材料成形原理第一章液态金属的充型能力
液态金属的充型能力1
冷
低
裂
温
形状曲折而不规则,裂纹表面 呈氧化色,无金属光泽;裂口 沿晶粒边界通过。 一般分布在铸件易产生应力集
外形呈连续直线状(没有分叉)
或圆滑曲线,裂纹表面干净,具 有金属光泽,有时呈轻微氧化色;
穿过晶粒。
常出现在铸件表面
分
布
中的部位或铸件最后凝固部位 的内部
上一页 下一页
退出
2、防止措施 ⑴设计上:合理设计铸件结构,以减少铸造内应力 ⑵工艺上 a.降低磷、硫含量 b.改善型(芯)砂的退让性 c.控制打箱时间
上一页 下一页
退出
充型能力的前提下,尽可能采用“高温出炉,低温浇注”的原则。
◆ 浇注系统的结构
浇注系统的结构越复杂,流动的阻力就越大,流动性就越差。
故在设计浇注系统时,要合理布置内浇口在铸件上的位置,选择
恰当的浇注系统结构和各部分的断面积。 ⑶充填条件 铸型中凡能增加金属流动阻力、降低流速和增加冷却速度的 因素,均会降低合金的充型能力。诸如:型腔过窄、型砂含水分 或透气性不足、铸型排气不畅和铸型材料导热性过大等,均能降 低充型能力,使铸件易于产生浇不足、冷隔等缺陷。
P S
尺寸变化
固态
K
Q 产生应力、变形、裂 产生缩孔、缩松 0 0.02 0.77 2.11 4.3 纹的基本原因 ω c ,% 的基本原因
6.69
图
上一页 下一页
ቤተ መጻሕፍቲ ባይዱ退出
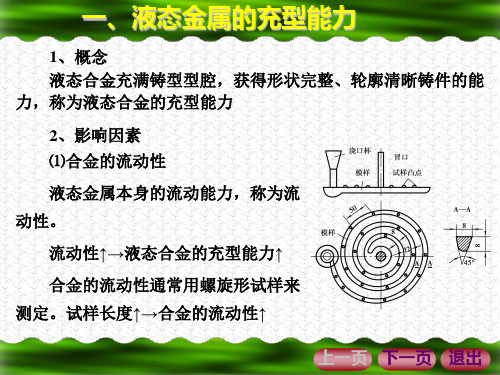
2、影响因素 ①化学成分
凡是促进石墨化的元素增加,收缩减少,否则收缩增大
②浇注温度 T浇↑→过热度↑→液 态收缩↑→总收缩↑ ③铸件结构和铸型条件 A
等固相法
内切圆法 特 征:形状不规则,表面不光滑,可以看到发达的树 枝晶末梢 2、缩松的形成 形成过程:
材料成形技术基础复习要点
材料成形技术基础复习要点第一章:金属的液态成形技术1.铸造成形法:它是将液态金属浇入铸型型腔,使其冷却凝固,从而获得一定形状和性能铸件的成形方法2.金属的铸造性能:金属的流动性、充型能力、收缩、偏析和吸气性3.金属的流动性:金属液本身的流动能力;影响因素:与金属种类、化学成分、凝固方式、及其他物理性能(如粘度)有关,共晶成分的金属熔点最低、因而流动性最好,非共晶成分的金属在结晶区域内,既有形状复杂的枝晶,又有未结晶的液体金属结晶区间越大,流动性越差4.充型能力:金属液充满铸型型腔,获得轮廓清晰、形状准确的铸件的能力;影响因素:金属的流动性、浇注条件及铸型条件,流动性越好,液态合金充填铸型的能力越强。
浇注温度越高,液态金属的充型能力就越强,但不宜过高。
充型压力越大,充型能力越强。
但充型压力不宜过大,以免金属飞溅或因气体排出不及时而产生气孔等缺陷。
铸型条件包括铸型材料、铸型结构及铸型中的气体含量5.收缩:金属液态向固态的冷却过程中,其体积和尺寸减小的现象;影响因素:化学成分、浇注温度、铸型结构与铸型条件,液态收缩—凝固收缩—固态收缩6.缩孔:液态金属充满铸型后,铸件在凝固的过程中由于补缩不良而产生的孔洞;缩松:是铸件断面上出现的分散而细小缩孔。
从缩孔缩松的形成可以看出:金属的液态收缩和凝固收缩愈大,则收缩的体积越大,铸件越容易形成缩孔;金属的浇注温度越高,则液态收缩越大;结晶的间隔大的金属,易形成缩松。
预防措施:遵循“顺序凝固”原则,即在造型工艺上认为地设置冒口、冷铁,按照一定的冷却顺序,使缩孔移到铸件外面或消失。
