加工高酸值原油的方法及防腐措施
高酸原油加工防腐蚀技术(山东讲课)
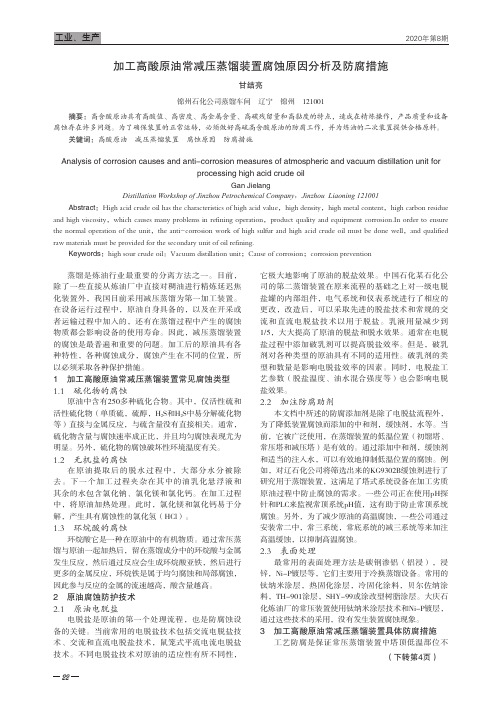
辽河原油
渤海锦州 9-3
喀麦隆 Lokele
巴西 Marlim
乍得 Doba
蜡含量, %
6.0
7.5
4.30
1.55
2.92
-
胶质+沥青质, % 17.7 12.58 18.54 18.16 12.50 16.98
22.8
硫含量 %
0.32 0.131 0.20
0.27
0.42
0.68
0.16
氮含量 %
18
加工高酸原油的 主要腐蚀
19
三、加工高酸原油的主要腐蚀
在加工过程中的腐蚀突出表现在以下几个方面: 1)酸值高,存在严重的高温环烷酸腐蚀; 2)电脱盐难度增加,低温部位腐蚀程度增加; 3)原油中氮含量高,在加工过程中形成含氮腐 蚀介质; 4)高酸原油的盐含量高,重金属含量高,尤其 是金属钙、镍的含量高,容易引起二次加工装置的 催化剂中毒、催化剂床层堵塞以及高温换热器等结 垢、结焦。
汽油酸度
煤油酸度
柴油酸度 蜡油酸值 渣油酸值
mgKOH/100ml mgKOH/100ml mgKOH/100ml mgKOH/g mgKOH/g
3.95
8.28
127.4
5.67
0.80
6.98
61.1
126.6
2.93
6.65
88.25
3.33
153.44
12.98
36.00
9.92
9.40
152.3
23
温度
环烷酸腐蚀受温度的影响比较大,在200℃以下环烷酸 对设备几乎不造成腐蚀,而当温度升高至200℃以上时,随 着温度升高腐蚀逐渐加剧。
Gutzeide等人的实验表明:温度每升高55℃,碳钢和低 合金钢腐蚀速度增加2倍。
加工高硫高酸原油注意事项

加工高硫、高酸原油注意事项常减压装置单独加工马瑞油,硫含量高达2.9%并含有硫化氢,给储运、装置加工带来很大安全隐患,并且严重影响产品质量,各生产环节要注意防止硫化氢中毒,装置要24小时不间断巡检。
对加工高硫、高酸原油安全注意事项重申如下:高硫高酸原油对装置的影响:高硫、高酸原油中的比重大、硫含量和重金属含量高,深度脱盐较为困难。
加工这类原油能够造成设备腐和催化剂中毒以及环境污染。
如电脱盐装置会因原油乳化而影响脱盐效果,从而造成分馏塔顶腐性,还会造成分馏塔、加热炉等设备高温部位的腐蚀。
加工高酸原油带来的腐性问题主要集中在蒸馏装置,而加工高硫原油带来的腐性问题,贯穿于整个原油加工过程中。
高温硫化物的腐性是指240℃以上的部位元素硫、硫化氢和硫醇等形成的腐蚀。
典型的高温硫化物腐蚀存在于常、减压塔的下部及塔底管线,常压渣油和减压渣油换热器,催化裂化装置分馏塔的下部,以及焦化装置高温部位等。
在高温条件下,活性硫与金属直接反应它出现在与物流接触的各个部位,表现为均匀腐性,其中以硫化氢的腐位性最强。
燃料重油中通常含有1%-3%的硫及硫化物,在燃烧中大部分生成SO2,其中约有1%-5%在一定条件下反应生成SO3,对设备几乎不发生腐性,但当它与烟气中的水蒸汽结合形成硫酸蒸汽时,在装置的落点部位发生凝结,严重腐蚀设备。
环烷酸腐蚀经常发生在酸值大于0.5mgKOH/g, 温度在270-400℃之间高流速介质中。
