论 (1)1.1本课题的意义、目的、研究范围及要达到的要求 (1)1.2本课题在国内外的发展概况及存在的问题 (2)1.3本课题的指导思想及应解决的主要问题 (3)第2章模具设计程序及步骤 (4)2.1冲件工艺分析 (4)2.1.1翻边工件的形状、尺寸、精度、断面质量、装配关系分析 (4)2.1.2模具的结构形式、材料选用 (5)2.2模具工艺计算 (6)2.2.1计算毛坯尺寸,合理排样并绘制排样图,计算出材料利用率 (6)2.2.2翻边工序的计算 (12)2.2.3确定压力机公称压力 (13)2.3.选定定位元件 (15)2.3.1.4固定板、垫板设计与标准 (16)2.3.1.5导向零件的种类和标准的确定 (18)2.3.1.6紧固件与模具定位件的标准与确定 (20)2.3.1.7模柄与标准 (22)2.3.1绘制模具总体结构草图,初步计算并确定模具闭合高度,概算模具外形尺寸. 24第3章结论 (25)第4章结束语 (25)参考文献 (26)致谢 (27)1 绪论时光荏苒大学的本科学习即将结束了,现在离毕业只有一步之遥了,毕业设计是最后一步也是最重要的一步,他能够检测我们对我们所学知识的综合运用能力。
随着我国经济的飞速发展生产的产品越来越多样化,模具技术由于它的优越性的得到了空前的发展,模具技术的发展越来越受到人们的重视在汽车、家电、仪表等产品中,60%—80%的零件要通过模具成型,越来越多的企业采用模具生产,模具技术对企业的发展起着至关重要的作用。
不知不觉大学四年的本科学习就要结束了,在这四年中我们学习了画法几何、理论力学、机械设计、液压与气压传动等基础和专业知识的学习对我学的这个专业有了一个比较系统较全面的认识,对于内外缘翻边模具这个课题的设计我也进行了实习,我在南山轻合金有限公司进行了三个月的实习而这个公司主要生产易拉罐料铝箔等产品,这让我对冲压模具有一个很好的理解,进一步了解模具各个零件之间的关系,对我做毕业设计是有很大帮助的。
在导师的帮助及工厂培训员的讲解下在工厂检修的时候我们对于模具设备进行了拆装特别是对冲压模具一个更加全新的认识,在指导老师的协助下和同时查阅了很多相关冲压模具的资料亲自动手拆装了一些经典模具实体,了解了其中结构及工艺。
在我们图书馆借阅了一些关于模具的书籍及设计手册,在毕业设计中,将充分利用好各种书籍资料,并与导师进行了探讨,努力尽善尽美做好毕业设计。
在毕业设计的过程中,并不是一帆风顺的,多亏指导老师的细心指导及同学间的相互帮助才会使我在短时间内完成毕业设计。
因为我本人水平有限知识能力且缺乏实战经验所以难免在设计中有不妥之处,敬请老师指出。
1.1 本课题的意义、目的、研究范围及要达到的要求在当今产品生产中,模具由于他的互换性好,加工效率高,节约材料,所以能够得到广泛的运用。
随着现代科技的飞速前进,模具技术能够借助现代科技发展的越来越快,模具的适应性也会越来越强。
模具技术现在已经成为国家工业总体水平的重要标志。
并且采用模具进行成形加工能够节约材料节省时间提高效率,在大批大量的加工中,可使材料的利用率能够达95%或以上。
内外缘翻边模具的设计根据工件的尺寸及工艺要求,最后选择后导柱模架式单工序落料交叉排样的模,设计和制造没有特殊基本要求,一律按GB/T 2850.1~2850.7—1991、GB/T 2852.1~2852.4—1991、JB/T 8085—1990,和JB/T 7643~7654(冷冲模)选用标准件和基本模架,而且符合相关的技术要求。