7.铸造内应力:按产生原因分为热应力(铸件壁厚不均匀,收缩不一致)和机械应力(线收缩受到型芯阻碍);预防热应力的措施:尽量减少铸件各部分间的温度差,使其均匀冷却;尽量使壁厚均匀,遵循同时凝固原则,如,将内浇口开设在铸件薄壁处,为加快厚壁部分的冷却,可在厚壁处安放冷铁。
8.同时凝固原则:铸件相邻各部位或铸件各处凝固开始及结束的时间相同或相近,甚至是同时完成凝固过程,无先后的差异及明显的方向性,主要用于普通灰铸铁,锡青铜等;优点是可以减少铸造内应力,防止铸件的变形和裂纹缺陷,又可不用冒口而省工省料;缺点是铸件口部容易出现缩孔或缩松。
第一章 金属液态成形理论基础

第一节 液态金属充型能力与流动性
0、什么是液态金属的充型能力
1)定义:
液体金属充满铸型型腔,获得尺寸精确、轮廓清晰的 成型件的能力,称为充型能力。
2)充型能力对成型的影响
充型能力不足时,会产生浇不足、冷隔、夹渣、气孔 等缺陷。
3)影响充型能力的因素
充型能力首先取决于金属本身的流动性(流动能力),同 时又受铸型性质、浇注条件和铸件结构等因素影响。
一、铸件的凝固方式
在铸件凝固过程中,其断面上一般存在三个区 域:固相区、凝固区和液相区。
1、分类
依据对铸件质量影响较大的凝固区的宽窄划分 铸件的凝固方式为如下三类:
(1)逐层凝固
纯金属和共晶成分的合金在凝固过程中不存在液、固并 存的凝固区,随着温度下降,固体层不断加厚,液体不 断减少,直达铸件中心,这种凝固方式称为逐层凝固。
机械应力
二、铸件的变形及其防止
1、变形的原因:
铸件内部残余内应力。 只有原来受拉伸部分产生压缩 变形、受压缩部分产生拉伸变 形,才能使铸件中的残余内应 力减小或消除。
平板铸件的变形
杆件的变形
床身铸件的变形
粱形铸件的弯曲变形
2、防止措施:
减小应力; 将铸件设计成对称结构,使其内应力互相平衡; 采用反变形法; 设置拉肋; 时效处理。
2、冷裂纹的特征
裂纹细小,呈连续直线状,裂缝内有金属光泽或轻 微氧化色。
3、防止措施
凡是能减少铸件内应力和降低合金脆性的因素 均能防止冷裂。 设置防裂肋亦可有效地防止铸件裂纹。
防裂肋
三、合金的吸气性
液态合金中吸入的气体,若在冷凝过程中不能溢 出,滞留在金属中,将在铸件内形成气孔。
一)气孔的危害
气孔破坏了金属的连续性,减少了其承载的有效 截面积,并在气孔附近引起应力集中,从而降低 了铸件的力学性能。 弥散性气孔还可促使显微缩松的形成,降低铸件 的气密性。
铸造金属凝固原理课件:液态金属的充型能力-
l =μ
2gH
• Fρ1
KL •
+C1(T浇 - TK
)
Pα
Tl - T型
充型壓頭
液態金屬在流動方向上所受的壓力越大,充型能力就越 好。在生產中,用增加金屬液的靜壓頭的方法提高充型
能力,也是經常採取的工藝措施。其他方式外加壓力,
例如壓鑄、低壓鑄造、真空吸鑄等,也都能提高金屬液
的充型能力。 澆注系統的結構
流動性好。導熱係數小的合金,熱量散失慢,保持流 動的時間長;導熱係數小,在凝固期間液固並存的兩 相區小,流動阻力小,故流動性好。 金屬中加入合金元素後,一般都使導熱係數明顯下降。 但是,有時加入合金元素後初晶組織發生變化,反而 使流動性下降。
l =μ
2gH
• Fρ1
KL •
+C1(T浇 - TK
)
➢ 對於結晶溫度範圍較寬的合金,散失約20%潛熱後,晶粒 就連成網路而阻塞流動,大部分結晶潛熱的作用不能發揮, 所以對流動性的影響不大
問題:為什麼在相同的過熱度下AI-Si合金的流動性,在共 晶成分處並非最大值,而在過共晶區裏繼續增加?