它与金属表面或硫化铁膜直接反应生成环烷酸铁,环烷酸铁是油溶性的,再加上介质的流动,使金属表面不断暴露并受到腐性,故环烷酸腐蚀的金属表面清洁,光滑无垢。
在物料的高温高流速区域,环烷酸腐呈顺流向产生的尖锐边缘的流线沟槽,在低流速区域,则呈边缘锐利的凹坑状。
环烷酸腐蚀都发生在塔盘、塔壁、转油线等部位。
另外由于环烷酸盐具有表面活性,会造成油品乳化,从而引起装置操作波动,并造成塔顶腐蚀。
装置在加工此类原油时要做好安全防范措施并从生产工艺上进行调整,保证产品质量合格和污水处理合格。
加工含硫含酸原油的腐蚀与控制

二、劣质原油加工技术现状及发展趋势
美国腐蚀工程师协会NACE颁布了很多关于炼 厂硫腐蚀防护方面的标准和实践指南。其第八技 术组(炼厂腐蚀委员会,NACE T-8 Group)发表 了很多专业论文,对腐蚀机理进行研究以及防腐 蚀工程应用进行总结。一些研究机构和公司在缓 蚀剂、材质表面改性、涂层防护以及腐蚀监检测 等方面开展了研究和应用。
二、劣质原油加工技术现状及发展趋势
2009年下半年平均加工利润排序已变为: 高硫>低硫>含硫>含酸,含酸原油的加工效 益已从 4月份排第一位,退至最后末位。
二、劣质原油加工技术现状及发展趋势
高酸原油加工的防腐和工艺技术近年来已得到 长足进步。中国石化对高酸原油加工起步较早,有 一定的技术和市场优势。但由于包括中国在内的高 酸原油加工能力提升迅猛,使得国际市场上出现了 相互争夺高酸原油现货资源的状况,从而使得加工 高酸原油的盈利空间受到限制。与其它品种进口原 油的毛利差大大缩小,甚至更差,这一状况可能随 油价涨跌有所变化,但高酸原油加工的暴利时代可 能已经过去。
二、劣质原油加工技术现状及发展趋势
2008年12月26日印度信赖公司位于印度古 吉拉特邦(Gujarat)的贾姆纳格尔(Jamnagar) 炼厂 2期开车,已于今年 3月中旬投入正常运 营。
二、劣质原油加工技术现状及发展趋势
据了解,该装置一次加工能力为 58万桶/日(约 3000万吨/年),设计标准为加工 API度为 24的 重质中间基原油,具有良好的加工适应性和灵活 性,可以加工来自美洲委内瑞拉、墨西哥和中东 等地区的重质高硫高酸原油,其中中东约占总进 口量的55%,其他地区大约占45%。其它地区的原 油油种主要包括西非的奎都、达丽亚、扎菲若, 苏丹的达混合油以及巴西的马林、阿尔巴克拉原 油等。
加工高酸原油的防腐措施探讨
2RCOOH+FeS→Fe(OOCR)2+H2S 环烷酸铁破坏了硫化亚铁保护膜, 引起了设备 的腐蚀。 3.3 高酸原油加工防腐对策 3.3.1 装置选材 根据目前掌握的环烷酸原油性质, 原油中所含 的 石 油 酸 向 重 组 分 发 展 , 例 如 蓬 莱 19- 3 油 田 原 油 : 320  ̄350℃馏 分 酸 度 值 达 到 6.802, 350  ̄370℃馏 分 酸 度 值 为 7.66, 370 ̄395℃馏 分 酸 度 值 为 9.32, 395 ̄ 425℃馏 分 酸 度 值 更 是 高 达 9.52, 560℃以 上 馏 分 酸 度 值 为 8.52, 所 含 的 石 油 酸 占 全 部 原 油 所 含 石 油 酸 的 48%[3]。 