烧嘴
工业燃气燃烧器烧嘴安全操作规程
工业燃气燃烧器烧嘴安全操作规程一、燃气燃烧器烧嘴的基本知识1.燃气燃烧器烧嘴是一种通过调整供气量、供气速度和燃烧风量来控制燃气燃烧过程的设备。
2.燃气燃烧器烧嘴上通常设有燃气阀门和燃烧风门,用以控制燃气的供应和燃烧风量的调整。
3.燃气燃烧器烧嘴的选择应根据燃气种类、燃气流量和燃烧器的工作条件进行合理选择,并按规定进行安装和调试。
二、燃气燃烧器烧嘴的安装和调试1.燃气燃烧器烧嘴安装前应检查燃气管道系统是否符合要求,并确保燃气管道系统无泄漏情况。
2.燃气燃烧器烧嘴安装时应按照安装图纸和要求进行,确保燃气燃烧器的位置正确、固定稳固。
3.安装完毕后,应进行燃气燃烧器烧嘴的调试,确保其燃烧效果和燃气供应的稳定性。
4.在调试过程中,应严格按照标准操作流程,确保燃气燃烧器烧嘴不受外界因素的影响,保证其工作的可靠性和安全性。
三、燃气燃烧器烧嘴的日常使用和维护1.在日常使用过程中,应定期检查燃气燃烧器烧嘴的工作状态,如有异常情况及时报修处理。
2.燃气燃烧器烧嘴使用中应避免安装位置有风口或通风口,以防因进风过大或风向变化导致燃烧不稳定。
3.燃气燃烧器烧嘴使用后应及时清理,以防灰尘或杂物堵塞燃气通道或燃烧风道。
4.定期检查燃气燃烧器烧嘴的燃气阀门、燃烧风门等安全装置的工作状态,确保其正常可靠。
四、燃气燃烧器烧嘴的安全事故预防和应急处理1.严禁在使用过程中私自更改燃气燃烧器烧嘴的安装位置、供气量和燃烧风量等参数。
2.若发现燃气燃烧器烧嘴存在明显的异常现象,如燃烧不完全、燃气泄漏等,应立即停用并通知专业技术人员进行检修。
3.在燃气燃烧器烧嘴发生事故时,应立即切断燃气供应,并进行适当的应急处理,如低压水冲击、灭火器灭火等。
以上是关于工业燃气燃烧器烧嘴的安全操作规程,希望能对使用人员进行安全教育和培训,并加强对燃气燃烧器烧嘴的日常维护和保养,确保其工作的安全可靠。
烧嘴工作原理
烧嘴工作原理
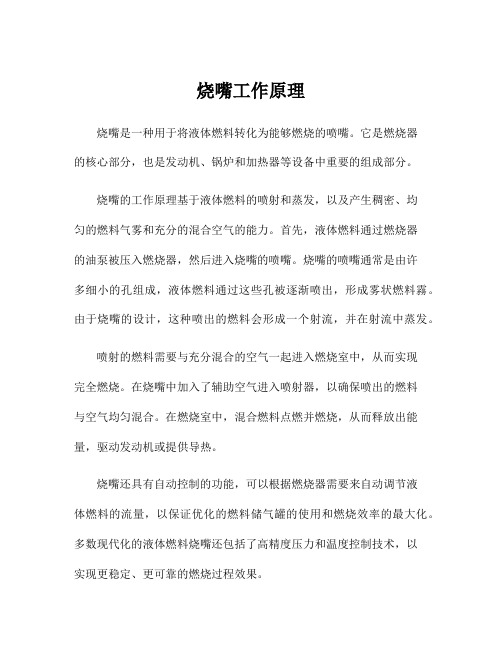
烧嘴是一种用于将液体燃料转化为能够燃烧的喷嘴。
它是燃烧器
的核心部分,也是发动机、锅炉和加热器等设备中重要的组成部分。
烧嘴的工作原理基于液体燃料的喷射和蒸发,以及产生稠密、均
匀的燃料气雾和充分的混合空气的能力。
首先,液体燃料通过燃烧器
的油泵被压入燃烧器,然后进入烧嘴的喷嘴。
烧嘴的喷嘴通常是由许
多细小的孔组成,液体燃料通过这些孔被逐渐喷出,形成雾状燃料霧。
由于烧嘴的设计,这种喷出的燃料会形成一个射流,并在射流中蒸发。
喷射的燃料需要与充分混合的空气一起进入燃烧室中,从而实现
完全燃烧。
在烧嘴中加入了辅助空气进入喷射器,以确保喷出的燃料
与空气均匀混合。
在燃烧室中,混合燃料点燃并燃烧,从而释放出能量,驱动发动机或提供导热。
烧嘴还具有自动控制的功能,可以根据燃烧器需要来自动调节液
体燃料的流量,以保证优化的燃料储气罐的使用和燃烧效率的最大化。
多数现代化的液体燃料烧嘴还包括了高精度压力和温度控制技术,以
实现更稳定、更可靠的燃烧过程效果。
总结来说,烧嘴作为燃烧器的核心部分,通过喷射、蒸发、混合、点燃等一系列过程,将液体燃料转化为能够燃烧的气态燃料。
同时,
烧嘴还具有自动控制的功能,能够根据燃烧器的需要来自动调节液体
