焊接坡口基本形式及尺寸
焊接坡口形式与尺寸

焊接坡口形式与尺寸
为了保证焊接质量,在焊接前对工件需要焊接处进行的加工,可以气割,也可以切削而成,一般为斜面,有时也为曲面。
!比如两块厚10mm的钢板要对焊到一起,为了焊缝牢固,会在板边缘铣出倒角,这个就叫开坡口。
由于材料厚度和焊接质量要求的不同,其焊接接头形式与坡口形状也不尽相同,一般坡口形式分为K型、V型、I型、U型、X型等。
见下图3-12 焊条电弧焊常用坡口形式和尺寸.
焊接坡口是为了保证工件根部焊透,便于清理焊渣,获得较好的焊缝成形。
焊件开坡口时,沿焊件接头坡口根部的端面直边部分,叫钝边。
钝边的作用是防止根部烧穿,但钝边值太大,又会使根部焊不透。
常规的坡口手段有比较原始的砂轮机打磨,半自动火焰切割机开坡口,直流焊机碳弧气刨,大型铣边机,刨边机或者就是比较现代的带有无限旋转火焰三割炬切割机或者VBA无限旋转等离子切割机在下料时就把坡口开好。
以上几种坡口手段往往都存在效率低,成本高,粉尘,飞溅,热变形或者占地面积大等多种缺点;上海捷瑞特机械设备有限公司依赖公司自身的技术开发与机械加工制造能力生产制造出自动行进式钢板坡口机,解决相当部分的中薄板材的坡口问题,具有高效,环保,低成本,低能耗等多项优点。
(整理)埋弧焊焊接缝坡口的基本型式与尺寸

