VOCs催化剂失活原因分析
催化装置脱硫脱硝设备的运行问题及对策

催化装置脱硫脱硝设备的运行问题及对策催化装置是一种用于降低工业生产过程中废气中有害气体含量的设备,其中脱硫脱硝是其主要功能之一。
在实际运行中,催化装置脱硫脱硝设备也会遇到一些问题,影响设备的正常运行。
本文将针对催化装置脱硫脱硝设备的运行问题进行分析,并提出相应的对策,以期达到更好的设备运行效果。
一、运行问题分析1. 催化剂失活催化剂的失活是催化装置运行中常见的问题之一。
主要表现为催化剂的活性降低,导致脱硫脱硝效率下降。
失活的原因主要有:化学性质的改变、受到污染等。
这些因素都会导致催化剂的性能下降,影响脱硫脱硝效果。
2. 温度波动催化装置在运行过程中,温度波动是不可避免的。
当温度波动过大时,会影响催化剂的活性,降低脱硫脱硝效率。
3. 供气不稳定催化装置的运行需要稳定的气体供应,当供气不稳定时,会导致催化剂的性能受到影响,进而影响脱硫脱硝效果。
4. 污染物浓度过高工业生产过程中产生的废气中含有多种有害气体,其中的污染物浓度过高会对催化装置的运行造成影响,降低脱硫脱硝效果。
二、对策建议1. 定期更换催化剂为了避免催化剂失活造成的影响,建议定期更换催化剂。
在更换催化剂时,应当选择优质的催化剂,并在更换后进行严格的检测和试运行,确保新的催化剂可以正常运行。
2. 加强温度控制针对温度波动过大的问题,可以采取加强温度控制的措施,例如增加温度监测装置,加强对温度变化的监控和调节,确保催化剂运行在适宜的温度范围内。
3. 稳定气体供应为了解决供气不稳定的问题,可以加强对气体供应系统的管理,确保气体供应的稳定性。
可以采取增加备用供气装置、定期检查气体供应管道等措施,保障催化装置的正常运行。
4. 废气预处理对于废气中污染物浓度过高的情况,可以考虑增加废气预处理设备,将废气中的污染物浓度降低到催化装置可接受的范围内,以提高脱硫脱硝效果。
催化装置脱硫脱硝设备的运行问题是一项复杂的工作,需要全面的技术和管理支持。
通过加强对设备的监测和调节、定期维护和保养、人员培训等措施,可以有效地解决设备运行中出现的问题,确保设备能够高效、稳定地运行,达到清洁生产的目的。
催化剂的活性与失活原因探讨
催化剂的活性与失活原因探讨催化剂的活性与失活原因探讨摘要:本文重点论述了影响催化剂活性的各种因素,以及近年来国内外对催化剂失活的研究成果,包括中毒失活、烧结和热失活等原因及机理的研究。
关键词:催化剂;活性;失活中图分类号:O643文献标识码:A 催化剂在化学反响中的作用可和酶在生物体转化中以及叶绿素在光合过程中的作用相比较,然而催化剂的使用中却存在着一个不良的伴生现象――活性衰退。
在稳态下,即对活性稳定的过程,其反响速率仅取决于操作条件,但对于活性衰退的过程,即非稳态下的动力学,反响速率那么随着活性的衰退而下降,活性的变化又与其它多种因素有关,是个复杂的物理和化学过程【1】。
近年来,国外对催化剂失活的研究十分活泼,Forzatti等曾就催化剂失活原理,原因及数学描述进行了详细的论述,Butt也从催化剂失活所涉及的反响,反响器动力学及传质动力学等方面作了详细的论述。
而国内对催化剂失活的机理及动力学的研究尚属起始阶段【2】。
本文将重点阐述催化剂的活性影响因素以及失活原因。
1.催化剂的活性及影响因素1.1催化剂的活性固体催化剂的活性常用以下几种方法【3】来表示:⑴用单位外表催化剂上的反响速率常数A表示:a=k/S,式中,k为催化反响速率常数,S为所用催化剂的外表积。
⑴在反响温度、浓度等条件不变时,以单位时间、单位重量催化剂上生成物的重量来表示:a=W生成物/tW催化剂,式中,t为反响时间。
