侧向分型及抽芯机构
侧向分型与抽心机构
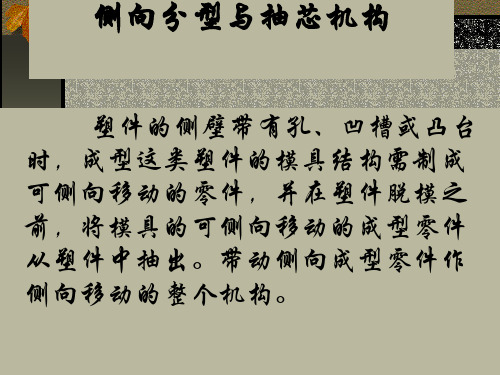
尺寸参数﹕
1.B>=(1.5~2)C, 当 C值越大时﹐B.C间 倍数越大; 2.B>=1.5A, 如 果 B 值无法大于等于 1.5A时﹐可采用 母模板直接束紧滑 块﹐但要考虑滑 3.a.b 面 须 贴 紧 (b 面为主要定位面 )﹐不可有间隙﹔ 4.c 面 斜 度 b=a+2<=27 5.束块需热处理 ﹐c面还需研磨处 理﹔
L
a S
H
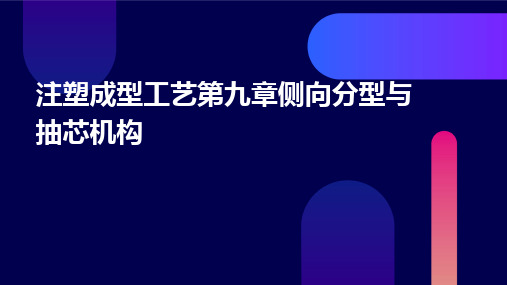
斜导柱的安装
两板模
三板模
倒装在滑块上
(滑块行程很大时﹐如果不采用 倒装式﹐斜导柱会伸入公模很长 ﹐导致开模后不方便成品的取出)
在母模板上用 一个单独的固 定块固定
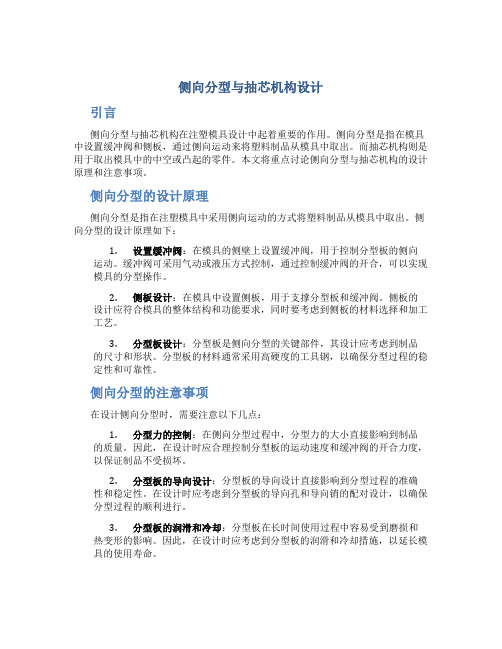
斜楔
利用斜楔驱动行位运动,工作原理与斜导柱驱动
行位类似,但由于斜楔与斜楔孔配合较大(斜楔宽 度与厚度尺寸相对同样规格的斜导柱较大),所以 其强度和刚度都大大超过同样规格的斜导柱。 同样,斜楔倾斜角度最大不能超过25°,且所驱动 的行位行程在20mm以内.通常,斜楔驱动的行位多 装于A板一侧,此种结构优点在于刚刚开模时,由 于斜楔直面的作用,行位不能后退,此时行位上成 型制品侧壁凹凸形状(或孔)的型芯还未能脱离制 品,因此,随着模具开启,在行位限制下,保证能将 制品顺利地从前模型腔里拉到后模一侧 。
行位导滑结结构
滑块压块
独立出来的滑块压块,它的宽(B) 和高(A)一般不小于15mm.长度(L) 一般为模仁边至模板边之间的 距离.用二个或多个螺丝进行锁 定,螺丝大小不要小于M6.此外, 重点注意以下图示内容.