因 此 , 重 质 环 烷 酸 原 油 加 工 过 程 中 受 到 环烷酸腐蚀威胁的装置远远超出了以前高酸原油 加工过程中腐蚀的范围, 这就要求加工环烷酸原油 炼油厂装置选材时, 必须结合这些情况, 统一考虑, 控制腐蚀的发生。另外, 环烷酸原油一般氮含量较 高 , 催 化 裂 化 装 置 吸 收 解 吸 系 统 低 温 H2S- HCN- H2O 型 腐 蚀 问 题 , 以 及 催 化 裂 化 再 生 器 、三 旋 等 设 备 防 止 NOx- H2S- H2O 型 腐 蚀 体 系 造 成 的 腐 蚀 开 裂 问题在装置选材时也要做好周到考虑。 S- H2S- RSH - RCOOH 型 腐 蚀 的 影 响 因 素 除 去 环 烷 酸 浓 度 ( 酸 值 大 于 0.5mgKOH/g) 和 温 度 (270  ̄ 280℃和 350 ̄400℃两 个 范 围 )外 , 还 受 流 速 的 影 响 。 环烷酸的腐蚀部位都集中在流速高的地方, 流速增 加, 腐蚀速率也增加。 环烷酸形成可溶性的腐蚀产物, 硫化氢则形成 不溶性的腐蚀产物。当两者腐蚀作用同时进行, 如 果含硫量低于某临界值, 则腐蚀程度加重, 即环烷 酸破坏了硫化物腐蚀产生的硫化亚铁保护膜, 生成
高酸原油加工的腐蚀与防护

高酸原油加工的腐蚀与防护引言随着原油资源的日益紧缺,高酸原油的加工及利用已成为当前炼油行业的一项重要工作。
然而,高酸原油会对加工设备产生腐蚀,从而对生产带来不利影响。
本文将探讨高酸原油加工过程中的腐蚀问题及其防护方法。
高酸原油的定义高酸原油是指含有较高酸值的原油。
一般来说,酸值越高,腐蚀性就越大。
在高酸原油中,主要的酸类成分是硫酸、硝酸、有机酸等。
此外,含有杂质和硫化物的原油也具有较高的腐蚀性。
高酸原油加工中的腐蚀问题由于高酸原油具有较强的酸性,其在加工中会对设备和管线产生严重的腐蚀问题,导致设备寿命缩短、性能下降、安全隐患增加等问题。
腐蚀类型高酸原油加工中常见的腐蚀类型如下:•粘附腐蚀:高酸原油中的酸类成分会粘附到金属表面上,形成一层薄膜,这层薄膜中的有机物和金属中的氧发生反应,从而引发腐蚀。
•晶间腐蚀:高酸原油中的酸性物质会促进晶间腐蚀的发生,从而使设备和管道产生脆化和断裂。
•点蚀腐蚀:高酸原油中的杂质和硫化物等物质会形成点蚀,从而导致设备表面出现小孔和凸起。
腐蚀影响高酸原油加工过程中的腐蚀问题会对设备和管线的使用寿命和性能造成不良的影响,具体表现如下:•设备寿命缩短:高酸原油加工对设备产生的腐蚀作用会导致设备寿命缩短,从而增加了生产成本。
•性能下降:高酸原油加工对设备的腐蚀作用会导致设备的性能下降,生产效率降低。
•安全隐患:高酸原油加工过程中,管道和设备的腐蚀会导致破裂和泄漏,可能会产生严重的安全隐患。
防腐保护技术在高酸原油加工中,防腐保护技术的应用非常重要。
以下是一些有效的防腐保护技术。
1. 涂层技术针对高酸原油的腐蚀问题,涂层技术是一种重要的防护方法。
所选涂层应具有耐酸蚀、耐磨损、耐高温等特点,并需经过专业检测。
将这些涂层应用于设备和管道表面,则能有效地防止高酸原油产生腐蚀作用。
2. 材料选择正确认识原油的酸性,根据酸值和组成选择适合的材料,如含锆或钛的合金结构,操作期间需要引起关注。
炼油厂加工高硫高酸值原油遇到的问题及对策