燃料的流量,保证燃烧效率的最大化。
天然气烧嘴简介

天然气烧嘴简介烧嘴是燃气设备中最重要的部件。
评价烧嘴的设计是否理想,从不同的角度要求有不同的标准,一般可考察以下几个方面:①满足加热所需的热量或燃烧温度,具有一定的热负荷;②具有一定的火焰特性,如火焰尺寸和形状,以及炉内气氛特性(氧化性、还原性或中性),且符合工艺要求;③燃烧过程中,火焰稳定,有一定的抗风能力;④燃烧效率高,燃气可以完全燃烧,并使燃气所释放的热量得到充分的利用;⑤烧嘴配备必要的自动调节和自动安全装置;⑥燃烧后烟气中的有毒物质少;⑦结构紧凑,安全可靠,成本低廉。
事实上,一个烧嘴能否发挥其最佳的功能,并非仅仅取决于烧嘴本身,它还受到气源组分、换热设备等其他因素的制约。
例如,换热器设计或安装不好,烧嘴发出的热量就不能得到充分利用,热效率就低。
又如排烟装置不良,燃烧就难以保持良好状态,卫生条件就不可能达到要求。
因此,其性能优劣必须结合各方面条件综合考虑,以达到整体上的理想工况。
烧嘴的类型很多,只能按照部分共性进行分类。
(1)按一次空气分类①扩散式烧嘴一次空气系数为0,燃烧空气全部依靠二次空气。
②大气式烧嘴一次空气系数在0.2~0.8之间,剩余的依靠二次空气。
③完全预混烧嘴一次空气系数等于过剩空气系数,约为1.05~1.15,燃烧不需要二次空气。
(2)按空气供给方法①引射式烧嘴空气靠燃气的引射作用吸入,或空气引射燃气。
②鼓风式烧嘴用鼓风机将空气送入燃烧设备。
③自然引风式烧嘴靠炉膛的负压将空气吸入燃烧系统。
(3)按燃气压力①低压烧嘴燃气压力小于5000Pa。
②高(中)压烧嘴燃气压力在5000~300000Pa之间。
(4)按燃气热值①低热值烧嘴。
②高热值烧嘴。
(5)按燃气与空气混合形成地点①外部混合式烧嘴燃气与空气的混合在燃烧室外。
②内部混合式烧嘴燃气与空气在燃烧室内混合。
(6)按火焰形状分类①直焰烧嘴燃气与空气混合物喷出火孔或喷头后,形成直射流,火焰呈直射圆锥形。
②平焰烧嘴混合物离开火孔或喷口后,形成平展气流,火焰呈圆盘形。
热处理烧嘴 故障及处理

热处理炉烧嘴易损件包括:换热器、风盘、电极、陶瓷燃烧室、煤气电磁快切阀、控制器一、易损件损坏原因:1、换热器:回烟温度过高,换热器在高温状态下烧断(换热器是分段焊接而成,焊点在高温下脱落)、烧变形,烧嘴设定功率超过了换热器换热能力(换热器最高能承受1150摄氏度高温);厂家建议中间的烧嘴在不影响生产工艺的情况下,功率向下调,因为现场加热段烧嘴容易损坏;(换热器作用:用高温废气将换热器加热,从而达到加热通过空气的作用,提升然燃烧效率)2、风盘与换热器材质相同,损坏原因与换热器损坏原因不尽相同,均是过烧导致损坏3、陶瓷燃烧室1、燃气中有水分,导致陶瓷裂纹;2、安装太紧,导致陶瓷燃烧室受热胀破;3、爆鸣,煤气在烧嘴内发生爆炸,气波将陶瓷燃烧室震裂。
4、电极1、烧损,只能更换;2、电极头部包裹杂物(燃气及空气中杂物粘粘到电极头部)造成火焰检测失误,电极是通过电势差检测火焰的,如果传导性出现问题,影响检测结果5、煤气快切阀煤气快切阀是通过气动控制的,影响其稳定运行的因素有:气源的洁净度,气源的压力,还有环境温度,现阶段,气阀只要是受热变形以及线路受热短路造成损坏6、控制器控制器与运行情况与环境温度有很大关系,厂家根据经验告知夏季控制器损坏率要远高于冬季。