⑴用单位时间内,在单位体积催化剂上所得的生成物重量表示:a= W生成物/tV催化剂,式中,t为反响时间。
这种表示方法在理论上虽不甚严格,但实用上却很方便。
催化剂的活性与使用时间很有关系,这可以用活性随时间的变化曲线来表示。
通常可以分为3个时期:⑴成熟期。
许多催化剂要使用一段时间后活性才逐渐增加到最大,此时催化剂到达“成熟〞,所以这段时间称为成熟期。
⑴活性不变期。
通常催化剂活性到达最大值后,会稍微下降,此后催化剂活性根本保持不变,维持一段时间,然后再下降。
化学技术中催化剂失活原因的分析与预防

化学技术中催化剂失活原因的分析与预防引言:催化剂在各个化学领域中扮演着至关重要的角色。
然而,在催化过程中,难免会遇到催化剂失活的问题。
催化剂失活不仅导致产率下降和反应效率降低,还会增加生产成本。
因此,分析催化剂失活的原因并采取预防措施是一项重要的研究课题。
一、物理失活物理失活是指催化剂中的物理性质发生变化,导致活性降低。
其中,主要原因包括沉积物堵塞、颗粒聚集和金属中毒。
1. 沉积物堵塞催化反应中的沉积物是一种常见的导致催化剂失活的因素。
沉积物可以来自于反应物中的杂质或副产物。
当沉积物堆积在催化剂表面时,会阻碍反应物与催化剂之间的接触,从而减少催化剂的活性。
2. 颗粒聚集颗粒聚集是指催化剂颗粒之间的物理吸附或化学键结合。
当颗粒聚集导致催化剂的比表面积减少时,活性也会随之降低。
3. 金属中毒金属中毒是指催化剂中的金属元素与金属反应物或其他杂质发生反应,生成具有毒性的金属化合物。
金属中毒不仅导致催化剂活性降低,还可能造成催化剂的变质。
二、化学失活化学失活是指催化剂的化学性质发生变化,导致活性降低或完全失效。
常见的化学失活原因包括化学反应、水蒸气和酸碱性条件。
1. 化学反应化学反应是指催化剂与反应物或其他物质之间发生化学反应,导致催化剂结构的破坏。
例如,催化剂与氧气反应会发生氧化反应,导致表面结构损坏,进而使催化剂失活。
2. 水蒸气水蒸气是一种常见的催化剂失活因素。
在某些催化反应中,水蒸气可以与催化剂表面发生氧化还原反应,导致催化剂的活性降低。
3. 酸碱性条件酸碱性条件是指催化剂所处环境的酸碱度。
当催化剂暴露在酸性或碱性介质中时,会导致催化剂表面的活性位点被破坏或改变,从而引起催化剂失活。
三、预防措施为了降低催化剂失活的风险,可以采取一些预防措施。
1. 优化反应条件调整反应条件,例如温度、反应物浓度和反应物比例等,可以降低催化剂失活的可能性。
通过优化反应条件,可以减少催化剂与有害物质的接触,延缓催化剂的失活速度。
固体酸催化剂失活的主要原因

固体酸催化剂失活的主要原因固体酸催化剂失活是指在催化过程中,催化剂的活性降低或失去的现象。
这种失活可以由多种原因引起,其中一些主要的原因包括:
1. 积炭(Coking):当催化剂与反应物发生化学反应时,可能生成积炭(碳沉积)在催化剂表面。
积炭的堆积会遮蔽催化活性位点,降低催化剂的表面积和活性,导致失活。
2. 中毒(Poisoning):一些物质,特别是某些反应物或反应产物,可能吸附在催化剂表面,阻碍活性位点的可用性。
这种吸附可能是可逆的,也可能是不可逆的,导致催化剂的失活。
3. 脱附(Desorption):催化剂上的活性位点吸附的反应物或产物可能随时间逐渐脱附。
如果这种脱附过程比催化反应慢,活性位点可能会变得不可用,导致催化剂失活。
4. 结构破坏(Structural Deactivation):催化剂的物理和化学性质可能会在反应条件下发生变化,导致催化剂结构的破坏。
例如,高温或高压条件下可能引起催化剂的晶格变形或热裂解,从而导致失活。
