滚珠丝杠安装全攻略
tbi滚珠丝杆的常用安装方式
tbi滚珠丝杆的常用安装方式
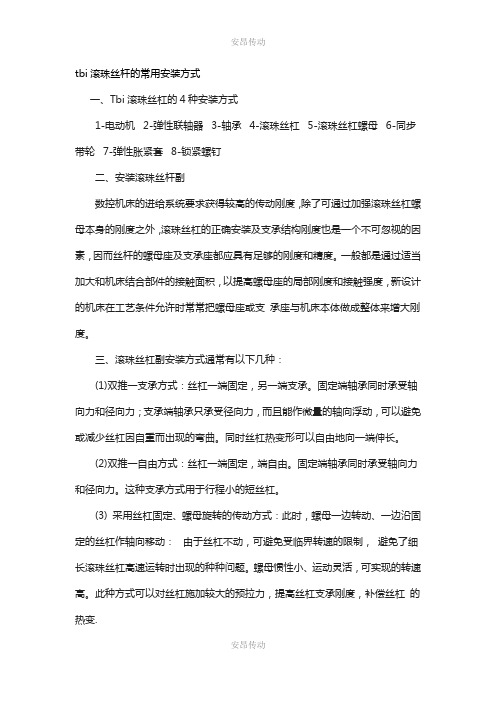
一、Tbi滚珠丝杠的4种安装方式
1-电动机 2-弹性联轴器 3-轴承 4-滚珠丝杠 5-滚珠丝杠螺母 6-同步带轮 7-弹性胀紧套 8-锁紧螺钉
二、安装滚珠丝杆副
数控机床的进给系统要求获得较高的传动刚度,除了可通过加强滚珠丝杠螺母本身的刚度之外,滚珠丝杠的正确安装及支承结构刚度也是一个不可忽视的因素,因而丝杆的螺母座及支承座都应具有足够的刚度和精度。
一般都是通过适当加大和机床结合部件的接触面积,以提高螺母座的局部刚度和接触强度,新设计的机床在工艺条件允许时常常把螺母座或支承座与机床本体做成整体来增大刚度。
三、滚珠丝杠副安装方式通常有以下几种:
(1)双推一支承方式:丝杠一端固定,另一端支承。
固定端轴承同时承受轴向力和径向力;支承端轴承只承受径向力,而且能作微量的轴向浮动,可以避免或减少丝杠因自重而出现的弯曲。
同时丝杠热变形可以自由地向一端伸长。
(2)双推一自由方式:丝杠一端固定,端自由。
固定端轴承同时承受轴向力和径向力。
这种支承方式用于行程小的短丝杠。
(3) 采用丝杠固定、螺母旋转的传动方式:此时,螺母一边转动、一边沿固定的丝杠作轴向移动:由于丝杠不动,可避免受临界转速的限制,避免了细长滚珠丝杠高速运转时出现的种种问题。
螺母惯性小、运动灵活,可实现的转速高。
此种方式可以对丝杠施加较大的预拉力,提高丝杠支承刚度,补偿丝杠的热变.
