自动送料冲床机构说明书
机械原理设计自动送料冲床的机构设计

湖南人文科技学院课程设计报告课程名称:机械原理课程设计设计题目:自动送料冲床的机构设计系别:通信与控制工程系专业:机械设计制造及其自动化班级:11级机械二班学生姓名: 倪燮燃,张林,许胜,周天越学号: 11428228,11428246,11428209,11428231起止日期:2013.6.30~2013.7.5指导教师:张斌教研室主任:朱连池11级机械二班自动送料冲床机构课程设计摘要随着现代科技的发展趋势,自动化对机械设计和制造具有非常重要的意义。
我国也正倾向于机械自动化方面的发展,在此前提下,我们就开始设计自动送料冲床机构。
自动送料机构的工作目的是为了实现自动送料,把人为因素造成的误差减到最小,同时减少劳动力成本便于实现机械化和自动化等一系列优点。
在设计过程中,主要是设计了工作台,工作机构的传动和自动送料机构,以及可以实现自动送料的伺服电机和变速箱。
通过对这些方面的设计和研究,可以大大减少劳动力成本,提高了工作效率,减少了误差,同时也简化了机构,重点是机构的运动分析。
正因为它的输送能力大、能耗低、结构简单、维护方便这些特点深受广大企业的青睐。
自动送料冲床机构的设计的主要侧重点是同时实现加工与送料,通过对机械机构的灵活运用,设计出合理的作品。
关键词:自动送料冲床机,自动送料,间歇传动,冲床,伺服电机目录1、课程设计的目标与设计任务 (1)1.1 设计的目标 (1)1.2 设计的要求 (1)1.3 设计的任务 (2)2、机械运动方案的设计 (2)2.1 棘轮式自动送料冲床机构的结构及工作原理 (2)2.2 槽轮式自动送料冲床机构的结构及工作原理 (4)2.3 机械运动方案的选择 (5)2.4 棘轮式自动送料冲床机构的运动循环图 (6)3、棘轮式自动送料冲床机构主要参数的设计计算 (6)3.1 主要参数的设定 (6)3.2 机器参数 (11)4、主要零部件的设计 (14)4.1 电动机的选择 (14)4.2 飞轮的设计 (15)心得体会 (16)参考文献 (16)致谢 (17)附录一 (18)附录二 (19)附录三 (20)附录四 (21)自动送料冲床机构引言现代机械设计要求既要满足市场需求,又要考虑企业的发展;既要解决技术和可靠性问题,又要考虑经济性问题;既要解决设计本身的方法、手段和关键技术问题,又要解决产品寿命周期中各个环节的技术问题。
冲压机构课程设计说明书

机械原理课程设计说明书自动送料冲压机构设计学院:机电工程学院班级:机自065班姓名:廖小琴李朝万指导老师:***日期:2008/9/4说明书索引设计题目自动送料冲压机构及送料机构设计机构工作原理自动送料冲床用于冲制、拉延薄壁零件。
冲床的执行机构主要包括冲压机构和送料机构,其工作原理如图(a)所示,上模先以较大速度接近坯料,然后以匀速进行拉延成型工作,然后上模继续下行将成品推出型腔,最后快速返回。
上模退出下模以后,送料机构从侧面将坯料送至待加工位置,完成一个工作循环。
冲床动作工艺图上模运动规律S-Φ图本题要求设计能使上模按上述运动要求加工零件的冲压机构和从侧面将坯料推送至到下模上方的送料机构。
原始数据与设计要求1)以电动机作为动力源,下模固定,从动件(执行构件)为上模,作上下往复直线运动,其大致运动规律如图1b所示,具有快速下沉、等速工作进给和快速返回等特性。
2)机构应具有较好的传力性能,工作段的传动角γ大于或等于许用传动角[γ]=40︒。
3)上模到达工作段之前,送料机构已将坯料送至待加工位置(下模上方)。
4)生产率为每分钟70件。
5)上模的工作段长度l = 30~100mm,对应曲柄转角ϕ0 = (1/3 ~1/2 )π;上模总行程长度必须大于工作段长度的两倍以上。