5. 硫化(Sulfidation):一些催化反应中存在硫化物,这些硫化物可能与催化剂发生反应,形成硫化物,从而影响活性位点的性能。
6. 热失活(Thermal Deactivation):在高温条件下,催化剂可能受到热失活的影响,其活性位点可能发生变性或失活。
为了克服催化剂失活,科学家和工程师通常采取一系列措施,如设计更稳定的催化剂、引入再生过程、优化反应条件等。
这些方法有助于延长催化剂的寿命并提高其性能。
化学反应中催化剂失活的原因及预防措施

化学反应中催化剂失活的原因及预防措施化学反应中,催化剂扮演着至关重要的角色。
它们能够降低反应活化能,提高反应速率,从而加速化学反应的进行。
然而,随着反应的进行,催化剂可能会失活,导致反应速率降低甚至停止。
那么,催化剂失活的原因是什么?如何采取预防措施呢?催化剂失活的原因之一是物理因素。
在催化反应中,催化剂与反应物之间会发生化学吸附和脱附过程。
但随着反应进行,一些反应产物或中间体可能会在催化剂表面上沉积,形成物理屏障。
这些物理屏障会阻碍反应物与催化剂之间的接触和相互作用,从而降低了催化反应的活性。
此外,催化剂颗粒也可能因为表面损伤或堆积导致失活。
催化剂失活的另一个重要原因是化学因素。
化学因素指的是在催化反应中,催化剂与反应物之间发生氧化、还原等化学反应。
这些化学反应会改变催化剂的化学性质和结构,导致催化剂活性的降低或完全丧失。
例如,催化剂中的活性位点可能会发生被氧化、被还原、被中毒等现象,从而丧失反应催化能力。
此外,一些副反应或附加反应也会导致催化剂失活,例如副反应生成了催化剂的毒性物质,或者附加反应生成了与催化剂的活性位点竞争吸附的物质。
为了预防催化剂失活,科学家们采取了一系列的措施。
首先,选择适当的催化剂材料是关键。
许多催化剂在特定反应条件下表现出更好的稳定性和活性。
因此,科学家们需要进行深入的研究和筛选,以找到最适合特定反应的催化剂材料。
其次,改进催化剂的设计和制备方法也是一种有效的预防措施。
例如,通过改变催化剂的结构、改进活性位点的分布和可访问性,可以提高催化剂的反应活性和稳定性。
此外,合理调控反应条件,如温度、压力、反应物浓度等,有助于降低催化剂失活的风险。
此外,定期对催化剂进行检测和维护也是非常重要的。
通过观察催化剂活性的变化和失活的迹象,可以及时采取措施修复或更换催化剂。
此外,对催化剂进行修复或再生也是一种有效的手段。
一些失活的催化剂可以通过再生、清洗或改性来恢复其活性,延长其使用寿命。
最常见的催化剂失活原因

最常见的催化剂失活原因
催化剂失活原因有很多种,一般出现催化剂失活现象时首先怀疑下面比较常见的原因.
1.孔都塞(Pore mouth plugging )
镍(Ni),钒(V),铁(Fe)等金属慢慢堵塞催化剂Pore入口的现象,据了解镍和钒对催化剂的影响很大.
2.中毒(Poisoning)
砷(As)与催化剂发生很强的吸附反应,一旦吸附不容易与催化剂分离。
砷或很多类似于砷成分的物质与催化剂的特定部位进行有选择性的吸附反应。
选择性中毒分为:.
a) 酸性中毒 : 水, 有机氮化合物,有机氧化化合物,卤素, 氨
b) 金属中毒 : H2S, 有机硫化合物,各种重金属
还分为暂时性中毒和永久性中毒.
a) 暂时性中毒 : 因催化剂中毒活性下降,但通过消除中毒因素恢复活性的现象
b) 永久性中毒 : 因中毒活性下降后,不能再生,不能恢复活性的现象,一般金属中毒会导致永久性中毒.
3.结垢(Fouling)
如催化剂表面的Coke,所谓的催化剂表面有污垢,但Fouling与中毒不同,是非选择性反应.