(4)双推一双推方式:丝杠两端均固定。
固定端轴承都可以同时承受轴向力和径向力,这种支承方式,可以对丝杠施加适当的预拉力,提高丝杠支承刚度,可以部分补偿丝杠的热变形。
数控机床关键技术:滚珠丝杠的安装方法

数控机床关键技术:滚珠丝杠的安装方法简介传统的丝杆装配,采用调整垫调节丝杆尾座中心高度,从径向用螺钉紧固的方式。
由于需要测量,配磨,对装配人员的技能要求较高,且存在测量、配磨时的误差。
1、丝杆,2、螺母,3、丝杆尾座,4、电机,5、固定座,5-1、销孔,6、底座,7、导轨,8、导轨滑块,9、拖板,9-1、丝杆螺母座。
数控机床关键技术:滚珠丝杠的装配方法传动轴机构包括丝杆1、螺母2和丝杆尾座3,所述螺母2与丝杆1螺纹连接,丝杆1穿设在丝杆尾座3内,丝杆1的远离丝杆尾座3的一端通过固定座5固定,请关注微机械公社圈固定座5上具有用于固定的销孔5-1;传动轴机构与直线导轨组合装配,直线导轨包括导轨7和导轨滑块8,导轨滑块8与导轨7滑动连接,装配方法包括以下步骤:(1)装配固定座5:将校验芯棒装入固定座5,选择固定座5一侧的一个销孔5-1定位固定座5,使固定座5只能绕该销孔5-1旋转;选择一导轨滑块8作为基准导轨滑块,将千分表座吸附在一基准导轨滑块上,千分表的测头垂直于校验芯棒并与校验芯棒接触,移动所述基准导轨滑块,根据千分表的示数旋转固定座5,使校验芯棒的侧母线与导轨7平行,用螺钉将固定座5的位置固定;(2)安装固定座5内部零件,装配丝杆1,装配丝杆尾座3,用紧固螺钉固定丝杆尾座3的位置,但紧固螺钉处于放松状态;丝杆尾座3不需校验,但需保证零件精度。
(3)将所需驱动的拖板9安装在导轨滑块8上;(4)移动拖板9至丝杆1的靠近固定座5的一端,将螺母2固定在拖板9底部的丝杆螺母座9-1上;(5)旋转丝杆1使螺母2带动拖板9运动到丝杆1的靠近丝杆尾座3的一端,此时丝杆尾座3中心位置自对中,紧固丝杆尾座3的紧固螺钉,则装配完成。
传动轴机构和直线导轨均固定在一底座6上,底座6上具有用于固定固定座5的底座销孔,底座销孔到直线导轨的导轨7侧基准位置尺寸控制在±0 .1mm内,固定座5内具有轴承孔,固定座5上销孔5-1到轴承孔中心线位置尺寸控制在±0 .1mm内,这样能保证固定座5与导轨7垂直方向的位置满足要求。
滚珠丝杠掉珠应如何正确装滚珠【技巧】

偶尔在使用滚珠丝杠的过程中会因操作不当造成螺母滚珠被挤出,那怎么办?怎么装回去?直接摁回去?
这是错误的,滚珠丝杠属于精密配件,如此安装会影响丝杠的使用精度。
正确装滚珠方法:你必须有一个与丝杠滚珠槽直径相同的套筒,螺母用油清洗干净后,在滚珠槽上涂上润滑脂,然后用一个针状物头上抹上一点润滑脂,用针状物上的润滑脂将滚珠逐个粘起放入滚珠槽内,放完后将套筒放入丝母内,用丝杠顶住套筒旋转便可将其旋入,套筒的作用是滚珠丝杠旋入时不会将滚珠挤出。
如有珠子被挤出;可退一点丝杠;再把珠子抿进槽里,继续旋进丝杠。
反复进行即可完成。
安装注意事项:
要注意循环器之间的沟槽,不需要循环的不能装钢珠!如果是钢珠掉了重新再装,就要先测试钢珠的大小了,精密研磨滚珠丝杠钢珠因为调预压,大小钢珠会有混装的现象,这样就要找专业人士了。
如果丝杠端头小了,就找一个厚的彩印纸卷,要有强度的,保证正圆度,包住端头,旋进丝杠。
如果是外循环就要丝杆和螺母一个一个钢珠装了,要保证一列循环。
丝杠螺母装滚珠详细步骤:
1、把丝杠螺母和滚珠清洁干净。
2、把塑料挡珠器(滚珠反向器)放回到螺母内。
安装挡珠器时要注意挡珠器滚珠进出口与螺旋槽要平滑衔接。
3、在螺母内涂上油脂。
4、把滚珠放入螺旋槽内。
注意,不是所有的螺旋槽都有填满,是按照一个挡珠器是一个循环园的原
则放滚珠,如果你的螺母是4个挡珠器,那就是4个循环园。
5、把螺母拧入丝杠内(注意不要掉滚珠)。
6、旋转螺母前进后退,检查螺母运行是否顺畅,如顺畅则表示安装完成。
滚珠丝杠的安装及检测方法

滚珠丝杠的安装方法及安装工具简介
北京圣蓝拓--葛新凯 随着数控机床的普及,作为精密传动部件的滚珠丝杠,应用范围也越来越广,对于机床大修厂家,及设备维护厂家,如何正确的安装滚珠丝杠,既关系到机床的精度,也关系到滚珠丝杠的使用寿命。
下面就滚珠丝杠的安装,从安装专业工具,安装方法及精度,安装后的测试三方面做一下介绍。
一, 专业安装工具
安装工具内六方扳手,组合套筒,根据不同机床进行选用。
检测工具,直角弯板,百分表,常用直角弯板尺寸示意图如下:
二, 安装检测方法,及检测精度
机床的导轨通常分为滑动导轨和滚动导轨,即通常说的线轨与硬轨,对于滚动导轨(线轨),检测精度的百分表,直接固定在导轨滑座上,移动导轨滑座,即可对安装后的丝杠进行检测,对应(图一)。
滑动导轨,利用弯板,将百分表固定在弯板上,移动弯板,即可对丝杠进行检测。
(图二)
(图一)(图二)
如图:对丝杠的上母线和侧母线进行检测
安装和验收精度:按照GB/T 17587.3-1998.