此结构要求
为便于加工和装配
受刀具限制需K ≤5
行位尺 寸很大, 可在行 位两边 加嵌块 导滑时,
.HALF行位设计(图27)
精度要求较高时,如(图28)所示加导向键HALF行 位必须设计定位结构,如图所示的下内模定位方 式,及的定位镶件定位方式是常用的定位方式
注塑成型工艺第九章侧向分型与抽芯机构
规模将持续增长。
竞争格局日益激烈
02
随着市场的不断扩大,竞争者将不断增加,竞争格局将日益激
烈。
品牌和服务成为竞争焦点
03
在激烈的市场竞争中,品牌和服务将成为企业赢得市场份额的
关键因素。
THANK YOU
和卡滞。
安全防护设计
应确保操作人员安全,避免在 操作过程中发生意外伤害。
03
抽芯机构的工作原理
抽芯机构的分类
滑块抽芯机构
通过滑块在模具中的移动,实 现侧向分型与抽芯。
斜导槽抽芯机构
利用斜导槽控制滑块移动,实 现侧向分型与抽芯。
液压抽芯机构
利用液压系统推动滑块移动, 实现侧向分型与抽芯。
气压抽芯机构
选择合适的驱动方式
根据生产需求和设备条件,选择合适 的驱动方式,如气压、液压或电动等。
设计合理的斜导槽
为了确保滑块的稳定移动,需设计合 理的斜导槽角度和长度。
考虑耐磨性和强度
滑块和斜导槽需具备一定的耐磨性和 强度,以确保长期稳定运行。
04
侧向分型与抽芯机构的维护与 保养
侧向分型与抽芯机构的日常维护
01
02
03
每日检查
检查侧向分型与抽芯机构 的运行状态,确保其正常 工作。
清理
清理侧向分型与抽芯机构 表面灰尘和杂物,保持清 洁。
检查润滑
检查并补充润滑油,保证 机构润滑良好。
侧向分型与抽芯机构的定期保养
定期清洗
根据需要定期清洗侧向分 型与抽芯机构,去除积聚 的污垢和杂质。
检查紧固件
检查并紧固侧向分型与抽 芯机构的紧固件,确保其 牢固可靠。
侧向分型与抽芯机构的应用场景
侧向分型与抽芯机构广泛应用于各种注塑成型领域,如汽车零部件、家电产品、 包装容器等。
侧向分型与抽芯机构设计
侧向分型与抽芯机构设计引言侧向分型与抽芯机构在注塑模具设计中起着重要的作用。
侧向分型是指在模具中设置缓冲阀和侧板,通过侧向运动来将塑料制品从模具中取出。
而抽芯机构则是用于取出模具中的中空或凸起的零件。
本文将重点讨论侧向分型与抽芯机构的设计原理和注意事项。
侧向分型的设计原理侧向分型是指在注塑模具中采用侧向运动的方式将塑料制品从模具中取出。
侧向分型的设计原理如下:1.设置缓冲阀:在模具的侧壁上设置缓冲阀,用于控制分型板的侧向运动。
缓冲阀可采用气动或液压方式控制,通过控制缓冲阀的开合,可以实现模具的分型操作。
2.侧板设计:在模具中设置侧板,用于支撑分型板和缓冲阀。
侧板的设计应符合模具的整体结构和功能要求,同时要考虑到侧板的材料选择和加工工艺。
3.分型板设计:分型板是侧向分型的关键部件,其设计应考虑到制品的尺寸和形状。
分型板的材料通常采用高硬度的工具钢,以确保分型过程的稳定性和可靠性。
侧向分型的注意事项在设计侧向分型时,需要注意以下几点:1.分型力的控制:在侧向分型过程中,分型力的大小直接影响到制品的质量。
因此,在设计时应合理控制分型板的运动速度和缓冲阀的开合力度,以保证制品不受损坏。
2.分型板的导向设计:分型板的导向设计直接影响到分型过程的准确性和稳定性。
在设计时应考虑到分型板的导向孔和导向销的配对设计,以确保分型过程的顺利进行。