金屬的比熱、密度和導熱係數 比熱和密度較大的合金,因其本身含有較多的熱量,
➢ 無限長立方截面棒:a/4
➢ 無限長圓柱棒:d/4
➢ 半無限大平面:t/2
➢ 垂直壁液面上升速度較大,容易充滿 ;
鑄件的複雜程度 鑄件結構複雜、厚薄部分過渡面多,則鑄型型腔結構複雜,
流動阻力大,鑄型的充填就困難。
➢ 鑄鋼流動性和充型能力 — 碳、矽、錳、磷、硫、 — 銅的影響
結晶潛熱
➢ 結晶潛熱約占液態金屬熱含量的85~90%,但是,它對不 同類型合金流動性的影響是不同的。
《材料成形原理》重点及作业答案

一、名词解释1、粘度-表面上平行于表面切线方向且各方向大小相等的张力。
或作用于液体表面的应力τ大小与垂直于该平面方向上的速度梯度dvx/dvy的比例系数。
2、液态金属的充型能力-液态金属充满铸型型腔,获得形状完整、轮廓清晰的铸件的能力,即液态金属充填铸型的能力。
液态金属的流动性越强,其充型能力越好。
3、液态金属的流动性-是液态金属的工艺性能之一,与金属的成分、温度、杂质含量及其物理性质有关。
稳定温度场通常是指温度不变的温度场。
4、均质形核和异质形核-均质形核(Homogeneous nucleation) :形核前液相金属或合金中无外来固相质点而从液相自身发生形核的过程,亦称“自发形核” 。
非均质形核(Hetergeneous nucleation) :依靠外来质点或型壁界面提供的衬底进行生核过程,亦称“异质形核”。
金属结晶过程中,过冷度越大,则形核率越高。
实际液态金属(合金)凝固过程中的形核方式多为异质形核。
5、粗糙界面和光滑界面-从原子尺度上来看,固-液界面固相一侧的点阵位置只有50%左右被固相原子所占据,从而形成一个坑坑洼洼凹凸不平的界面层。
粗糙界面在有些文献中也称为“非小晶面”。
光滑界面—从原子尺度上来看,固-液界面固相一侧的点阵位置几乎全部为固相原子占满,只留下少数空位或台阶,从而形成整体上平整光滑的界面结构。
也称为“小晶面”或“小平面”。
6、“成分过冷”与“热过冷”-液态合金在凝固过程中溶质再分配引起固-液界面前沿的溶质富集,导致界面前沿熔体液相线的改变而可能产生所谓的“成分过冷”。
这种仅由熔体存在的负温度梯度所造成的过冷,习惯上称为“热过冷” 。
7、共生生长-是指在共晶合金结晶时,后析出的相依附于领先相表面而析出,进而形成相互交叠的双相晶核且具有共同的生长界面,依靠溶质原子在界面前沿两相间的横向扩散,互相不断地为相邻的另一相提供生长所需的组元,彼此偶合的共同向前生长。
8、离异生长-两相的析出在时间上和空间上都是彼此分离的,因而形成的组织没有共生共晶的特征。
材料成型原理

材料成型原理第1章液态金属的结构与性质物相由界面包围的具有一定成分和结构的均匀体组织物相的机械混合物润湿性是指存在两种互不相溶液体,液体首先润湿固相表面的能力,即一种液体在一种固体表面铺展的能力或倾向性压力差物体两侧所受压力的差值现代晶体学表明,晶体的原子一定方式周期排列在三维空间的晶格结点上,表现出平移对称性特征,同时原子以某种模式在平衡位置上作热振动,相对于晶体这种原子有序排列,气体的分子原子,不停的做无规律运动。
液体表现出长程无序特征,液体结构表现出局域范围内的近程有序。
偶分布函数的物理意义:距某一参考粒子r处找到另一个粒子的概率。
晶态固体因原子以特定方式周期排列,其偶分布函数以相应的规律呈分立的若干尖锐峰,液体的g(r)出现若干衰减的钝化峰,直至几个原子间距后趋于直线g(r)等于1。
由于能量起伏,液体中大量不停游动着的局域有序原子团簇,时聚时散,此起彼伏,而存在结构起伏,实际金属的现象,还要复杂的多,除了能量起伏及结构起伏,还同时存在着浓度起伏。
长程有序:液体的原子相对于周期有序的晶体固态是不规则的,液体结构宏观上不具有平移、对称性。
黏度是液体内摩擦阻力大小的标志,黏度的物理意义可以视为:作用于液体表面的应力与垂直于该平面方向上的速度梯度的比例系数。
表面活性元素使液体黏度降低,非表面活性杂质的存在使黏度提高。
黏度的意义:黏度影响金属液的流动性进而影响铸件轮廓的清晰程度。
影响钢铁材料的脱硫,脱磷,扩散脱氧。
熔渣及金属液粘度降低对合金元素的过渡是有利的。
影响铸件内部缩孔或缩松、热裂的形成倾向。