例如:机床丝杠的安装检测标准数据(其他见附表1):
一根丝杠直径50mm,长度1000mm,精度等级P2级。
其全程跳动范围在0.045mm以内。
三, 激光检测
安装新丝杠或重新安装后,由于丝杠的加工和安装误差,移动会有不确定性,根据结构有时需要对丝杠两端的锁紧螺母进行调节,为确保移动准确,在使用之前,需要进行激光检测,总之,对于这些高精度运动部件,需要我们按照标准,精心安装施工,确保其传动精度准确,为企业创造更多的利润。
附表(一)。
滚珠丝杠的安装
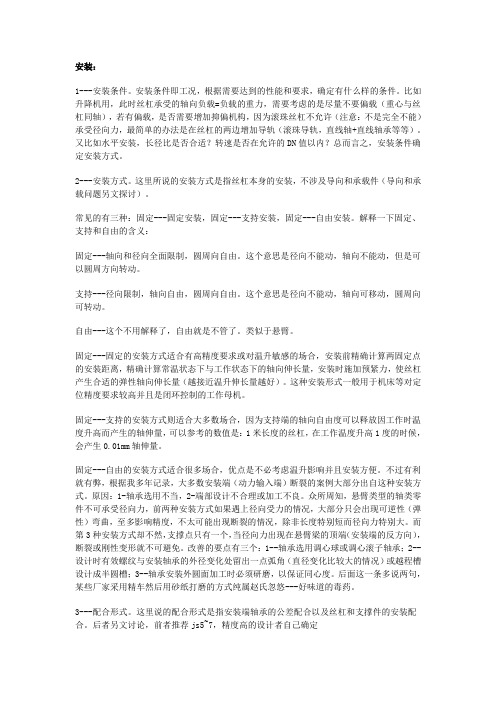
安装:1---安装条件。
安装条件即工况,根据需要达到的性能和要求,确定有什么样的条件。
比如升降机用,此时丝杠承受的轴向负载=负载的重力,需要考虑的是尽量不要偏载(重心与丝杠同轴),若有偏载,是否需要增加抑偏机构,因为滚珠丝杠不允许(注意:不是完全不能)承受径向力,最简单的办法是在丝杠的两边增加导轨(滚珠导轨,直线轴+直线轴承等等)。
又比如水平安装,长径比是否合适?转速是否在允许的DN值以内?总而言之,安装条件确定安装方式。
2---安装方式。
这里所说的安装方式是指丝杠本身的安装,不涉及导向和承载件(导向和承载问题另文探讨)。
常见的有三种:固定---固定安装,固定---支持安装,固定---自由安装。
解释一下固定、支持和自由的含义:固定---轴向和径向全面限制,圆周向自由。
这个意思是径向不能动,轴向不能动,但是可以圆周方向转动。
支持---径向限制,轴向自由,圆周向自由。
这个意思是径向不能动,轴向可移动,圆周向可转动。
自由---这个不用解释了,自由就是不管了。
类似于悬臂。
固定---固定的安装方式适合有高精度要求或对温升敏感的场合,安装前精确计算两固定点的安装距离,精确计算常温状态下与工作状态下的轴向伸长量,安装时施加预紧力,使丝杠产生合适的弹性轴向伸长量(越接近温升伸长量越好)。
这种安装形式一般用于机床等对定位精度要求较高并且是闭环控制的工作母机。
固定---支持的安装方式则适合大多数场合,因为支持端的轴向自由度可以释放因工作时温度升高而产生的轴伸量,可以参考的数值是:1米长度的丝杠,在工作温度升高1度的时候,会产生0.01mm轴伸量。
固定---自由的安装方式适合很多场合,优点是不必考虑温升影响并且安装方便。
不过有利就有弊,根据我多年记录,大多数安装端(动力输入端)断裂的案例大部分出自这种安装方式。
原因:1-轴承选用不当,2-端部设计不合理或加工不良。