炼油厂加工高硫高酸值原油遇到的问题及对策炼制高酸值原油时,除了三顶冷凝系统的腐蚀之外,设备腐蚀问题主要是由于环烷酸引起的高温腐蚀。
环烷酸腐蚀是在炼制高酸值原油时主要出现在常减压装置高温部位一种常见的腐蚀形态。
在低流速区域,环烷酸腐蚀一般为均匀腐蚀,也呈现边缘锐利的凹坑状;但在高流速区域,多表现为沿顺流方向产生的沟槽状局部腐蚀。
这种腐蚀是化学反应过程,环烷酸与铁生成油溶性环烷酸铁,故通常腐蚀表面无垢,呈现出有光泽的金属表面。
当环烷酸浓度高时,腐蚀速度就加快。
另外,环烷酸及生成的环烷酸盐还可破坏硫化亚铁保护膜,加速设备的腐蚀。
应采取以下措施预防:1、加强重点装置关键设备的腐蚀监测以及防腐管理为了应对加工高硫高酸原油对设备造成的腐蚀问题,增加了重点装置关键设备的腐蚀监测部位和监测频率,对重点装置关键设备监测部位的腐蚀控制指标重新进行了修订,加强三套常减压装置常减顶系统冷凝系统、两套催化分馏塔顶冷凝系统、六套加氢装置冷高分系统、球罐下切水硫化氢含量以及五套脱硫装置再生塔顶冷却系统的腐蚀监测。
在全厂建立防腐网络,厂主管领导直接负责,各车间由一名设备员和一名工艺员作为专职防腐人员,完善各车间的工艺防腐台账和设备防腐台账,定期召开全厂的防腐例会,在每期例会上安排一个防腐专题讲座,提高了防腐人员的专业水平,对全厂的防腐工作起到了积极的促进作用。
2、加强原油电脱盐的改造和管理工作。
在陆上混合原油的脱前盐含量相对较高的恶劣条件下,通过新上的超声波破乳及电脱盐工艺优化等工作,使原油的脱后含盐大幅下降,电脱盐的脱盐效果达到先进水平,进一步降低了对常减压及后续加工装置的腐蚀。
3、加强设备、管线的在线定点测厚工作。
加工高硫高酸原油后全厂的定点测厚数量已经由1923点增加到8000个点左右,目前增点的工作仍在继续。
同时要求检测中心,每年对所有定点测厚部位至少检测一遍,对已经加工高硫高酸原油的联合装置车间的高温部位实行重点检测,根据检测结果来确定检测的周期。
加工高硫原油常减压装置防腐管理及措施
加工高硫原油常减压装置防腐管理及措施摘要:本文论述了防腐管理是常减压长周期运行的关键,并结合常减压各部位腐蚀类型和现状,提出了解决措施。
关键词:常减压腐蚀类型防腐管理前言长周期平稳运行是对生产管理的核心要求,也是实现大安全和大效益的重要保证,随着原油不断劣质化,常减压装置腐蚀问题日益突出,对安全和效益的影响日益严重,为保证装置长周期运行,需针对常减压装置运行情况和腐蚀状况进行专项防腐管理和改造。
装置概况我厂某常减压装置是由北京设计院以中东含硫原油(硫含量为1.5%wt)为依据而设计的,采用初馏-常压-减压及初、常顶油→稳定流程,设计加工能力250万吨/年,于1995年建成投产。
为适应加工高硫油(硫含量2.56%w)的需要,2008年9月装置进行了适应性改造,设备管线材质进行了升级,2009年3月份投产。
装置设防值为硫含量不大于2.56%m,酸值不大于0.5mgKOH/g。
本周期该装置加工原油种类繁多,已达30余种,以沙轻、沙重为主,掺炼卡斯蒂利亚、科威特、卡夫基、巴士拉等重质高硫原油比例不断增加,加工原油硫含量持续升高,最高值已达2.87 wt%,已经超出装置设防值指标。
脱前盐含量较高,最高值达到300 mg/L以上,由于电脱盐设备未进行更新,脱后盐含量持续偏高,对装置腐蚀影响较大。
详见下表。