6)上模在一个运动循环内的受力如图1c所示,在工作段所受的阻力F1=5000N,其它阶段所受的阻力F0=50N。
7)行程速度变化系数K ≥1.5。
8)送料距离H = 60 ~250mm。
9)机器运转速度波动系数δ 不超过0.05。
冲压机构的原动件为曲柄,从动件(执行构件)为滑块(上模),行程中有等速运动段(工作段),并具有急回特性,机构还应有较好的动力特性。
要满足这些要求,用单一的基本机构(如偏置式曲柄滑块机构)是难以实现的。
因此,需要将几个基本机构恰当地组合在一起来满足上述要求。
送料机构要求作间歇送进,可结合冲压机构一并考虑。
1. 齿轮-连杆冲压机构和凸轮-连杆送料机构如图2所示,冲压机构采用有两个自由度的双曲柄七杆机构,用齿轮副将其封闭为一个自由度(齿轮1与曲柄AB 固联,齿轮2与曲柄DE 固联)。
高速冲床自动送料装置(结构图)

高速冲床自动送料装置(结构图)
自动送料装置冲床送料辊传动系手动齿条机械冲头送进
冲床自动送料装置是配合冲床工作,以提高冲床的工作效率,同时减轻工人的劳动量,提高冲压工艺的自动化程度。
带轮将动力通过齿条传递给齿轮,齿轮和一个单向超越离合器相联结,只传递正向的转矩。
单向超越离合器带动传动轴1转动,由轴1上的齿轮带动送料辊送料。
轴1和轴2通过摩擦离合器联接,由轴2上的齿轮带动卷料筒卷起废料。
卷料筒在卷起废料的过程中直径会不断增加,致使轴2的圆周速度增加,当卷料筒的卷料速度大于送料速度时,由于摩擦离合器所传递的转矩过大,摩擦片就会打滑,从而消减卷料筒的卷料速度。
床之设计原理是将圆周运动转换为直线运动,由主电动机出力,带动飞轮,经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,从主电动机到连杆的运动为圆周运动。
连杆和滑块之间需有圆周运动和直线运动的转接点,其设计上大致有两种机构,一种为球型,一种为销型(圆柱型) ,经由这个机构将圆周运动转换成滑块的直线运动。
高速冲床对材料施以压力,使其塑性变形,而得到所要求的形状与精度,因此必须配合一组模具(分上模与下模),将材料置于其间,由机器施加压力,使其变形,加工时施加于材料之力所造成之反作用力,由冲床机械本体所吸收。
文章编辑:东莞豪辉机械有限公司官方网: huangkaijun。
韩国DOOSAN冲床使用说明书

韩国DOOSAN冲床使用说明书DOOSAN冲床使用说明书(1200字以上)第一部分:介绍欢迎使用韩国DOOSAN冲床。
本说明书将为用户提供冲床的正确使用方法和维护保养指南。
在操作和维护过程中,请务必遵循本手册中的各项说明,以确保冲床的正常运行和延长其寿命。
第二部分:冲床的组装和安装2.组件安装:按照DOOSAN冲床的组装图纸,将各个组件正确安装到指定位置。
在安装过程中,确保所有螺栓紧固牢固,以避免出现松动或失效的情况。
3.电气接线:在进行电气接线之前,请确保已经切断了冲床的所有电源。
按照电气图纸和电气安装规范,正确连接冲床的电源线和控制线。
第三部分:冲床的操作1.开机准备:在每次使用冲床之前,必须进行一系列的开机准备工作。
包括检查冲床的润滑油是否充足、调整冲床的气压和清洁工作台等。
2.操作模式选择:DOOSAN冲床提供了自动和手动两种操作模式。
在自动模式下,冲床将按照预设程序进行工作。
在手动模式下,操作人员可通过控制面板手动控制冲床的运动。
3.冲床工作流程:冲床的工作流程包括上料、定位、加工和卸料四个步骤。
在工作过程中,必须确保上料和卸料过程的安全性,避免发生意外。
4.安全操作:在使用冲床时,请务必注意以下事项:-穿戴符合安全要求的工作服和防护用品,如安全帽、护目镜等。
-注意冲床的动力装置和传动装置,避免误触或发生其他意外。
-避免将手指或其他身体部位置于冲床的危险区域,以免受伤。
第四部分:冲床的维护保养1.润滑油更换:冲床的润滑油需要定期更换,以确保机器部件的正常运行和寿命。