众所周知,悬臂类型的轴类零件不可承受径向力,前两种安装方式如果遇上径向受力的情况,大部分只会出现可逆性(弹性)弯曲,至多影响精度,不太可能出现断裂的情况,除非长度特别短而径向力特别大。
滚球丝杠的安装步骤表3—2

丝杠与导轨不平行
螺母轴线与导轨不平行 丝杠弯曲变形
检查定量分油器 清除污物使油管畅通 调整压盖,使其压紧轴承 检查分油器和油路,使润滑油充足
更换滚珠 拧紧连轴器锁紧螺钉 调整轴向间隙和预加载荷 调整丝杠支座位置,使丝杠与导轨平
行 调整螺母座的位置
校直丝杠
3
修理调整
用控制系统自动补偿功能消除间隙, 滚珠丝杠制造误差大或轴向窜动
用仪器测量并调整丝杠窜动
润滑油不足或没有
调节至各导轨面均有润滑油
其他机械干涉
排除干涉部位
二滑板配合压板过紧或研损
重新调整或修研压板,使0.04mm塞尺 塞不入为合格
滚珠丝杠螺母反向器损坏,滚珠丝杠
卡死或轴端螺母预紧力过大
滚珠丝杠在运转中转 3
入为合格
重新调整或修研,使接触率达70%以 丝杠轴滑板配合楔铁过紧或过松
上,用0.03mm塞尺塞不入为合格
调整预紧力。检查轴向窜动值,使其
滚珠丝杠预紧力过紧或过松
误差不大于0.015mm
反向误差大,加工精
2
度不稳定
滚珠丝杠螺母端面与结合面不垂直,
修理、调整或加垫处理
结合过松
丝杠支座轴承预紧力过紧或过松
表 3—2 滚球丝杠的安装步骤
步 图示
骤
说明
把丝杠的两端底座
预紧
1
用游标卡尺分别测
丝杠两端与导轨之
间的距离,使之相
等,以保持丝杠的
2
同轴度。
丝杠的同轴度测好
以后,把杠杆百分表放Fra bibliotek导轨的滑块上,分别测量导轨
3
上螺栓的高度,低
的一端底座下边垫
滚珠丝杠滚珠装配图解
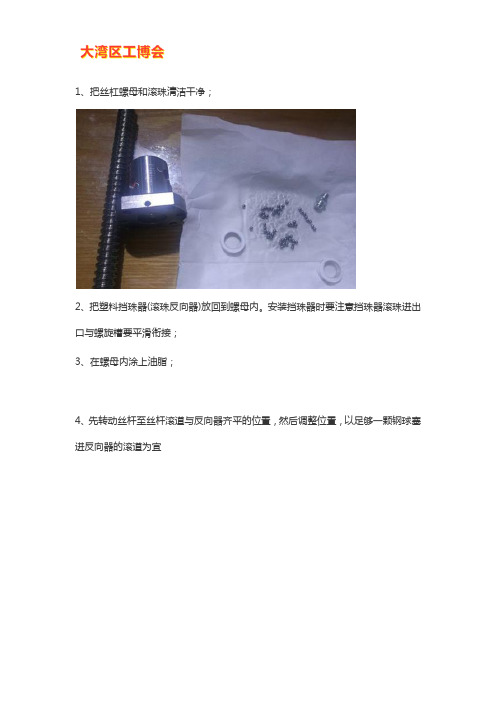
1、把丝杠螺母和滚珠清洁干净;
2、把塑料挡珠器(滚珠反向器)放回到螺母内。
安装挡珠器时要注意挡珠器滚珠进出口与螺旋槽要平滑衔接;
3、在螺母内涂上油脂;
4、先转动丝杆至丝杆滚道与反向器齐平的位置,然后调整位置,以足够一颗钢球塞进反向器的滚道为宜
5、接着一颗接一颗的往反向器的沟沟里塞钢球,可以用粘有油脂的螺丝刀黏上钢球,然后塞进去,直到整一圈都填满;
6、填满一圈后转动丝杆到下一个反向器的位置重复上述操作,上面的图片只是为了演示方便,正确的顺序是从底部开始装填,向上推进。
在螺母意外脱落或你现在已经拆卸的情况下,请按照以下方法把螺母重新安装上去:
