焊缝热处理记录a
焊接记录表
单位工程:低温甲醇洗(706)
格
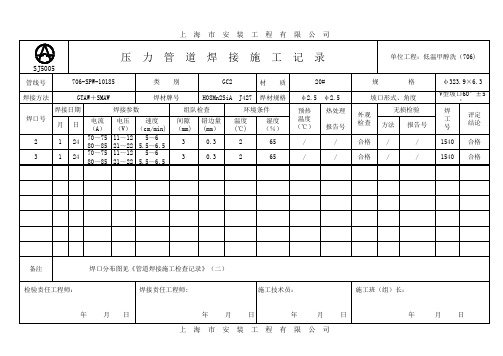
φ33.7×4.5 V型坡口60°±5° 焊 工 号 1540 评定 结论 合格
焊材牌号
焊材规格 环境条件
坡口形式、角度 外观 检查 合格 无损检验 方法 RT 报告号 706-RT-827
温度 (℃) 2
湿度 (%) 65
1
70~75 11~12
上 海 市 安 装 工 程 有 限 公 司
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
环境条件 温度 (℃) 湿度 (%)
压 力 管 道 焊 接 施 工 记 录
SJ5005
管线号 焊接方法 焊接日期 焊口号 月 1 日 24 电流 (A) 706-SPW-10185 GTAW 焊接参数 电压 速度 (V) (cm/min) 5~6 类 别 GC2 H08Mn2Si 组队检查 间隙 (mm) 2.5 错边量 (mm) 0.2 材 质 20# φ2.5 预热 温度 (℃) / 热处理 报告号 / 规
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 1540 1540 评定 结论 合格 合格
焊材牌号
焊材规格
坡口形式、角度 外观 检查 合格 合格 无损检验 湿度 (%) 65 65
2 3
备注 检验责任工程师:
单位工程:低温甲醇洗(706)
格
φ323.9×6.3 V型坡口60°±5° 焊 工 号 评定 结论
焊材牌号
焊材规格
坡口形式、角度 外观 检查 无损检验 方法 报告号
RCC-M 2007: A 3800 技术准备文件、技术跟踪文件和最终报告文件

A 3800 技术准备文件、技术跟踪文件和最终报告文件A 3801 跟踪文件Ⅰ- 范围对于所有的制造、装配和试验活动,应规定要求的质量等级。
同时应通过恰当的方法进行这些活动,保证达到要求的质量等级。
跟踪文件由连续的三个阶段组成:a)“初始阶段”:在该阶段,跟踪文件是一份按时间先后顺序排列的设备的预期采购、制造、检验和试验操作清单。
b)“制造阶段”:在该阶段,制造商执行所列操作,并完成文件编制。
c)“最终阶段”:在该阶段,文件已完全编制完成并且编入制造完工报告(A3805)可通过任何形式编制跟踪文件1,由制造商决定。
Ⅱ- 初始阶段跟踪文件内容跟踪文件至少应包括下列内容:Ⅱ.1 设备规范参考文件或有适用版本号的分购技术文件。
在跟踪文件中或文件管理系统中给出这些文件的版本号。
Ⅱ.2 相关设备组件、分组件及部件名称2。
焊接接头和堆覆层应视为部件。
Ⅱ.3 按逻辑顺序列出的所有采购、制造、装配、检验和试验操作清单3。
1若易于将各阶段文件中描述的操作相连,则不同阶段跟踪文件可采用不同的形式。
可拟制整体设备和其设备部件的跟踪文件,亦可拟制各设备部件或各制造阶段的跟踪文件。
此外,也可拟制部分归类各操作或各制造阶段的跟踪文件。