度b PHR 2.52.5101~2(35 ~ 50)埋弧焊焊接缝坡口的基本型式与尺寸 (摘自 GB/T986-1998)埋弧焊焊接缝坡口的基本型式与尺寸 ( 摘自 GB/T986-1998) 工件厚坡口尺寸/mm 焊缝形式坡口形式说明ɑ(β)/(o)δ/mm焊缝有效厚度值由设计确定3~10 0~1 3~5 0~1允许后焊侧采用碳弧气刨清根6~20需采用 HD 和 TD 保护熔池6~120~4 需采用 HD 保护熔池 , 允行后焊侧采6~240~4用碳弧气刨清根3~12 0~5需采用 HD 和 TD 保护熔池0~4 5~8允许后焊侧采用碳弧气刨清根10~206~10封底焊道允许采用任何明弧焊名称符 号I 形坡口I 形带垫板坡口带钝边单边 V 形坡口10~20坡口 2502 2.52.520~5040~8040~ 6040~ 6050~8060~70 (6 ~ 12)10~30(20 ~40)2~5 0~4带钝边单边 V 形带垫板16~30(20 ~ 40)0~4带钝边 J 形坡口 6~1010~245~8Y 形坡口10~306~10Y 形带垫板坡口10~302~5 2~5Y 形锁边坡口16~302~5 2~5反 Y 形坡口6~16 0~3---- 需采用 HD 和 TD 保护熔池-允许后焊侧采用碳弧气刨清根---坡口侧采用手工明弧焊 , 允行后焊侧 采用碳弧气刨清根102.5122.5502.52.52.5111.52.530~6020~3024~6065~72 (5 ~ 12)(5 ~ 10)(8 ~12)(1 ~3)VY 形复合坡口 1~3β =45 ~ 60带钝边双单边 V 形坡口 β1=401~3ɑ=50~80 双 Y 形坡口1~3ɑ1=50~80带钝边双 U 形坡口50~1606~1070~80UV 形坡口40~1602~370~80窄间隙坡口60~2500~2-底焊缝采用任何明弧焊 , 全焊透至 H 高度-允许采用对称坡口21)若 ɑ=ɑ1, 只标出 ɑ值允许采用角度不对称 , 高度不 对称、角度和高度都不对称的双 Y 形 坡口6~ 2 101)若 β =β1, 只标出 β 值允许采用角度不对称 , 高度不 对称 ,角度和高度都不对称的双 U 形 坡口8~ 11封底焊道允许采用任何明弧焊8~ 11) 窄间隙坡口适用于首层焊一 道, 以后每层焊两道2)内坡口侧采用任何明弧焊112.52.5口2.5102.510102.520~40I 形坡口 6~14封底焊道允许采用任何明弧焊带钝边单边 V 形坡口10~20(35 ~ 45)0~3带钝边双面单边 V 形坡封底焊道允许采用任何明弧焊1~3带钝边 J 形单边 V 形组封底焊道允许采用任何明弧焊30~1201~3合坡口2~600~3I 形坡口2~600~2封底焊道允许采用任何明弧焊带钝边单边 V 形坡口10~24(35 ~ 45)3~7β=10~20 β1=40~ 50δ>δ 1封低焊道允许采用任何明弧焊β =35 ~ 45β 1=40~50注:1. 本标准适用于碳钢和低合金钢埋弧焊焊接接头。
焊缝坡口的基本形式和尺寸规范标准
27
δ=28
带长舌双面J形坡口
28
δ=30
带长舌双面J形坡口
29
δ=12
带长舌单面J形坡口
30
δ=14
带长舌单面J形坡口
31
δ=16
带长舌单面J形坡口
32
δ=18
带长舌单面J形坡口
33
δ=20
带长舌单面J形坡口
34
δ=22
带长舌单面J形坡口
35
δ=24
带长舌单面J形坡口
36
δ=25
δ=32
UY形坡口
16
δ=34
UY形坡口
17
δ=35
UY形坡口
18
δ=36
UY形坡口
19
δ=38
UY形坡口
20
δ=40
UY形坡口
21
δ=12
带长舌双单边V形坡口
22
δ=14~20
带长舌双面单边V形坡口
23
δ=22
带长舌双面单边V形坡口
24
δ=24
带长舌双面J形坡口
25
δ=25
带长舌双面J形坡口
26
δ=26
坡口形式和尺寸
备 注
1
δ=6
Y形坡口
2
δ=8
Y形坡口
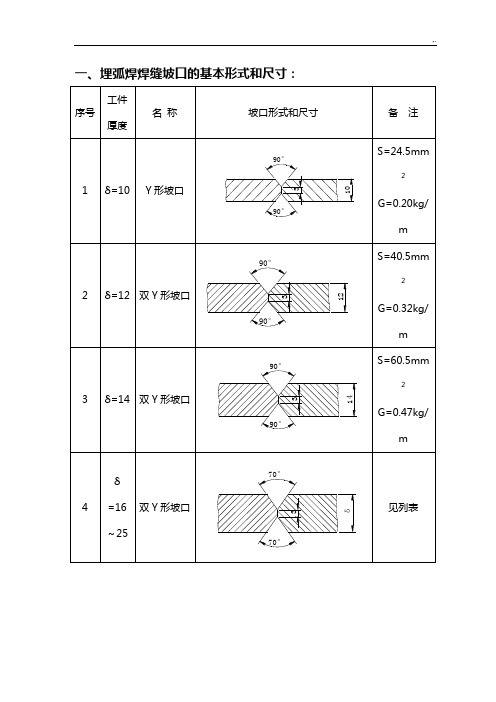
3
δ=10
Y形坡口
4
δ=12
Y形坡口
5
δ=14
双Y形坡口
6
δ=16
双Y形坡口
7
δ=18
双Y形坡口
8
δ=20
双Y形坡口
9
δ=22
双Y形坡口
10
δ=24
双Y形坡口
埋弧焊焊接缝坡口的基本型式与尺寸

0~4
-
-
16~30
(20~40)
25
0~4
-
-
带钝边J形坡口
20~50
(6~12)
02
6~10
-
-
Y形坡口
10~24
50~80
0~2.5
5~8
-
-
需采用HD和TD保护熔池
10~30
40~80
0~2.5
6~10
-
-
允许后焊侧采用碳弧气刨清根
Y形带垫板坡口
10~30
40~60
2~5
2~5
-
-
Y形锁边坡口
UV形坡口
40~160
70~80
(5~10)
0~2.5
2~3
9~11
8~11
封底焊道允许采用任何明弧焊
窄间隙坡口
60~250
70~80
(1~3)
0~2
1.5~2.5
9~11
8~11
1)窄间隙坡口适用于首层焊一道,以后每层焊两道
2)内坡口侧采用任何明弧焊
I形坡口
6~14
-
0~2.5
-
-
-
δ>δ1封低焊道允许采用任何明弧焊
埋弧焊焊接缝坡口的基本型式与尺寸
名称
符号
工件厚度
δ/mm
焊缝形式
坡口形式
坡口尺寸/mm
说明
ɑ(β)/(º)
b
P
H
R
I形坡口
3~10
-
0~1
-
-
1~2
焊缝有效厚度值由设计确定
3~5
-
0~1
-
-
焊缝坡口的基本形式与尺寸