请按照润滑油更换周期进行操作,并使用质量合格的润滑油。
2.清洁和维护:定期清洁冲床的外表面和内部部件,特别是紧固件和传动装置。
保持冲床的清洁和干燥,以防止积尘和腐蚀。
3.零件更换:如发现冲床的一些零部件出现磨损或损坏,请及时购买并更换新的零部件。
使用不合格的零部件可能会导致冲床的故障和损坏。
第五部分:故障排除与维修1.常见故障及解决方法:本章节将列举冲床常见故障及相应的解决方法,如冲床无法启动、机器运行不稳定等。
设备操作说明书(80-110冲床)

双手按纽K
调模开关J
Form No.: B-0F-002-31(130816) 保存期限:2年 過期處置:背面紙
文件 编号
PD-001-02
版次
A1
核准
李周明 2015/1/20
审核
李路路 2015/1/20
制定
石孝峰 2015/1/20
110T/80T 冲床 马达运转指示灯T 可操作OK指示灯U
计数器开关S
电源开关A 计数器B
转速表R 吹气开关Q
马达正/反转开关C 马达启动开关D 变阻器E 马达停止开关F 照明灯开关G
操 作 步 骤
操 作 顺 序
操 作 结 束
图 示 说 明
误送检知开关H
紧急按纽M 连续停止按纽L
异常复位按钮I
注 意 事 项
1.停电或下班应将电源A关闭; 2.操作员禁止关闭光电H作业; 3.开机后,先寸动运行一次,确认机台模具无异常,再 将转换开关N转至安全一行程; 4.操作员一律使用双手作业,确保安全; 5.生产时机台两侧及后面严禁停留及走动。
DARFON HT2 冲床 操作指导书
机台名称 操 作 前 准 备 1.现场生产物料,模具人员到位; 2.确认模具及机台无异物; 3.确认各开关旋钮功能正常无损坏; 4.检查电源及气压(4.5-6kg/c㎡)正常; 5.操作人员劳保用品佩带齐全; 6.检查各部位螺丝无松动。 1.打开冲床电源开关A,检查马达正/反转开关C是否 置于正确位置,转换开关N是否置于<O>位置,变阻器E 是否置于最小位置,启动马达开关D; 2.打开计数器开关S,并对计数器清零; 3.检查调模开关J及数值和紧急按纽M之状况是否正 确,确认光电开关H是否为绿灯; 4.待马达运转指示灯T亮后,调整变阻器E,使马达增 至适当速度; 5.将转换开关N调至安全一行程,OK指示灯U亮; 6.放入材料到模具内,操作双手按纽K,产出首件,进 行首件确认。 1.确认冲头停止于上死点,将转换开关N置于<O>位 置,变阻器E置于最小位置; 2.停止马达开关F,关闭电源开关A; 3.按下紧急按纽开关M; 4.清洁机台及模具。
冲床NC电脑伺服送料机说明书

电源电 0.2-6 9999.99 20 220/380V
NC-300A 300 0.2-6 9999.99 20 220/380V
NC-400A 400 0.2-6 9999.99 20 220/380V
NC-500A 500 0.2-6 9999.99 20 220/380V
二.机器结构
1.机械放松
2.气动放松
三.机器特点
高精度的送料: 针对高科技产业来临,以计算机闭路式回授控制,使精度确保在±0.02mm 以内。
阶段式送料机: 可输入 20 组不同的送料长度,每组提供 999 次冲压次数,满足特殊制品的加
工生产(选配)。 人性化的手动模式:
可输入适合的 3 段手动速度,让使用者更容易操作,精确地使材料送进模具而定 位。 高效率的放松装置:
配合冲床之凸轮讯号以及简单之料厚调整,即可快速的设定放松角度。 送料长度的设定:
在控制台上,直接输入送料长度,即可达到所需的送距。 送料机构:
滚轮采用中空式,重量轻,回转惯性小,表面硬度 HRC60°镀硬铬,耐磨损, 寿命长. NC 计算机机系列:
机械放松型,气动放松型,双边同步厚板型.