若这样,在相应阶段,整体跟踪文件中应指出这些跟踪文件的参考文件。
对于后两种情况,整体设备的跟踪文件应随附这些额外跟踪文件的清单。
初始阶段的各跟踪文件或各组跟踪文件应随附这些文件清单或待拟制的文件清单。
2一般情况下,若RCC-M及设备规范中都没有法规中描述的所含物项制造的相关规定,则本文件只汲及这些物项的采购活动。
3涉及的检验和试验应和制造活动相关。
至少应包括:RCC-M和设备规范要求的检验和试验,尤其是:a)采购(对于一种设备,将提及的操作类型应是重要的操作,且RCC-M或订购单要求有文件记录,包括所采购的用于设备制造的物项的验收文件。
b)特殊工艺如焊接、表面硬化,包括产品焊缝见证件。
c)热处理。
CQI-9热处理过程表A
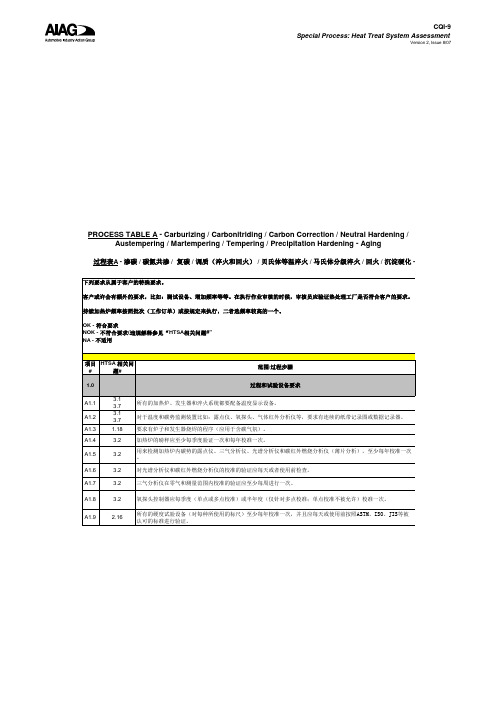
PROCESS TABLE A - Carburizing / Carbonitriding / Carbon Correction / Neutral Hardening / Austempering / Martempering / Tempering / Precipitation Hardening - Aging过程表A - 渗碳 / 碳氮共渗 / 复碳 / 调质(淬火和回火) / 贝氏体等温淬火 / 马氏体分级淬火 / 回火 / 沉淀硬化 - 时效PROCESS TABLE A - Carburizing / Carbonitriding / Carbon Correction / Neutral Hardening / Austempering / Martempering / Tempering / Precipitation Hardening - Aging过程表A - 渗碳 / 碳氮共渗 / 复碳 / 调质(淬火和回火) / 贝氏体等温淬火 / 马氏体分级淬火 / 回火 / 沉淀硬化 - 时效PROCESS TABLE A - Carburizing / Carbonitriding / Carbon Correction / Neutral Hardening / Austempering / Martempering / Tempering / Precipitation Hardening - Aging过程表A - 渗碳 / 碳氮共渗 / 复碳 / 调质(淬火和回火) / 贝氏体等温淬火 / 马氏体分级淬火 / 回火 / 沉淀硬化 - 时效PROCESS TABLE A - Carburizing / Carbonitriding / Carbon Correction / Neutral Hardening / Austempering / Martempering / Tempering / Precipitation Hardening - Aging过程表A - 渗碳 / 碳氮共渗 / 复碳 / 调质(淬火和回火) / 贝氏体等温淬火 / 马氏体分级淬火 / 回火 / 沉淀硬化 - 时效。
(2020版)A671常温和低温用电熔焊钢管标准