焊缝坡口的基本形式与尺寸
(一)坡口形式
根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡口形式。
V形和Y形坡口的加工和施焊方便(不必翻转焊件),但焊后容易产生角变形。
(一)坡口形式
根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡口形式。
V形和Y形坡口的加工和施焊方便(不必翻转焊件),但焊后容易产生角变形。
双Y形坡口是在V形坡口的基础上发展的。
当焊件厚度增大时,采用双Y形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形较小。
缺点是焊接过程中要翻转焊件,在筒形焊件的内部施焊,使劳动条件变差。
U形坡口的填充金属量在焊件厚度相同的条件下比V形坡口小得多,但这种坡口的加工较复杂。
(二)坡口的几何尺寸
(1)坡口面待焊件上的坡口表面叫坡口面。
(2)坡口面角度和坡口角度待加工坡口的端面与坡口面之间的夹角叫坡口面角度,两坡口面之间的夹角叫坡口角度,见图1—12。
(3)根部间隙焊前在接头根部之间预留的空隙叫根部间隙,见图1—12。
其作用在于打底焊时能保证根部焊透。
根部间隙又叫装配间隙。
(4)钝边焊件开坡口时,沿焊件接头坡口根部的端面直边部分叫钝边,见图1—12。
钝边的作用是防止根部烧穿。
(5)根部半径在J形、U形坡口底部的圆角半径叫根部半径(见图1—12)。
它的作用是增大坡口根部的空间,以便焊透根部。
焊接符号含义

焊缝坡口基本形式与尺寸(摘自GB/T985-1988)(手工电弧焊、气焊及气体保护焊)序号工件厚度δ/mm名称符号坡口形式焊缝形式坡口尺寸/mm说明α(β)/(°)b p H R1 1~2卷边坡口- - - -1~2大多不加填充材料2 1~3 Ⅰ形坡口-~1.5- - - - 3~6~2.53 2~4Ⅰ形带垫板坡口-~3.5- - - -4 3~26Y形坡口40~60~31~4- - -5 >16V形带垫(5~15)6~15- - - -坡口6 6~26Y形带垫板坡口45~553~6~2- - -7 >20VY形坡口60~70(8~10)~31~38~10 - -8 20~60带钝边U形坡口(1~8)~31~3-6~8-9 12~60双Y形坡口- -1~3- - -1>10 双V形坡口40~60~3- δ/2- -1 1 2/3双V形坡口- δ/3- -12>30 U形坡口带钝边(1~8)~32~4(δ-p)/26~9-1 3 UY形坡口40~60(1~8)-1 4 3~40单边V形坡口35~50~4- - ---1 5 >16单边V形带垫板坡口12~306~10- - - -1 6 6~15V形带垫板坡口30~403~5- - -->1520~305~8-1 7 >16带钝边J形10~20~32~4-4~8-口1 8 >30带钝边双J形坡口- -1 9 >10双单边V形坡口35~50~3- δ/2---2 0 2~8Ⅰ形坡口-~2- - ---2 1 4~30错边Ⅰ形坡口- - - -α值由设计决定2 2 12~30Y形坡口40~50 -~3- - --2 3 6~30带钝边单边V形坡口35~55~31~3- ----2 4 20~40带钝边双边V形坡口- - - - - -2 5 20~40带钝边双单边V形坡口40~50~31~3- - -262~30 Ⅰ形坡口-~2- - -仅适用于薄板2 7 - - - -i值由设计决定2 8 1~3锁边坡口(30~60)(0~8)- - - - -2 9 >2塞焊坡口- - - - -孔径φ≥(0.2~0.8)且≤10,若为长孔L由设计确定,塞焊点间距由设计决定。
管道焊接件的常见坡口及尺寸