二、维护中注意内容1、换热器未发生大变形,如果只是焊点脱焊,可以焊接修复,但注意保证出火孔的平直,保证燃烧室放在换热器中水平度;2、换热器修复时焊点不能高,会挡住回烟通道,造成烧嘴内部其他部件损坏;3、燃气热值会影响烧嘴的运行,同样风压波动会影响烧嘴运行,风压变化量应小于500Pa;4、烟气导管(承火筒)变形可简单修复,换热器可放进去即可;5、煤气阀与空气阀是同时得电打开的,由于阀结构的原因,空气阀换向速度比煤气阀快,给人一种空气阀先开,煤气阀后开的错觉;6、煤气阀换向速度可以调整的,不应太快,换向太快也会造成爆鸣(煤气燃烧不充分)7、爆鸣一般易发生在回火生产过程中,回火过程中,烧嘴频繁起停,若烧嘴报故障,此时烧嘴会频繁故障复位,燃气与空气会在烧嘴内不断累加,当达到一定程度再点火造成爆炸;8、烧嘴出现故障后,应先将煤气阀关闭,用空气将烧嘴内煤气吹扫掉后,再开启煤气阀,复位烧嘴;9、缺少烧嘴维护的一些专用检测工具1)烟气含氧量检测仪;2)便携式气压表;两个工具配合使用;。
烧嘴
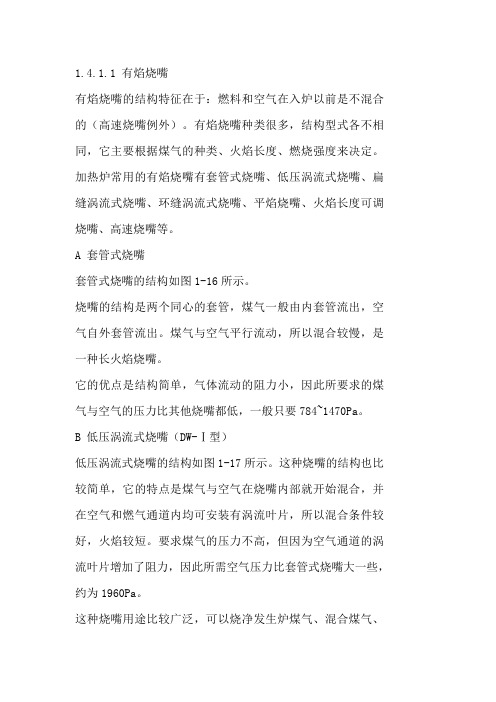
1.4.1.1 有焰烧嘴有焰烧嘴的结构特征在于:燃料和空气在入炉以前是不混合的(高速烧嘴例外)。
有焰烧嘴种类很多,结构型式各不相同,它主要根据煤气的种类、火焰长度、燃烧强度来决定。
加热炉常用的有焰烧嘴有套管式烧嘴、低压涡流式烧嘴、扁缝涡流式烧嘴、环缝涡流式烧嘴、平焰烧嘴、火焰长度可调烧嘴、高速烧嘴等。
A 套管式烧嘴套管式烧嘴的结构如图1-16所示。
烧嘴的结构是两个同心的套管,煤气一般由内套管流出,空气自外套管流出。
煤气与空气平行流动,所以混合较慢,是一种长火焰烧嘴。
它的优点是结构简单,气体流动的阻力小,因此所要求的煤气与空气的压力比其他烧嘴都低,一般只要784~1470Pa。
B 低压涡流式烧嘴(DW-Ⅰ型)低压涡流式烧嘴的结构如图1-17所示。
这种烧嘴的结构也比较简单,它的特点是煤气与空气在烧嘴内部就开始混合,并在空气和燃气通道内均可安装有涡流叶片,所以混合条件较好,火焰较短。
要求煤气的压力不高,但因为空气通道的涡流叶片增加了阻力,因此所需空气压力比套管式烧嘴大一些,约为1960Pa。
这种烧嘴用途比较广泛,可以烧净发生炉煤气、混合煤气、焦炉煤气,也可以烧天然气。
烧天然气时只须在煤气喷口中加一涡流片或将喷口直径缩小,使煤气量与空气量相适应,并改善燃料与空气的混合。
C 扁缝涡流式烧嘴(DW-Ⅱ型)扁缝涡流式烧嘴的结构如图1-18所示。
这种烧嘴的特点是在煤气通道内安装一个锥形的煤气分流短管,空气则自煤气管壁上的若干扁缝沿切线方向进入混合管。
空气与煤气在混合管内就开始混合,混合条件较好,火焰较短。
它是有焰燃烧烧嘴中混合条件最好、火焰最短的一种。
适用于发生炉煤气和混合煤气,扩大缝隙后,也可用于高炉煤气,这种烧嘴要求煤气与空气压力为1470~1960Pa。
由于火焰较短,这种烧嘴主要用在要求短火焰的场合。
D 环缝涡流式烧嘴环缝涡流式烧嘴的结构如图1-19所示。
环缝涡流式烧嘴也是一种混合条件较好的有焰烧嘴,火焰也较短。
天然气点火烧嘴结构

天然气点火烧嘴结构天然气点火烧嘴是一种常见的燃气燃烧设备,广泛应用于家庭和工业领域。