1、将空心套的一端用泡沫包装类软物体堵住,穿入清洗干净的无滚珠的螺母内,然后把清洗干净的滚珠按每个循环沟槽一个一个装入,装满一圈后轻轻转动空心套,确认顺畅后再推动空心套装下一圈,直到全部装满为止。
2、再把堵口的填充物弄掉,将空心套连螺母一起套入螺杆轴端,一手顶住空心套,一手慢慢往螺杆上旋入螺母,直至螺母顺畅地全部旋入螺杆的有效螺纹沟槽部分。
最后在螺母注油孔注入润滑脂或润滑油,旋转螺母全行程移动2次以上,以确定运转顺畅,最后再注入一次润滑油脂,至此完工。
滚珠丝杠的安装
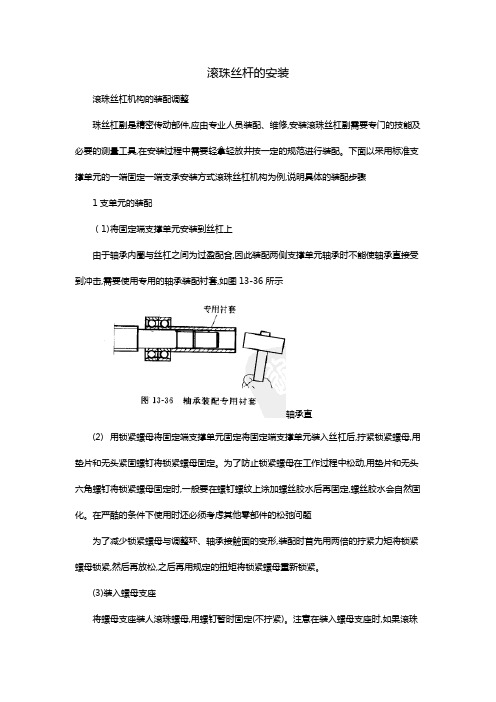
滚珠丝杆的安装滚珠丝杠机构的装配调整珠丝杠副是精密传动部件,应由专业人员装配、维修,安装滚珠丝杠副需要专门的技能及必要的测量工具,在安装过程中需要轻拿轻放井按一定的规范进行装配。
下面以采用标准支撑单元的一端固定一端支承安装方式滚珠丝杠机构为例,说明具体的装配步骤1支单元的装配(1)将固定端支撑单元安装到丝杠上由于轴承内圈与丝杠之间为过盈配合,因此装配两侧支撑单元轴承时不能使轴承直接受到冲击,需要使用专用的轴承装配衬套,如图13-36所示轴承直(2)用锁紧螺母将固定端支撑单元固定将固定端支撑单元装入丝杠后,拧紧锁紧螺母,用垫片和无头紧固螺钉将锁紧螺母固定。
为了防止锁紧螺母在工作过程中松动,用垫片和无头六角螺钉将锁紧螺母固定时,一般要在螺钉螺纹上涂加螺丝胶水后再固定,螺丝胶水会自然固化。
在严酷的条件下使用时还必须考虑其他零部件的松弛问题为了减少锁紧螺母与调整环、轴承接触面的变形,装配时首先用两倍的拧紧力矩将锁紧螺母锁紧,然后再放松,之后再用规定的扭矩将锁紧螺母重新锁紧。
(3)装入螺母支座将螺母支座装人滚珠螺母,用螺钉暂时固定(不拧紧)。
注意在装入螺母支座时,如果滚珠螺母是带外循环回流管的结构,应该转动滚珠螺母,使回流管位于靠工作台的一侧这样滚珠在循环时可以依靠自身的重力使运动更顺畅。
有时候不采用螺母支座进行过渡连接在工作台的下方直接设计滚珠螺母安装孔,装配时将滚珠螺母直接装人工作台。
如果滚珠螺母外径大于支撑端轴承外径,则可以在装人支撑端轴承后再装入螺母支座或工作台。
如果滚珠螺母外径小于支撑端轴承外径,则必须在装入支撑端轴承之前先将滚珠螺母装入螺母支座或工作台并暂时固定,杏则可能出现支撑端轴承装配完毕后滚珠螺母无法装入螺母支座或工作台的情况。