3.分型板的润滑和冷却:分型板在长时间使用过程中容易受到磨损和热变形的影响。
因此,在设计时应考虑到分型板的润滑和冷却措施,以延长模具的使用寿命。
抽芯机构的设计原理抽芯机构是用于取出模具中的中空或凸起的零件。
抽芯机构的设计原理如下:1.抽芯导向设计:抽芯导向是指在模具中设置抽芯导向销和抽芯导向孔,以确保抽芯过程的准确性和稳定性。
抽芯导向的设计应考虑到抽芯导向销和抽芯导向孔的配对设计,以保证抽芯过程的顺利进行。
2.弹簧压力的控制:在抽芯过程中,弹簧的压力大小直接影响到抽芯的力度。
侧向分型及抽芯机构
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
Pcosa=Q’+F1sina+F2 式中 F1=Pf F2=P1f
一、斜导柱(销)分型与抽芯机构
特点:结构简单、制造方便、安全可靠、应用广泛等特点。
工作原理如图所示:
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
1、斜导柱的设计 (1)斜销的结构如图
(2)斜销倾斜角a的确定 斜销倾斜角a与斜销所受的弯 曲离抽拔力开模力等有关的重 要参数,从受力图上可知如图。
§10.7 齿条齿轮侧向分型与抽芯机构
特点:抽拔力大、抽芯距长、抽芯方向灵活但结构复杂,加工困难。
1.齿条固定在定模的斜向抽芯机构如图。
第十章 侧向分型与抽芯机构
§10.7 齿条齿轮侧向分型与抽芯机构
2.齿条固定在推出机构上的斜向抽芯机构
第十章 侧向分型与抽芯机构
§10.7 齿条齿轮侧向分型与抽芯机构
第十章 侧向分型与抽芯机构
§10.6 斜滑块侧向分型与抽芯机构
(一)、滑块导滑的斜滑块分型与抽型机构
特点:结构简单、制造方便、安 全可靠等。
适用对象:侧向凸凹较浅,抽芯 距较小,成型面积较大,所需抽 拔力较大的模具。 工作原理(如图)
第十章 侧向分型与抽芯机构
§10.6 斜滑块侧向分型与抽芯机构
(3)斜销直径d的计算
斜销主要承受弯曲力,可根据最大许用弯曲应力验算:
M=PI1
第八章 侧向分型和抽芯机构
斜导柱直径的确定:
通常:α=15°~20°,最大不超过25° F弯=F抽/cosα L4=S抽/sinα F开=F抽·tanα H4=S抽/tanα
斜导柱直径的确定:
斜导柱直径( 斜导柱直径(d)取决于它所受的最大弯曲力(F弯) 取决于它所受的最大弯曲力(
F弯 H ' d =3 0.1 cos α [σ 弯 ]
七、防止侧抽芯引起侧壁变形的方法:
七、防止侧抽芯引起侧壁变形的方法1:
七、防止侧抽芯引起侧壁变形的方法2:
是利用成型的开模动作使斜导柱与滑块产生相对运动趋势使滑块沿开模方向及水平方向的两种运动形式使之脱离倒勾
第八章 侧向分型和抽芯机构
本章重点:
1.侧抽芯滑块的结构﹑导向及定位. 2.常用侧抽芯机构的类型及结构.
观察下列塑件有什么特点?
塑件上有侧向孔、侧向凸凹、侧向的凸台
一、应用场合:
1.制品内外表面有凹、凸形状
3.斜滑板:
优点: ﹙1﹚可以驱动行程较大的滑块. ﹙α角可以大到40度﹚ ﹙2﹚由于侧滑板安装在模具外侧, 给冷却水道的安装提纲了较 大的空间. ﹙3﹚安装维护方便.
3.斜滑板:常用斜滑板的种类
4.斜滑块:﹙half模.哈夫模﹚
主要应用于:抽芯距离不大但是成型面积较大的场合: 如周转箱.线圈骨架等.