它的结构设计旨在提供高效的燃烧效果,并确保安全可靠。
本文将介绍天然气点火烧嘴的结构及其工作原理。
一、天然气点火烧嘴的结构天然气点火烧嘴通常由几个关键部件组成,包括喷嘴、火焰稳定器和可调节阀等。
1. 喷嘴:喷嘴是天然气点火烧嘴的核心部件,它负责将天然气喷射到燃烧区域。
喷嘴通常由金属材料制成,具有较小的孔径,以控制气体流量。
通过调节喷嘴的孔径大小,可以调整燃气的流量,从而控制火焰大小和温度。
2. 火焰稳定器:火焰稳定器位于喷嘴的出口,它的作用是稳定火焰并防止火焰返吸。
火焰稳定器通常由陶瓷或金属网制成,具有一定的阻力,可以使火焰保持稳定,并减少火焰的振荡和噪音。
3. 可调节阀:可调节阀位于天然气点火烧嘴的进气管道上,它的作用是控制气体的流量。
通过旋转可调节阀,可以调整天然气的供应量,从而控制火焰的大小和强度。
可调节阀通常由金属制成,具有耐腐蚀和高温的特性。
二、天然气点火烧嘴的工作原理天然气点火烧嘴的工作原理是通过天然气与空气的混合和点火实现燃烧。
当天然气进入燃气燃烧器时,首先经过可调节阀控制供气量,然后通过喷嘴喷射出来。
喷嘴的孔径大小决定了天然气的流量,进而影响火焰的大小和强度。
喷嘴喷射的天然气与空气混合,在火焰稳定器的作用下形成稳定的燃烧火焰。
火焰稳定器通过降低气体流速,增加气体与空气的混合时间,从而使火焰更加稳定。
当点火源接触到混合气体时,燃烧反应开始,火焰在燃烧区域内向外蔓延。
火焰的温度和强度取决于天然气的流量、混合气体的比例以及燃烧器的结构。
三、天然气点火烧嘴的优势天然气点火烧嘴相比其他燃烧设备具有以下优势:1. 高效节能:天然气燃烧效率高,热值大,可以充分利用能源,实现高效节能。
2. 清洁环保:天然气燃烧不产生烟尘和有害气体,对环境污染较小。
3. 使用方便:天然气点火烧嘴可以通过可调节阀控制火焰大小,操作简单方便。
天然气烧嘴型号标准

天然气烧嘴型号标准
1 燃气烧嘴安全性
天然气烧嘴是家庭生活必备的重要器具,相对于煤油烧嘴,天然
气烧嘴有更低的污染,更高的热效率,而且安全可靠。
由于起到重要
的作用,国家将天然气烧嘴制定标准,明确安全性的要求。
2 天然气烧嘴安全性标准
国家对天然气烧嘴制定标准,主要包括汽火间距要求、燃烧器稳
定性及火品质等若干技术要求;主要是燃烧器在燃烧过程中,成熟的
燃烧器要具有稳定的火焰,安全可靠。
3 天然气烧嘴安全性检测标准
天然气烧嘴的检测主要以性能检测为主,要求燃烧稳定,火焰清
澈可见,杯形楔状均匀,点火距离适当,气流无漏气、供气管道符合
使用要求等。
此外,也会检测燃烧状态,包括尾气排放,耗气量,管
道漏水等情况。
4 天然气烧嘴一般要求
正常使用天然气烧嘴,一般要求:燃烧时可获得满足用户使用的
可燃气体燃烧量;每种不同燃气(如液化石油气、汽化石油气和煤气)的点火温度不同,要求结实,不脱胶不渗漏;保证供气管道关键部件
严密能抗压,压力设置合理。
国家严格控制天然气烧嘴的安全和设计,要求必须符合安全性的标准,才能开展有效的使用,进一步提高人们的生活质量。
烧嘴常见故障与排除方法

1.助燃风不足
2.燃气压力过大
3.烧嘴堵塞
1.加大助燃风
2.降低燃气压力
3.疏通烧嘴
闻到有异味
1.管道泄漏
2.燃气量过大
3.烧嘴堵塞