影响精炼效果,夹杂、气孔的形成。
表面张力是表面上平行于表面切线方向且各方向大小相等的张力。
表面张力是由于物体在表面上的质点受力不均所致。
表面是产生新的单位面积表面时系统自由能的增量。
表面与界面的差别在于后者泛指两相之间的交界面,前者指液体或固体与气体之间的交界面。
原子间结合力越大,表面内能越大,因此表面自由能越大,表面张力也就越大。
材料成型基本原理完整版

第一章:液态金属的结构与性质1雷诺数Re:当Re>2300时为紊流,Re<2300时为层流。
Re=Du/v=Duρ/η,D为直径,u 为流动速度,v为运动粘度=动力粘度η/密度ρ。
层流比紊流消耗能量大。
2表面张力:表面张力是表面上平行于切线方向且各方向大小相同等的张力。
润湿角:接触角为锐角时为润湿,钝角时为不润湿。
3压力差:当表面具有一定的曲度时,表面张力将使表面的两侧产生压力差,该压力差值的大小与曲率半径成反比,曲率半径越小,表面张力的作用越显著。
4充型能力:充型过程中,液态金属充满铸型型腔,获得形状完整轮廓清晰的铸件的能力,即液态金属充型能力。
5长程无序、近程有序:液体的原子分布相对于周期有序的晶态固体是不规则的,液体结构宏观上不具备平移、对称性,表现出长程无序特征;而相对于完全无序的气体,液体中存在着许多不停游荡着的局域有序的原子集团,液体结构表现出局域范围内的近程有序。
拓扑短程序:Sn Ge Ga Si等固态具有共价键的单组元液体,原子间的共价键并未完全消失,存在着与固体结构中对应的四面体局域拓扑有序结构。
化学短程序:Li-Pb Cs-Au Mg-Bi Mg-Zn Mg-Sn Cu-Ti Cu-Sn Al-Mg Al-Fe等固态具有金属间化合物的二元熔体中均有化学短程序的存在。
6实际液态金属结构:实际金属和合金的液体由大量时聚时散、此起彼伏游动着的原子团簇空穴所组成,同时也含有各种固态液态和气态杂质或化合物,而且还表现出能量结构及浓度三种起伏特征,其结构相对复杂。
能量起伏:液态金属中处于热运动的原子的能量有高有低,同一原子的能量也在随时间不停的变化,时高时低,这种现象成为能量起伏。
结构起伏:由于能量起伏,液体中大量不停游动的局域有序原子团簇时聚时散,此起彼伏而存在结构起伏。
浓度起伏:游动原子团簇之间存在着成分差异,而且这种局域成分的不均匀性随原子热运动在不时发生着变化,这一现象成为浓度起伏。
材料成形原理-第一章(2)液态金属的充型能力

2013-7-9
合金成分对流动性的影响
温度(℃) 30 0 20 0 10 0 0 80 60 40
11
浇口杯
出气口
流动性(cm)
20
0
Pb 20
40
60
80
Sb
2013-7-9
12
液态金属停止流动机理与充型能力
充型能力强
前端析出15~20%的固相量 时,流金停止流动机理示意图
2013-7-9
一、金属性质方面的因素
这类因素是内因,决定了金属本身的流动能力-----流动性。 1、 合金的成分 合金的流动性与其成分 之间存在着一定的规性。 在流动性曲线上,对应 着纯金属、共晶成分和 金属间化合物的地方出 现最大值,而有结晶温 度范围的地方流动性下 降,且在最大结晶温度 范围附近出现最小值。
20
2013-7-9
综上所述,为提高液态金属的充型能力,在金属方面 21 可采取以下措施 1.正确选择合金的成分 在不影响铸件使用性能的情况下,可根据铸件大小、 厚簿和铸型性质等因素,将合金成分调整到实际共晶 成分附近,或选用结晶温度范围小的合金。对某些合 金进行变质处理使晶粒细化,也有利于提高其充型能 力 2.合理的熔炼工艺 保持原材料和熔炼设备的洁净 多次熔炼的铸铁和废钢,应尽量减少用量 “高温出炉,低温浇注”
2013-7-9
1.4.2 影响充型能力的因素及 提高充型能力的措施
影响充型能力的因素大致可以归纳为四类: 第一类因素----金属性质方面的因素
(1)金属的密度ρ1; (2)金属的比热容c1; (3)金属的导热系数λ1; (4)金属的结晶潜热L; (5)金属的粘度η; (6)金属的表面张力σ; (7)金属的结晶特点。 第二类因素------铸型性质方面的因素 (1)铸型的蓄热系数b2; (2)铸型的密度ρ2 ; (3)铸型的比热容C2; (4)铸型的导热系数λ2;