8.斜顶杆抽芯(内抽芯): 常用的斜顶杆抽芯结构:产量较小的内抽芯简易结构
8.斜顶杆抽芯(内抽芯):其他注意事项
9.定模抽芯:
说明:现在有专用的定模顶出注塑机
六、先复位机构: 先复位的目的:
先复位的目的:
常用先复位机构: 1.弹簧先复位
2.注塑机顶杆拉回复位
先复位机构:
3.摆杆先复位机构
侧向分型与抽芯机构
精选版课件ppt
11
10.3 斜导柱侧向分型与抽芯机构
10.3.1 斜导柱侧抽芯机构的组成与工作原理 在所有的侧抽芯机构中,斜导柱侧抽芯机构应用最
为广泛,其基本结构组成如图10.3所示。它是由 侧型芯8和侧向成型块12(成型元件),在推件板1上 的导滑槽内作侧向分型与抽芯运动和复位运动的侧 滑块5、12(运动元件),固定在定模板10内与合模 方向成一定角度的斜导柱7、11(传动元件),注射 时防止侧型芯和侧滑块产生位移的楔紧块6、13(锁 紧元件)和使侧滑块在抽芯结束后准确定位的限位 挡块2、14,拉杆4,弹簧3及垫圈螺母等零件组成 的限位机构(限位元件)组成。
(3)传动元件 传动元件是指开模时带动运动元件作侧向分型或抽 芯,合模时又使之复位的零件,如图10.1中的斜导柱8。
(4)锁紧元件 为了防止注射时运动元件受到侧向压力而产生位移 所设置的零件称为锁紧元件,如图10.1中的楔紧块10。
(5)限位元件 为了使运动元件在侧向分型或侧向抽芯结束后停留 在所要求的位置上,以保证合模时传动元件能顺利使其复位,必 须设置运动元件在侧向分型或侧向抽芯结束时的限位元件,如图 10.1中的弹簧拉杆挡块机构。
图a是利用滑块自 重来定位。
图b是用弹簧的弹 力使滑块定位在挡 板上。
图c、d是用弹簧、 活动定位钉定位。
图e是用钢球代替 活动定位钉,不易 磨损。
图f是将弹簧横放于
滑块定位装置
模内
精选版课件ppt
28
楔紧块的设计
图10.11a为楔紧块用销钉定位、用螺钉固定于模板外侧面上的 形式,制造装配简单,但刚性较差,仅用于侧向压力较小的场合; 图10.11b为楔紧块固定于模板内的形式,提高了楔紧强度和刚 度,用于侧向压力较大的场合;图10.11c、d为双重楔紧的形式, 前者用辅助楔紧块将主楔紧块楔紧,后者采用楔紧锥与楔紧块双 重楔紧;图10.11e为整体式楔紧的形式,在模板上制出楔紧块, 其特点是楔紧块刚度好,侧滑块受强大的楔紧力不易移动,用子 侧向压力特别大的场合,但材料消耗较大,加工精度要求较高, 并因模板不经热处理,表面硬度较低。
侧抽芯机构

侧向分型与侧抽芯机构
Text in here
斜导柱长度及开模行程计算
L L1 L2 L3 L4 L5 D h d S tan tan (8~15) 2 cos 2 sin
当抽拔方向与开模方向垂直时,斜导柱 的有效长度:
L4
S sin
活动型芯与滑块的连接形式
三. 侧向分型与侧抽芯机构设计
2 滑块、导滑槽及定位装置设计
侧向分型与侧抽芯机构
Text in here
滑块的导滑形式
三. 侧向分型与侧抽芯机构设计
2 滑块、导滑槽及定位装置设计
侧向分型与侧抽芯机构
Text in here
滑块的导滑长度
滑块的定位装置
三. 侧向分型与侧抽芯机构设计
3 楔紧块的设计
侧向分型与侧抽芯机构
Text in here
滑块的滑块锁紧楔形式
三. 侧向分型与侧抽芯机构设计
4 斜滑块设计要点
侧向分型与侧抽芯机构
斜滑块的组合形式
三. 斜滑块侧向分型与侧抽芯机构设计
4 斜滑块设计要点
侧向分型与侧抽芯机构
斜滑块的导滑形式
三. 斜滑块侧向分型与侧抽芯机构设计
4 斜滑块设计要点
侧向分型与侧抽芯机构
Text in here
斜导柱长度及开模行程计算
3)当抽拔方向偏向定模角度为时
斜导柱的有效长度
L4
S cos sin
最小开模行程
H S (cot cos sin )
三. 侧向分型与侧抽芯机构设计
1 斜导柱设计
侧向分型与侧抽芯机构
Text in here
斜导柱弯曲力计算
侧向分型与抽芯机构