1.检修燃气管道
2.降低燃气压力或提高助燃风量
3.清洗烧嘴
烧嘴常见故障与排除方法
故障现象
可能的原因
排除方法
烧嘴点不着火
1.烧嘴没有过燃气
2.电磁阀或手动球阀没有打开
3.点火器没有产生火花
4.电火花产生位置不对或火花分散
5.燃气或风压太大
6.火花有间断或连续点火
1.检查燃气通气情况
2.检查电磁阀和球阀是否打开
3.检查电源是否通电,点火器是否损坏
4.检查陶瓷套是否碎裂,调整点火电极与点火柱的距离
2.调大助燃风阀
火焰太短
1.燃气量过小
2.风量过大
1.增大燃气量
2.减小助燃风量
火焰发红
1.燃气热值低
2.助燃风不足
3.燃气量过大
1.提高介质质量
2.增加助燃风量
3.减小燃气量或增加助燃风量
火焰断火(熄火报警)
1.燃气压力不稳定
2.烧嘴堵塞
3.检测电极有污垢
1.稳定燃气压力
2.清洗,疏通烧嘴
3.清理电极或更换
5.调整管道压力(5Kpa为宜)
6.检查点火器接地
烧嘴检查不到火焰
1.电极受潮检测电极未导电
2火焰未能烧到检测电极
3.脱火,未燃烧到检测电极
4.检测电极导线接触不良
1.更换电极
2.调整燃烧口电极位置,靠近燃烧处
3.压力偏大,调整气和风管道压力
4.排查线路
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
41
7.5
2 已交/柳州化肥厂
41
55
2
42
7.5
4 已交/陕西神木
43
132
5
41
11
6 已交/金陵化肥厂
41
132
9
67
18.5
1 已交/渭河化肥厂
67
220
1
41
7.5
3 已交/山西丰喜
41
132
3
关键设备
立式高速泵
型号 GSB-L1
流量 m3/h
3~100
扬程 m
200~1920
GSB-L2 3~60 100~580
80 4.1
氮气 氧气
气体 0.67 气体 6.29
0.89 80 4.1 6.92 180 4.15
蒸汽
气体 0.24
0.69 300 5.0
液化气 气体 0.14 点火氧气 气体 0.67
20 0.3 20 0.4
关键设备
破渣机
序号 使用单位
1
上海焦化厂
2
浩良河化肥厂
3
德州化肥厂
4
金陵化肥厂
数量(台) 应用时间 备注
热风炉
1.热负荷:(200~500)×104 Kcal/h 2.热风温度:343℃ 3.热风流量:7500 m3/h
1.热负荷:(430~550)×104 Kcal/h 2.热风温度:270℃ 3.热风流量:10000 m3/h
1.热负荷:500×104 Kcal/h 2.热风温度:90~135℃ 3.热风流量:50000~135000 m3/h
1.热负荷:(100~200)×104 Kcal/h 2.热风温度:120~150℃ 3.热风流量:90100 m3/h
1.热负荷:(150~500)×104 Kcal/h 2.热风温度:120~150℃ 3.热风流量:110000 m3/h
1.热负荷:(150~450)×104 Kcal/h 2.热风温度:120~350℃ 3.热风流量:176470 m3/h
1.热负荷:(150~550)×104 Kcal/h 2.热风温度:120~350℃ 3.热风流量:206470 m3/h
交付 日期