4.烧结(Sintering)
催化剂持续在高温(规定以上温度)条件下时,催化剂会碎掉,碎掉后的催化剂相互凝聚在一起的话,催化剂活性表面积减少导致反应下降. 这种现象叫烧结。
5.磨损(Attrition) :
催化剂破碎的现象, 催化剂装填时或在反应器内部出现摩擦,导致催化剂。
磨损的话,会出现小fine或催化剂被碎掉,因此催化剂就会失去活性.。
催化剂失活的原因和解决措施
催化剂失活的原因和解决措施催化剂是化学反应中不可或缺的重要组成部分,它可以加速反应速率,提高反应效率,降低反应温度和能量消耗。
然而,催化剂在使用过程中会出现失活现象,导致反应效率下降,甚至无法继续使用。
本文将从催化剂失活的原因和解决措施两个方面进行探讨。
一、催化剂失活的原因1. 活性位点失活:催化剂的活性位点是催化反应的关键,如果活性位点失活,催化剂的催化效果就会下降。
2. 中毒:催化剂在反应中会与反应物和产物发生化学反应,形成中间体和副产物,这些中间体和副产物可能会在催化剂表面积聚,导致催化剂失活。
3. 烧结:催化剂在高温下容易发生烧结现象,导致催化剂表面积减小,活性位点减少,从而失活。
4. 氧化:催化剂在反应中可能会与氧气发生氧化反应,导致催化剂表面的活性位点被氧化,失去催化活性。
二、催化剂失活的解决措施1. 催化剂再生:对于活性位点失活的催化剂,可以通过再生的方式恢复其催化活性。
再生的方法包括高温还原、氧化还原、酸碱洗涤等。
2. 催化剂改性:对于容易中毒的催化剂,可以通过改性的方式增强其抗中毒能力。
改性的方法包括添加助剂、改变催化剂结构等。
3. 催化剂保护:对于容易烧结和氧化的催化剂,可以通过保护的方式延长其使用寿命。
保护的方法包括降低反应温度、控制反应气氛、添加稳定剂等。
4. 催化剂替换:对于失活严重的催化剂,只能通过替换的方式来解决。
替换的催化剂应具有更好的稳定性和催化活性。
催化剂失活是催化反应中不可避免的问题,但可以通过再生、改性、保护和替换等方式来解决。
在实际应用中,需要根据具体情况选择合适的解决措施,以保证催化反应的高效进行。
催化装置催化剂失活与破损原因分析及解决措施
催化装置催化剂失活与破损原因分析及解决措施张志亮薛小波随着全厂加工原油结构的改变,为了平衡全厂重油压力,今年以来催化装置持续提高掺渣比,目前控制在25%左右。
催化原料的重质化、劣质化,对催化装置催化剂造成较大影响。
出现了催化剂重金属中毒加剧、失活严重、破损加重等现象,从而导致装置催化剂单耗上升、产品收率下降、各项经济指标下降。
通过在显微镜下研究催化剂的颗粒度分布、粒径的大小及形状,找到影响催化剂失活和粉碎的主要原因,通过采取多种措施,调整操作、精细管理等方式,提高装置催化剂活性、降低催化剂破损,保证装置在高掺渣率条件下,优质良好运行。
1、催化剂失活原因分析催化剂失活主要分为两种:一、暂时性失活;二、永久性失活。
暂时性失活主要由于催化剂孔径和活性中心被焦炭所堵塞,可在高温下烧焦基本得到恢复。
而永久性失活是指催化剂结构发生改变或者活性中心发生化学反应而不具有活性,其中包括催化剂重金属中毒和催化剂水热失活。
1.1 催化剂的重金属中毒失活原料中重金属浓度偏高很容易使催化剂发生中毒而破裂,尤其是钠、钒和镍。
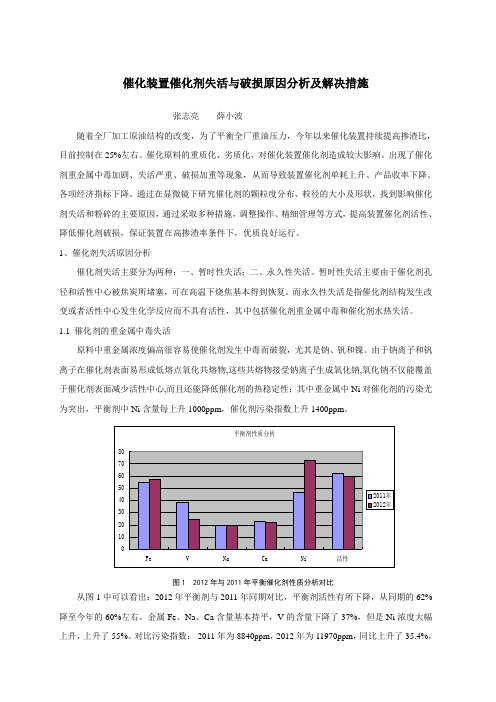
由于钠离子和钒离子在催化剂表面易形成低熔点氧化共熔物,这些共熔物接受钠离子生成氧化钠,氧化钠不仅能覆盖于催化剂表面减少活性中心,而且还能降低催化剂的热稳定性;其中重金属中Ni对催化剂的污染尤为突出,平衡剂中Ni含量每上升1000ppm,催化剂污染指数上升1400ppm。