5.斜导柱抽芯机构的常见形式 (1)斜导柱在定模,滑块在动模
4.10 注射模具侧向抽芯机构设计
5.斜导柱抽芯机构的常见形式 (1)斜导柱在定模,滑块在动模
(1)斜导柱在定模,
(2)斜导柱在动模,
(2)斜导柱在动模,
(2)斜导柱在动模,滑块在定模(续)
(3)斜导柱和滑块同在定模
(4)斜导柱和滑块同在动模
第10章 侧向分型与抽芯机构
需要侧向抽芯塑件特征
10.1 侧向抽芯机构的分类及组成
下面按侧抽芯机构的 动力来源将其分为手动、 气动、液压和机动四种 类型。 1手动侧向分型与抽芯机构 (1)模内手动分型抽芯结构
(2)模外手动分型抽芯结构
2液压、气动侧向分型与抽芯机构
2液压、气动侧向分型与抽芯机构
4. (1)滑块锁紧楔形式
1)滑块锁紧楔形式应用实例 1
2)当定模不允许楔紧块做大,可直接将斜导柱安装于定模 镶件或定模板上。
3)当模具位置非常紧张,滑块必须做的很小
4)有些制品滑块厚度较厚时,可将滑块的外侧减薄
5)防止侧壁粘模装置
6)内缩滑块仅适用于制品内侧壁凹下部位的成型脱模。
6)内缩滑块仅适用于制品内侧壁凹下部位的成型脱模。
2)某些特殊的情况下 ①塑件外形为圆形并用二等分滑块绕线圈抽芯
S抽 R2 r2 K
2)某些特殊的情况下 ②塑件外形为圆形并用多等分滑块抽芯
③塑件外形为矩形并且二等分滑块抽芯
S抽 h / 2 K
2 斜导柱的设计 (1)斜导柱长度及开模行程计算
ห้องสมุดไป่ตู้
L
L1
L2
L3
L4
L5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特点:结构简单、制造方便、安全可靠、应用广泛等特点。
工作原理如图所示:
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
1、斜导柱的设计 (1)斜销的结构如图
(2)斜销倾斜角a的确定 斜销倾斜角a与斜销所受的弯 曲离抽拔力开模力等有关的重 要参数,从受力图上可知如图。
b 合模定位?
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
4.楔紧块的设计
(1)楔紧块的形式
(2)楔紧块的楔角a’ 楔紧块的楔角一般取a’=a+(2。~3。)
为什麽?
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
2.滑块与导滑槽的设计
(1)侧型芯与滑块的连接形式
滑块材料一般采用 45钢或T8、T10, 热处理硬度HRC40 以上。
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
(2)侧型芯的结构
(3)滑块限位肩的位置
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
(4)滑块的导滑形式 滑块与导滑槽的配合形式(如右图)
(3)斜销直径d的计算
斜销主要承受弯曲力,可根据最大许用弯曲应力验算:
M=PI1
式中 M—最大弯距 P —斜销所受最大弯曲力
I1—弯曲力力点距斜销伸出端根部的距离
弯
M W
即可计算斜销直径:
M
PI
d 3 0.1 3 0.1
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
锥面定位的滑块导滑槽
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
(5)滑块长度与导滑槽长度 注意:滑块长度与导滑槽长度之比一般为3:2,滑块的滑动长度应大于滑块高度,
否则易歪斜,造成运动不畅或卡滞(如图)局部延长导滑板(如图)
滑块的导滑形式
导滑槽常用45钢,调质热处 理28~32HRC。 压条的材料用T8、T10或45 钢,热处理硬度HRC50以上。 滑块与导滑槽的配合为 H8/f8,配合部分表面粗糙 度Ra≤0.8μm。 滑块长度l应大于滑块宽度的 1.5倍,抽芯完毕,留在导滑 槽内的长度不小于2/3l。