用户名称
1991 1995
江西贵溪化肥厂 湖北黄麦岭化工集 团公司
1997 铜陵磷铵厂
宁波东海复合肥有 1999 限公司
2000
巴基斯坦ENGRO 化学工程公司
福建永安智胜化工 2000 联合公司
加压输送系统的工艺流程、运行原理、控制参数都与SHELL工 艺相同,目的是将制出的合格煤粉利用压差输送至气化炉进行燃烧气 化。不同是V1205下面是三条腿,三条线输送,到烧嘴处汇合从烧嘴 环隙呈螺旋状喷入炉膛。
▪ 3、气化及净化 烧嘴设计同GSP,采用单烧嘴顶烧式气化,气化炉采用
TEXACO激冷工艺,气化炉升压到1MPa时,煤粉及氧、蒸汽混合以 一定的氧煤比进入气化炉,稳压1小时挂渣,炉膛内设置有8个温度 检测点,可以作为气化温度的参考点,也可以判断挂渣的状态。设计 气化温度1400-1600℃,气化压力4.0MPa。热的粗煤气和熔渣一起 在气化炉下部被激冷,也由此分离,激冷过程中,激冷水蒸发,煤气 被水蒸汽饱和,出气化炉为199℃ ,经文丘里洗涤器、洗涤塔洗涤后, 194℃、固体含量小于0.2mg/m3的合成气送去变换。 4、渣及灰水处理系统
二、工艺介绍
▪ HT-L粉煤气化技术工艺原理为原料煤经过磨煤、干燥后, 用N2进行加压输送,将粉煤输送到气化炉烧嘴。干煤粉 (80℃)、纯氧气(200℃)、过热蒸汽(420℃)一同 进入气化炉气化室,瞬间发生升温、挥发分裂解、燃烧及 氧化还原等物理和化学过程。生成的1400℃~1600℃的 合成气经过冷却后,出气化炉的温度为210℃~220℃, 再经过文丘里洗涤器增湿、洗涤,和洗涤塔进一步降温、 洗涤,产出温度约为204℃、粉尘含量小于10×10-6的粗 合成气。
GSB-L3 3~100 200~1920
转速 r/min 4800~23700
5000~14179
9400~23700
电机功率 kW
45~132
首批使 用年代
1992
5.5~37
1993
160~315
关键设备
卧式高速泵
型号
流量 m3/h
扬程 m
转速 r/min
电机功率 kW
GSB-W2 0.5~28 70~500 6159~29544 5.5~22 GSB-W3 3~50 150~550 6700~9018 22~55 GSB-W5 10~120 300~1700 7000~16000 160~315
渣及灰水处理系统的工艺流程、运行原理、控制参数都与TEXACO 工艺相同。渣经破渣机,高压变低压锁斗,排到捞渣机,进行渣水分 离,水回收处理利用;灰水经高压闪蒸、真空闪蒸后到沉降池,清水 作为激冷水回收利用 ,浆水经真空抽滤后制成滤饼。
四、关键设备
HT–L粉煤气化炉
▪ 气化压力:4MPa ▪ 气化温度:1400—1700℃
94年
4台
96年
4台
黑龙江 浩良河化肥厂
4″ 6″ 10″
600Lb 600Lb 150Lb
Incoloy825、碳化钨 Incoloy825、碳化钨 Incoloy825、碳化钨
04年
4台
04年
4台
04年
4台
4″
中石化
6″
金陵化肥厂
8″
600Lb 600Lb 150Lb
Incoloy825、碳化钨 Incoloy825、碳化钨 Incoloy825、碳化钨
▪ 设计炉型能力: 42000Nm3/h(CO+H2)