图1 2012年与2011年平衡催化剂性质分析对比从图1中可以看出:2012年平衡剂与2011年同期对比,平衡剂活性有所下降,从同期的62%降至今年的60%左右。
金属Fe、Na、Ca含量基本持平,V的含量下降了37%,但是Ni浓度大幅上升,上升了55%。
对比污染指数:2011年为8840ppm,2012年为11970ppm,同比上升了35.4%,从而导致催化剂活性下降了2~3个百分点。
因此,目前催化剂活性下降的重要原因是Ni含量大幅上升。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
VOCs催化剂失活原因分析
原创:罗孟飞铂锐催化
VOCs催化剂在使用的失活问题是催化燃烧设备的一个非常重要的问题,不但关系到VOCs的处理效果,而且关系到运行成本。
根据本人30多年的经验,总结如下:
1.催化燃烧设备设计缺陷
催化床是催化燃烧设备的关键单元,从催化剂的角度,不但要求催化床中的催化剂数量满足设计要求,而且要求在设备运行中通过催化床的每一个部位(局部)的流速和温度的相同,这样才能保证每一块催化剂的空速和温度是一致的。
如果催化床中流速和温度不一致,使得温度低、流速快的局部催化剂负荷过大,使用寿命大大缩短,然而导致VOCs净化效果的下降。
因此做到催化床气流分布和温度分布的均匀是保证高净化效率和长使用寿命的关键。
可见气流分配和温度均一化是催化剂反应床设计的核心技术。
2.催化剂表面结炭
在实验室中通常采用模型反应来评价催化剂性能,如甲苯、乙酸乙酯、丙酮等等,也可以采用混合溶剂来测试催化剂的性能,一般很难观察到表面积炭。
然而在实际使用中,VOCs的组分非常复杂,有大分子的,小分子的,有高沸点的,低沸点,挥发性有机物的性质差别很大。
还含有少量的漆雾、粉尘等物质。
特别是漆雾和高沸点有机物的存在,使得在催化剂表面形成结炭,结果使得催化剂活性的下降。
因此在催化剂设计中,要添加阻止催化剂表面结炭的元素,以提高催化的使用寿命。
对于高漆雾的有机废气,在催化床前段应增加除漆雾设备。
3. VOCs废气中的粉尘
如果VOCs废气中含有较多粉尘,由于通过催化剂的气流速度快,一方面粉尘摩擦催化剂表面导致催化剂表面活性物质的流失,另一方面也有可能沉积在催化剂表面。
这两个因素均会导致催化剂活性下降。
因此对于高粉尘有机废气,前段应增加除尘设备。
4. VOCs废气中的SOx和NOx
很多涂装线是采用天然气燃烧加热,天然气燃烧过程会产生少量的SOx和NOx。
实践证明少量的SOx和NOx对催化剂性能是没有影响的,可以放心使用。
通常所说的S对贵金属催化剂有影响,我认为是有机硫。
实际上贵金属是SO2氧化生成SO3的工业催化剂,也是NO氧化成NO2的催化剂,因此不存在SOx和NOx的中毒。
5.Pb、As、P、F等物质的中毒
含Pb等重金属物质,容易与贵金属形成合金,导致催化剂中毒,As、P、F等物质也容易导致贵金属催化剂中毒,在使用过程要特别注意。
6. 催化剂高温烧结
催化剂反应温度过高会导致催化剂表面活性组分的烧结(粒子变大),催化剂比表面下降、过渡金属氧化物之间的固相反应,及其相变的发生,这些均为导致催化剂活性的下降,因此在使用过程应避免催化剂的高温冲击。
相比之下,贵金属催化剂的热稳定性较高,而稀土-过渡金属氧化物催化剂的热稳定性较低。
催化剂最高使用温度与催化剂性能有关。