四.机器规格
1.机械放松与气动放松
规格
NC-100 NC-200 NC-300 NC-400 NC-500 NC-600 NC-700
材料宽度 mm
100
200
300
400
500
600
700
材料厚度
0.2-1.6 0.2-3.2 0.2-3.2 0.2-3.2 0.2-3.2 0.2-3.2 0.2-3.2
材料最大厚度 2.0*100 2.0*200 2.0*300 2.0*400 2.0*500 2.0*600 2.0*700
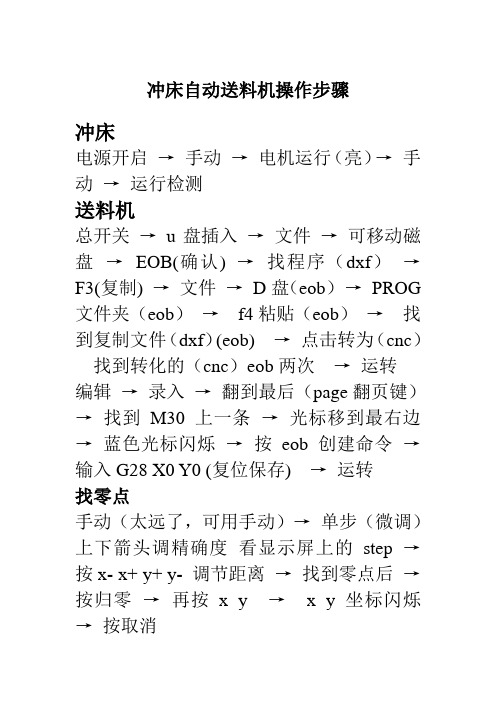
冲床自动送料机操作步骤
冲床自动送料机操作步骤
冲床
电源开启→手动→电机运行(亮)→手动→运行检测
送料机
总开关→u盘插入→文件→可移动磁盘→EOB(确认) →找程序(dxf)→F3(复制) →文件→D盘(eob)→PROG 文件夹(eob)→f4粘贴(eob)→找到复制文件(dxf)(eob) →点击转为(cnc)找到转化的(cnc)eob两次→运转
编辑→录入→翻到最后(page翻页键)→找到M30上一条→光标移到最右边→蓝色光标闪烁→按eob创建命令→输入G28 X0 Y0 (复位保存) →运转
找零点
手动(太远了,可用手动)→单步(微调)上下箭头调精确度看显示屏上的step →按x- x+ y+ y- 调节距离→找到零点后→按归零→再按x y →x y 坐标闪烁→按取消
冲压运行→自冲→冲压锁定(红灯亮)→启动(料架会动)
出问题
一松料夹→卸料→按归零→启动(料夹归零)
二中途继续冲压
复位→归零→启动(回零点)→上料对零点→冲压锁定→单冲→自动→启动→按一次启动走一步→走到应冲位置上一步(关掉冲压锁定)→启动→无问题→关闭单冲→启动
调冲压速度
参数→找009 x快移速率010y快移速率→蓝色光标→录入→输入要的数值→eob 完成录入
025进给速度
026进给起始速度
027进给加速度
参数→048x 轴归零速度(不超过009 010)
冲床
自动送料机
操作说明书
2015.8.13。
冲压机构及送料机构设计说明书

冲压机构及送料机构设计说明书一、引言冲压机构及送料机构是冲压设备中的核心部分,其设计合理与否直接影响到冲压设备的工作效率和产品质量。
本说明书旨在对冲压机构及送料机构的设计进行详细说明,以确保设计方案的准确性和可行性。
二、冲压机构设计1. 冲压机构的功能冲压机构是冲压设备中的主要工作部分,其主要功能是通过冲击力将金属材料冲压成所需形状的零件。
冲压机构应具备稳定的冲击力和精确的冲击位置控制能力。
2. 冲压机构的结构冲压机构的结构主要包括床身、滑块、传动机构和导向机构。
床身是冲压机构的支撑结构,滑块是冲击力的传递部分,传动机构通过驱动装置将动力传递给滑块,导向机构用于控制滑块的运动轨迹。
3. 冲压机构的设计要点冲压机构的设计要考虑以下几个要点:- 冲击力的大小和稳定性:冲击力的大小直接影响到冲压件的成形效果,稳定性则确保了产品的一致性。
- 冲击位置的控制:冲压机构应具备精确的冲击位置控制能力,以保证冲压件的尺寸和形状的准确性。
- 结构的稳定性和刚度:冲压机构的结构应具备足够的稳定性和刚度,以抵抗冲击力和振动力的影响,确保冲压过程的稳定性和安全性。
三、送料机构设计1. 送料机构的功能送料机构是冲压设备中的配套部分,其主要功能是将金属材料送入冲压机构,为冲压过程提供所需材料。
送料机构应具备高效、稳定的送料能力,保证冲压设备的连续工作。
2. 送料机构的结构送料机构的结构主要包括送料装置、送料辊筒和送料导轨。
送料装置用于控制材料的送料速度和送料长度,送料辊筒用于将材料推送到冲压机构,送料导轨用于引导材料的运动轨迹。
3. 送料机构的设计要点送料机构的设计要考虑以下几个要点:- 送料的稳定性和精确性:送料机构应具备稳定、可靠的送料能力,保证冲压设备的连续工作,同时要求送料的长度和速度能够精确控制。
- 送料辊筒的材质和表面处理:送料辊筒应选用适当的材质和表面处理方式,以提高材料的传送效果和使用寿命。
- 送料导轨的导向精度:送料导轨应具备良好的导向精度,以确保材料的准确送料和稳定运动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械原理设计书
冲床机构运动方案示意图