▪ 单炉能力: 20000— 75000Nm3/h(CO+H2)
▪ 炉体材料: 15CrMoR+316L
▪ 水冷盘管材料:15CrMo
关键设备
气化烧嘴
物料名称 煤粉
状态 固
正常流 量 kg/s
7.76
最大流 量 kg/s
9.3
温 压力 度 ℃ Mpa
1
94.12
德士古
2+1
04.4
德士古
2+3
04.10
德士古
3
04.10交货 德士古
5
南京大化
1+1
05.2交货 德士古
6
上海惠生
3
05.3订货 德士古
7
湖北双环
1
8
柳州化工
1
04.3交货 05.3交货
壳牌 壳牌
9
云天化
10 云占化
1
05.4订货 壳牌
1
05.5订货 壳牌
关键设备
热风炉 (惰性气体发生器)
三是操作程序简便,适应中国煤化工产业的实际,易于大面 积推广。
▪ 缺点问题:
1、航天炉系统联锁多,特别试车时,数据变动有可能造成 跳车。
2、多种因素会导致炉温超温,烧坏耐火材料甚至盘管。
3、由于操作不稳定等因素,会造成粗渣、滤饼中残炭含量 较高。
4、粗渣和滤饼中含水量较高,后续处理较为困难,一般无 法回收。
气化及合成气洗涤系统
E-1309
V-1309
氧气加热器 氧气缓冲罐
锅炉给水 中压过热蒸汽
氧气
粗合成气去火炬
粗合成气
C-1301 洗涤塔
渣及灰水处理系统
脱盐水
闪蒸气去火炬
F-1301 气化炉
V-1303 渣锁斗
V-1401 高压闪蒸罐
V-1404 真空闪蒸罐
V-1408 除氧器
冷凝液来自变换 低压饱和蒸汽 S-1402 过滤机
备煤系统
原料煤
V-1101 原料煤贮仓
X-1101 称重给煤机
高压氮气
S-1103 粉煤过滤器
V-1201 粉煤贮仓
V-1204 粉煤锁斗
A-1101 磨煤机
F-1101 惰性气体发生器
空气
燃料气 渣
三条相同
V-1205
的进煤管 线
粉煤给料罐
V-1302 中压汽包
P-1301A/B 汽包循环泵
中压蒸汽
气化炉的核心部件是气化炉燃烧喷嘴,该喷
嘴必须具有超强的耐高温特性,这个特性要实现 起来难度较大。而与此类似,火箭上天时喷嘴所 经受的温度也很高,而且比气化炉燃烧喷嘴要经 受的温度高得多。如果把航天技术“嫁接”到煤 化工产业,那就有点像杀鸡用上宰牛刀,技术难 度上是没有问题的。
航天长征化学工程股份有限公司(简称“ 航 天工程公司”)前身为北京航天万源煤化工工程 技术有限公司,主营业务是以航天粉煤加压气化 技术为核心,专业从事煤气化技术及关键设备的 研发、工程设计、技术服务、设备成套供应及工 程总承包。航天工程公司目前拥有自主知识产权 的航天(HT-L)粉煤加压气化技术,该技术可广 泛应用于煤制合成氨、煤制甲醇、煤制烯烃、煤 制乙二醇、煤制天然气、煤制油、煤制氢、IGCC 发电等领域。
扬程 m 35 130 26 120 80 20 17 47 27 140 21 120 20 140 21 88
入口压力 电机功率 数
bar(G)
kW
量
使用日期/厂家
33
7.5
4 93/鲁南化肥厂
29
75
4
41
7.5
4
04/
41
132
4 浩良河化肥厂
20
18.5
2
98/天津碱厂
67
15
2 97 /渭河化肥厂
滤饼
Q-1401/V-1411 捞渣机
T-1401 灰水罐