装置腐蚀现状及应对措施1、低温部位H2S—HC1一H20型腐蚀原油中存在的H2S以及有机硫化物分解生成的H2S,与原油加工过程中生成的腐蚀性介质(如HCl、NH3等)和人为加入的腐蚀性介质(如有机胺、水等)共同形成腐蚀性环境,在低温部位(特别是气液相变部位)造成严重的腐蚀。
2009年开工后常顶泄漏情况统计如下:针对常顶冷凝冷却系统腐蚀制定专项工艺防腐措施进行控制。
1.1 改进电脱盐管理电脱盐是控制腐蚀的第一步,也是最关键的一步。
充分脱除水解后能产生氯化氢的盐类是个治本的办法,为此采取多种措施来改善电脱盐单元的脱盐效果:1.2 改进“三注”管理常顶冷凝冷却系统腐蚀腐蚀严重,与“三注”效果差有直接关系。
加工高酸原油常减压蒸馏装置腐蚀原因分析及防腐措施
蒸馏是炼油行业最重要的分离方法之一。
目前,除了一些直接从炼油厂中直接对稠油进行精炼延迟焦化装置外,我国目前采用减压蒸馏为第一加工装置。
在设备运行过程中,原油自身具备的,以及在开采或者运输过程中加入的,还有在蒸馏过程中产生的腐蚀物质都会影响设备的使用寿命。
因此,减压蒸馏装置的腐蚀是最普遍和重要的问题。
加工后的原油具有各种特性,各种腐蚀成分,腐蚀产生在不同的位置,所以必须采取各种保护措施。
1 加工高酸原油常减压蒸馏装置常见腐蚀类型1.1 硫化物的腐蚀原油中含有250多种硫化合物。
其中,仅活性硫和活性硫化物(单质硫,硫醇,H2S和H2S中易分解硫化物等)直接与金属反应,与硫含量没有直接相关。
通常,硫化物含量与腐蚀速率成正比,并且均匀腐蚀表现尤为明显。
另外,硫化物的腐蚀破坏性环境温度有关。
1.2 无机盐的腐蚀在原油提取后的脱水过程中,大部分水分被除去。
下一个加工过程夹杂在其中的油乳化悬浮液和其余的水包含氯化钠、氯化镁和氯化钙。
在加工过程中,将原油加热处理。
此时,氯化镁和氯化钙易于分解,产生具有腐蚀性的氯化氢(HCl)。
1.3 环烷酸的腐蚀环烷酸它是一种在原油中的有机物质。
通过常压蒸馏与原油一起加热后,留在蒸馏成分中的环烷酸与金属发生反应,然后通过反应会生成环烷酸亚铁,然后进行更多的金属反应,环烷铁是属于均匀腐蚀和局部腐蚀,因此参与反应的金属的流速越高,酸含量越高。
2 原油腐蚀防护技术2.1 原油电脱盐电脱盐是原油的第一个处理流程,也是防腐蚀设备的关键。
当前常用的电脱盐技术包括交流电脱盐技术、交流和直流电脱盐技术,鼠笼式平流电流电脱盐技术。
不同电脱盐技术对原油的适应性有所不同性,它极大地影响了原油的脱盐效果。
中国石化某石化公司的第二蒸馏装置在原来流程的基础之上对一级电脱盐罐的内部组件,电气系统和仪表系统进行了相应的更改,改造后,可以采取先进的脱盐技术和常规的交流和直流电脱盐技术以用于脱盐。
乳液用量减少到1/5,大大提高了原油的脱盐和脱水效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工高酸值原油的方法及防腐措施
随着高酸、高硫原油加工量的不断增加,炼油厂设备腐蚀日趋严重,已影响到炼油装置的安全、稳定、长周期、满负荷、优质生产。
重油装置高温部位通常采用耐腐蚀材料,而蒸馏塔顶低温轻油部位受HCl-H2S-H2O体系的腐蚀,若采用奥氏体不锈钢,则存在Cl-应力腐蚀开裂的问题,因此一般采用化学注剂防腐工艺,即用中和剂降低冷凝系统的酸性物,用缓蚀剂使它在金属表面形成一层保护膜。