冷冲压模具零件中不允许有裂痕,工件表面上不允许有氧化、划痕、锈蚀、损伤等缺陷。
要视零件的大小,倒角尺寸应该为。
452~450.5⨯⨯,倒圆角尺寸为1mm ~0.5。
经磁性吸力磨削后的冲压模件应消磁。
冲模各零件的材料和热处理硬度应该优先按《实用模具设计手册》中表22.1-3、表22.2-3选用,允许采用性能高于表22.3-4、表22.2-4所规定的钢号。
零件图中普通螺纹的基本尺寸要符合GB/T 197的相关规定,选用的极限公差与配合公差要符合GB/T 196的标准。
零件图如有没有注明尺寸的倒角,除刃口外所有锐边均应倒角或倒圆。
成形工作零件的口部圆角及拉伸筋应该用圆滑过渡,符合设计要求并允许在试模时给予修正,以便达到冲压零件的基本要求。
冲裁模之凸、凹模刃口及侧刃等必须无锈蚀缺陷,不要有崩刃、划痕和机械损伤。
冲裁模凹模工作孔不允许有倒锥度用冲压压加工的零件不要有过热、过烧的内部组织和机械加工不能去掉的裂纹、夹层及凹坑。
零件上销钉孔的配合长度要小于销钉直径的5.1倍。
固定板、导向零件、紧固件的形状和位置公差按GB/T 1181-1996等的规定。
固定卸料的导料板应磨成等高。
内外缘翻边模具的零部件的形状、公差、表面粗糙度等应符合设计的基本。
冲裁模凹模工作孔不允许有倒锥度用锻压加工的零件不应有过热、过烧的内部组织和机械加工不能去掉的裂纹、夹层及凹坑。
冲裁模凹模工作孔不允许有倒锥度,用锻压加工的零件不应有过热、的组织结构以及经加工处理不能去掉的裂纹、夹层及凹坑等。
经过热处理后的冲压模具硬度要均匀,不允许有脱碳区和软点,并能够清除氧化物。
1.2 本课题在国内外的发展概况及存在的问题模具是大工业生产的重要组成部分。
由于在国外,特别是工业发达国家,起步早,底子厚,其研发水平高,生产能力强,处于成熟稳定的发展状态。
在我国,虽然很早就开始制造使用模具,但是由于各种原因模具没能得到长久有效的发展。
直到20世纪90年代初期,中国模具工业才驶入发展的快车道。
近年,我国除了在技术与设备的国外引进外,自主研发与制造能力也在突飞猛进地发展,年增长率能够达到20%。
虽然近年来我国模具不断发展但总体来说大而不强,整体水平的设计和制造落后于德,美国,日本,法国,意大利等工业发达国家。
在这里只有对国内模具行业,存在的问题和差距进行了简要分析,主要表现在以下几个方面:高精尖模具大部分依赖进口,经济效益差,人才严重短缺,供需错位缺乏对市场对客户的调查,模具技术的发展在地域上发展不均。
我觉得以后要注重产业结构的调整和定位,通过技术创新来提升模具的制造水平来占领高精尖高档模具市场。
1.3 本课题的指导思想及应解决的主要问题本设计旨在通过分析计算所给待生产工件的各项工艺及要求和数据,根据模具设计生产的工作流程,并按照模具设计的各项标准进行设计及调整,达到符合工业生产所需的要求。
在设计过程,解决模具设计中材料的选择、尺寸的计算、标准件的选择、各装配零件的配合等各项问题,以期所设计模具能低成本加工及模具成品能加工出符合要求的工件。
2 模具设计程序及步骤2.1 冲件工艺分析2.1.1 翻边工件的形状、尺寸、精度、断面质量、装配关系分析图1工件图(材料Q235 t=1.0)根据所提供的产品图样可知,图示结构中需要对零件的内外缘进行翻边加工,首次冲压时用初始挡料销和固定挡料销定位,条料顺序送进一条料长度后,需使条料反转后再顺序送进,用两个挡料销和固定挡料销定位。