一、机械结构动作:
1.主动件转动,同时带动飞轮转动,两者角速度相同。
2.飞轮带动曲柄O1A杆,O1A杆与AB杆相连,AB杆与BO2杆相连,O1与O2为机架,O1A AB BO2构成双曲柄机构,BO2带动大齿轮与小齿轮做齿轮传动,大齿轮为不完全齿轮,使小齿轮做间歇转动。
3.小齿轮转动带动辊轴转动,辊轴做逆时针转动带动板料做x 方向上移动。
4.曲柄与连杆A′B相连带动冲头做曲柄滑块运动冲制零件。
当冲头与板料接触前,板料应停止横向运动,当冲头离开板料时,板料应在较短时间内开始继续运动。
板料一次移动距离为140mm。
二、确定机构尺寸
生产率(件/min)200
送料距离(mm)140
板料厚度(mm) 2
轴心高度(mm)1040
冲头行程(mm)90
辊轴半径(mm)60
大齿轮轴心坐标(mm)270
大齿轮轴心坐标(mm)450
大齿轮轴心偏距(mm)30
送料机构最小传动角(0)45
速度不均匀系数0.03
板料送进阻力(N)520
冲压板料最大阻力(N)2200
冲头重力(N)140
根据生产要求生产率:200件/min
T执=0.3秒 T工作=0.15秒 T空程=0.15秒
360°=φ工作+φ空程=180°+180°
根据 冲头行程(mm )= 90(mm )
(O 1A ´+A ´C)- (A ´C-O 1A ´)=90 2*O 1A ´=90 O 1A ´=45mm 。
定A ´C=900mm C 到冲头为50mm 冲头高30mm 滑块共高150mm
L O 1O 2=sqrt (270^2+450^2)=524.78mm
确定了O 1A ´和A ´C 后可求出C 点的运动方程: X A ´=L 1*cos θ Y A ´=L 1*sin θ 由(Xc-X A ´)²+(Y A ´)²=900²
位移方程,速度方程,加速度方程分别为:
Xc=;cos 45)sin 45()900(22θθ+- Vc=
()
()
θθθθθθ'⨯--'
⨯⨯⨯sin 45sin 45900cos sin 452
2
2
由于0=''θ Ac=
长900
长45
C
A’
O1
()
()
[]
()
()
()()()()
()
θθθθθ
θθθθθ'
⨯---'⨯⨯+-'⨯cos 45sin 45900sin 459002sin 452sin 4
45sin 459002cos 45
2
2
2
22222
2
2
2
2
根据要求T 执=0.3秒
T 2π=
ϖ 320.302ππ==ϖ t 320⨯=πθ
3
20π
='θ
工作循环图如下:
π/2
由已知尺寸,L o1o2=524.78 O1(270,450) R2=224
辊轴齿轮直半径r=284mm
板料送进距离为140
r
S⨯
=θ
224 140⨯
=θ
5
π
≈
θ
因为O1,O2点坐标已经固定,且R2即O2B距离也固定为266mm
故可用作图法做出O1A半径和AB长度
O2B=224 BM=2sin(π/10)*224=138.44
BM/2=69.2
QB=270-69.2=200.8
QO1=450-cos (π/10)*224=237 O1M=()()222.339237+=413.8 杆长=O1M-R FNB B QO ∠=∠1 tan B QO 1∠=
Q
O QB
1=200.8/237=40.3° cos40.3°=0.763 sin40.3°=0.647 QF=0.647*r
()22
2NB NF QF QB =++
()()NB r r =⨯++⨯+2
2763.0237647.08.200=杆长
QM=X+69.2=339.2 O1M=222372.339+=413.8
()()r r r -=⨯++⨯+8.413763.0237647.08.2002
2
()
036.747400972.1449000778.02=-⨯+⨯r r
由于r 的系数过小,故约去 得r=51.58mm
杆长=O1M-r=413.8-51.58=362.22 各数据列表如下:
π
/5
O2B (mm ) 224 BM (mm ) 138.44 QB (mm ) 200.8 QO1(mm ) 237 O1M (mm )
413.8
40.3° r
51.58 杆长
362.22
θ
B
QO 1∠。