传统的做法是采用注氨水的方法中和冷凝液中的酸性物,但露点部位的腐蚀仍会发生。
早在八十年代初我国许多炼油厂即开始了“一脱四注”并取得了较好的效果。
随着时间的推移,在美国到九十年代初已约有80%的炼油厂把注氨改为注有机胺,我国在九十年代已陆续有些炼油厂改注有机胺,有的还同时加入缓蚀剂和分散剂等助剂。
近几年来,随着工艺防腐理论的发展和技术的进步,国内外炼厂开始逐渐采用一剂多用的中和缓蚀剂技术来控制塔顶冷凝系统的腐蚀。
性能良好的中和缓蚀剂既具有中和塔顶冷凝区酸性物的作用,又具有在金属表面成膜的功效,能解决露点腐蚀及铵盐沉积造成的结垢和二次腐蚀问题。
二、防止腐蚀措施
1. 脱盐。
目前大多数炼油厂采用二级脱盐工艺,个别厂已采用三级脱盐工艺,使脱后原油含盐达到石化企业规定标准——小于3mgNaCl/L。
但是在这里需说明一点,即目前的脱盐工艺仅仅是脱除原油中可溶于水的无机盐类,由于其中以碱金属及碱土金属的氯化物为主,故将氯化钙、氯化镁和氯化钠均换算为氯化钠含量并以mgNaCl/L表示,但其中的盐并不一定都是氯化物,也可能是硫酸盐,碳酸盐和石油酸盐,如已发现在新疆及华北一些原油中含有较高的石油酸钙,而氯化物也不一定都是无机氯化物,如上所述原油中还含有氯代烃,这些有机金属化合物和氯代烃,目前的脱盐工艺是不能将其脱除的,它们将带入常压塔,金属盐类将浓缩于渣油中,而氯代烃及硫化物则部份分解进入塔顶馏分而造成腐蚀。
2. 注入中和剂控制塔顶pH值。
目前一些炼油厂曾采用注氨中和塔顶酸性物质,控制塔顶pH值在6-7.5之间,由于氨不能进入塔回流线以下,NH4Cl会堵塞塔盘、降液管,引起垢下腐蚀,而且由于氨的易挥发性,也不易控制中和pH值在理想范围内,随后有人采用单一的中和剂(醇胺、吗啉等),或将其与氨混合使用都未能得到令人满意的结查。
3. 多组份胺类复合中和剂较用单一的胺或氨为好。
我们认为若将多组份复合胺类中和剂与缓蚀剂复配混合使用更好,首先这种直链和环状胺类作为中和剂在塔顶中和时能提供理想的,较窄的pH值控制范围,其次中和形成的盐在油中有足够的溶解性,减少了形成沉淀的倾向。
对于露点以上的腐蚀速率,则应要据塔顶总的蒸汽量的多少,适当增加剂的注入量。
4. 控制塔顶温度,减少塔顶蒸汽凝水量,亦可达到减缓腐蚀的目的。
通过上述分析可知当塔顶温度在100℃或更低时,水蒸汽较易冷凝成水,HCl、H2S溶于其中形成酸性腐蚀介质而引起腐蚀。
因此,适当提高塔顶温度使其达到110℃左右,减少塔顶冷凝水量,则有利于缓解腐蚀速度。
5. 常压塔顶注水不仅可以促使中和剂和缓蚀剂同塔顶的酸性气体较好的混合并将酸性组份稀释,而且可将塔板上沉积的盐垢冲洗除去而减少垢下腐蚀。
新鲜水注入塔内,盐即溶于水,含盐的水可经馏出口抽出。
6. 加强工艺控制分析,做到心中有数。
⑴加强电脱盐装置脱后盐含量分析,尤其有机氯含量的变化。
⑵定期监测,控制常压塔顶物流pH值,建议安装pH在线测定系统。
⑶在常压塔馏出线出口使用电阻探针或挂片进行在线监测,并定期对塔进行壁厚测量。
⑷定期对常压塔顶冷凝水进行Fe2+、Fe3+、Cl-、S2-进行分析,判断腐蚀情况,并根据检测结果随时调整缓蚀剂、中和剂的加入量。