(4)将支撑端支撑单元安装到丝杠上用轴承装配专用衬套将支撑端轴承装入丝杠支撑端,再用专用工具钳将弹性挡圈装入丝杠的定位沟槽内对轴承轴向固定,最后将轴承装入支撑端支撑单元轴承孔内,下面装配图图13-37两端支撑单元装配示意图(1)装配要点2.与工作台及底座的安装①滚珠丝杠与直线导轨或直线轴承同时使用由于滚珠丝杠机构只是一种传动部件,滚珠螺母只对负载工作台提供一个直线运动的牵引力,工作台的直线运动还需要专门的导向部件来导向,所以,滚珠丝杠机构一般是与直线导轨机构或直线轴承同时使用的,负载工作台同时与滚珠螺母支座及直线导轨的滑块(或直线轴承)装配连接在一起,如图13-38所示②工作台的运动方向如图13-38所示,通常在装配直线导轨时在直线导轨的安装基础上设计加工有专门的导向定位边(单侧或双侧),因此当按照直线导轨的装配操作规范将工作台与直线导轨的滑块装配固定完毕后,工作台的运动方向就巳经确定了③两端支撑单元的轴承座孔中心与螺母支座孔中心要精确调整到“三点同心”的最住状态,即三个安装孔中心必须精确调整到位于一条直线上,不允许在不同心的情况下强制安装,否则会破坏滚珠丝杠的精度,这也是前面将螺母支座装入滚珠螺母后暂时不拧紧的原因,因为还需要进行仔细的调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚珠丝杠安装全攻略(不顺溜地快重装吧)!
2007年10月14日星期日 18:57
滚珠丝杠安装全攻略(不顺溜地快重装吧)!
三天三夜呀,终于明白了,在此也感谢各位朋友的回帖,明白后不敢独享,发出与大家共勉,DIY万岁,不会安装滚珠丝杠的看一看,让你的滚珠丝杠飞起来吧!!!
我的丝杠是3回路内循环的,看图,实线是外面,虚线是里面,分A、B、C组,其中A组,1、2通过塑料块上的通道连成一圈回路,我的丝杠里面共用3圈钢珠(每圈30,共90,可我丢、破了很多,只有77个了),并不是要把里面全部填满。
所以,填钢珠时,1的上边和2的下边不能填钢珠,否则就不对了。
填完A盖好塑料块再填B、C。
看清了吧,三个塑料块,是钢珠循环通道
看里面,就明白了,钢珠走那里就通过塑料块上的回路回去了,重新循环。
就是下面这些东东,害人精呀,听饭不香,睡觉不香,三天无精打采,床也不想上(车床呀!),把它们分成三组,各个前灭。
未安钢珠前,看清丝杠上的螺纹沟一定要和螺母上的沟对上,不然钢珠是放不进去的,不对的话说明你拆掉螺母前后两端的定位块并安反了。
找两块细丝把1的上端和2的下端堵上,防止钢珠进入。
一次放入的钢珠不要太多,慢慢转动,使钢珠一只一只进入丝杠内,它不进的话,用细东东送一下吗!
都安好了,唉呀这个顺呀……来,啤酒……
看一下,我的宝贝!用手轻轻推动工作台上的滑块,丝杠溜溜地转呀,不信你试试!!!。