第十章 侧向分型与抽芯机构
§10.1 侧向抽芯机构的分类及组成
二、侧向分型和抽芯机构的组成
第十章 侧向分型与抽芯机构
§10.1 侧向抽芯机构的 分类及组成
第十章 侧向分型与抽芯机构
§10.2 抽芯力与抽芯距的确定
一、抽芯距的确定
抽芯距:指侧型芯从成型位置抽至不妨 碍塑件脱模的位置,侧 型芯在抽拔方向所 移动的的距离。
第十章 侧向分型与抽芯机构
本章重点:
1.侧向抽芯机构的组成、工作原理与工作过程、抽芯力的确定与 抽芯距的计算; 2.斜导柱侧向分型和抽芯机构组成与工作原理; 3.斜导柱的设计:斜导柱的结构形式、斜导柱长度、直径的计 算、侧滑块的设计、导滑槽的设计、楔紧块的设计、侧滑块定位 装置的设计等; 4.先复位机构类型及工作原理; 5.斜导柱侧向分型与抽芯机构的形式,四种结构形式设计;
第十章 侧向分型与抽芯机构
§10.1 侧向抽芯机构的分类及组成
★ 概念:
1.侧型芯:当塑件上具有与开模方向不同的内外侧孔或侧凹等结构阻碍塑件直 接脱模时,必须将成型侧孔或侧凹的零件做成活动结构的零件。 2.侧向抽芯机构:在推动塑件脱离模具之前需先将侧型芯抽出,然后再推出 塑件,完成侧型芯抽出和复位动作的机构。
一般,抽芯距等于侧孔深加2-3mm。 当塑件较特殊时如图所示,其计算公式 如下:
S S1 (2 ~ 3) (R2 r2 ) (2 ~ 3)
式中 S——抽芯距; S1——抽芯距极限尺寸; R——塑件外形; r——塑件外形小径;
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
)
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
斜角a与斜销的工作长度抽芯距开模距 离的关系:
H Sctga
l S sin a
式中 H——抽芯机构完成抽芯距S所需的开模距; S——抽芯距; l——斜销的工作长度 a——斜销的倾斜角(a<25。)
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
得到:
Q'P1F
P1
cos a f sin a sin a f cos a
P1
Q' tg即f =tgφ
P1
Q' 1
tga tg 2tgatg tg
2
化简得:
P1
Q'
cos2 cos(a 2
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
3.滑块定位装置的设计
滑块定位装置的几种形式
注意:由于定位装置的可靠性与滑块抽拔方向紧密相关,所以应指明模具安装 于成型设备上的方向,以确保工作安全。
a 开模定位 (用a钢)珠一卡般位采,保用证钢每珠次定开位模时滑块准确到位. (b)弹簧定位装置
代入上式:
P
Q'P1 f
cos a f sin a
P sin a P1 Pf cos a
P
P1
sin a f cos a
图中Q’——抽拔力 P1——开模力
P——斜销施与滑块的正压力 P’——斜销承受的弯曲力 F1——斜销与滑块间的摩擦力 F2——滑块与导滑槽间的摩擦力
第十章 侧向分型与抽芯机构
第十章 侧向分型与抽芯机构
§10.1 侧向抽芯机构的分类及组成
一、侧向分型和抽芯机构的分类
(1)手动分型抽芯机构 特点:侧抽芯和侧向分型的动作由人工来实现,模具结构简单,制模容
易,但生产效率低,不能自动化生产,工人劳动强度大,故在抽拔力较大 的场合下不能采用。
(2)机动分型抽芯机构
(3)液压或气动驱动抽芯机构
斜导柱固定端与模板之间的配合采用H7/m6,与滑块之间的配合采用 0.5~1mm的间隙。斜导柱的材料多为T8、T10等碳素工具钢,也可以采用 20钢渗碳处理,热处理要求HRC≥55,表面粗糙度Ra≤0.8μm。
第十章 侧向分型与抽芯机构
§10.3 斜导柱侧向分型与抽芯机构
Pcosa=Q’+F1sina+F2 式中 F1=Pf F2=P1f