工业管道施工及验收标准
三、带垫板V型坡口 带垫板 型坡口
坡口尺寸 厚度 (mm) 6~9 9~26 坡口 名称 带垫板 V型坡口 间隙c(mm) 钝边p(mm) 3~5 4~6 0~2 0~2 45~55 坡口角度α (°)
要求
δ=4~6 d=20~40
工业管道施工及验收标准
四、X型坡口 型坡口
工业管道施工及验收标准
工业管道施工及验收标准来自一、I型坡口 型坡口厚度T(mm)
坡口名称
坡口尺(mm) 间隙(mm)
备注
1-3 3-6
I形坡口 I形坡口
0-1.5 0-2.5
单面焊 双面焊
工业管道施工及验收标准
二、V型坡口 型坡口
坡口尺寸 厚度(mm) 坡口名称 3~9 9~26 V型坡口 V型坡口 间隙c(mm) 0~2 0~3 钝边p(mm) 0~2 0~3 坡口角度α(°) 65~75 55~65
型接头对称K型坡口 七、 T型接头对称 型坡口 型接头对称 坡口尺寸 厚度 坡口 (mm) 名称 间隙 c(mm) 钝边 p(mm) 坡口角度 α(°)
20~40
T型接 头对 称K型 坡口
0~3
2~3
45~55
坡口尺寸 厚度(mm) 坡口名称 间隙c(mm) 12~60 X型坡口 0~3 钝边p(mm) 0~3 坡口角度α(°) 55~65
工业管道施工及验收标准
型接头I型坡口 五、T型接头 型坡口 型接头
坡口尺寸 厚度 (mm) 2~30 坡口 名称 间隙 c(mm) 0~2 钝边p(mm) 坡口角度α (°) — —
工业管道施工及验收标准
型接头单边V型坡口 六、 T型接头单边 型坡口 型接头单边 坡口尺寸 厚度 坡口 (mm) 名称 6~10 10~17 17~30 间隙 c(mm) 0~2 0~3 0~4 钝边 p(mm) 0~2 0~3 0~4 45~55 坡口角度 α(°)
焊接坡口基本形式及尺寸

焊接坡口基本形式及尺寸焊接坡口是指将两个或多个金属构件的坡口部分通过焊接工艺连接在一起的一种连接方式。
焊接坡口的基本形式和尺寸有多种,下面将分别介绍。
1.直坡口:直坡口是最基本的焊接坡口形式,两个构件的端面制作成直线形状,焊接时直接将两个坡口相互靠拢进行焊接。
直坡口的尺寸通常包括坡口角度、坡口厚度、坡口准备面宽度等。
-坡口角度:坡口角度是坡口两个壁面的夹角,根据不同的构件和焊接要求,坡口角度可有不同的选择。
常用的坡口角度有30°、45°、60°等。
-坡口厚度:坡口厚度是指坡口两个壁面的厚度,也是整个焊缝的厚度。
坡口厚度取决于焊接金属的厚度以及焊接强度的要求,通常为焊件厚度的一半。
-坡口准备面宽度:坡口准备面宽度是指焊缝两个壁面之间的距离,也是焊缝的宽度。
坡口准备面宽度一般取决于焊缝的强度要求和焊接工艺要求,一般为焊缝厚度的3-5倍。
2.V型坡口:V型坡口是在直坡口基础上将坡口两个壁面斜切成V形的形式。
相比直坡口,V型坡口具有更高的焊接强度和焊缝质量,常用于对焊缝有较高强度要求的情况下。
-坡口角度:V型坡口的坡口角度一般较大,主要有60°、75°、90°等。
坡口角度的选择要根据焊接金属的性质以及焊接工艺要求进行调整。
-坡口厚度:V型坡口的坡口厚度与直坡口相同,取决于焊件的厚度和焊接强度要求。
-坡口准备面宽度:V型坡口的坡口准备面宽度与焊缝宽度相同,一般为焊缝厚度的3-5倍。
3.U型坡口:U型坡口是在直坡口的基础上将坡口两个壁面斜切成U形的形式。
U型坡口适用于焊接金属板较厚的情况,可以提高焊缝强度和焊接质量。
-坡口角度:U型坡口的坡口角度一般较小,常见的有30°、45°等。
坡口角度的选择要根据焊接金属的性质以及焊接工艺要求进行调整。
-坡口厚度:U型坡口的坡口厚度与直坡口相同,取决于焊件的厚度和焊接强度要求。
-坡口准备面宽度:U型坡口的坡口准备面宽度与焊缝宽度相同,一般为焊缝厚度的3-5倍。