A671常温和低温用电熔焊钢管标准-2020本标准以A671/A671M固定代号发布的。
其后的数字表示原文本正式通过的年号;在有修订的情况下,为最后一次修订的年号。
圆括号中的数字为最后一次复审的年号。
上标符号(ε)表示与上次修订或复审有编辑上的变化。
1.适用范围1.1.本规范包括添加填充金属的电熔焊接钢管,由多种分析和强度等级的压力容器质量板制作而成,适用于常温和低温高压应用。
热处理可能需要也可能不需要,以获得所需的性能或符合适用的规范要求。
当需要进行额外的测试或检查时,会提供补充要求。
1.2.本标准通常适用于外径不小于16in(400mm)及壁厚不小于1/4in(6mm)的钢管。
如果符合本规范的所有其他要求,可以提供其他尺寸的钢管。
1.3.提供有几种级别和类别的钢管。
1.3.1.级别是指表5.1中所列的钢板类型。
1.3.2.类别是指制造钢管是所进行的热处理的类型,是否对焊缝进行射线检查,以及管道是否按1.3.3所列进行水压测试。
1.3.3.类别的编号如下(注1):类别钢管的热处理射线检验的节号水压试验的节号10 不进行不做不做11 不进行9 不做12 不进行9 8.313 不进行不做8.320 消应力,见5.3.1 不做不做21 消应力,见5.3.1 9 不做22 消应力,见5.3.1 9 8.323 消应力,见5.3.1 不做8.330 正火,见5.3.2 不做不做31 正火,见5.3.2 9 不做32 正火,见5.3.2 9 8.333 正火,见5.3.2 不做8.340 正火加回火,见5.3.3 不做不做41 正火加回火,见5.3.3 9 不做42 正火加回火,见5.3.3 9 8.343 正火加回火,见5.3.3 不做8.350 淬火加回火,见5.3.4 不做不做51 淬火加回火,见5.3.4 9 不做52 淬火加回火,见5.3.4 9 8.353 淬火加回火,见5.3.4 不做8.370 淬火加沉淀热处理不做不做71 淬火加沉淀热处理9 不做72 淬火加沉淀热处理9 8.373 淬火加沉淀热处理不做8.3注1:材料的选择应注意服役温度,可参考A20/A20M规范。
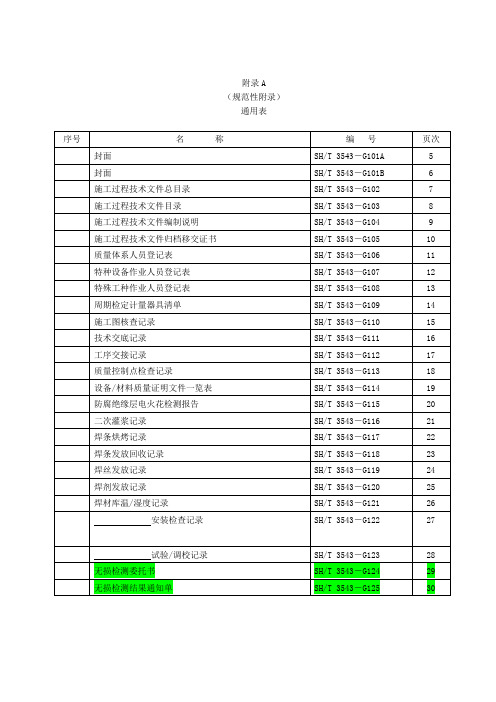
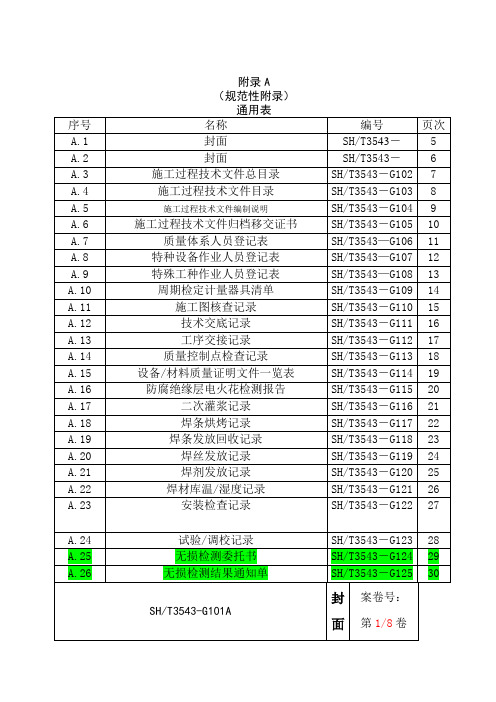
SH-T3543附录A-通用表填写说明
年月日
SH/T3543-G119
焊丝发放记录
工程名称:
序 号月 日
牌号
批号
入库自编号
规格 mm
焊工代号 使用部位 焊件材质
领用数量
根
kg
发放人
责任工程师: 日期:
年月日
SH/T3543-G120
序号 月 日
牌号
批号
焊剂发放记录
工程名称:
入库自编号
焊工代号
使用部位 焊件材质
发放数量 kg
发放人
SH/T 3543-2007
质量体系人员登记表
工程名称: 体系名称:
序号
姓名
体系岗位
学历
专业
职称
从事本专业 工作年限
任命文件编号
调入本项目 时间
项目经理
项目总工
土建专业技术员 土建专业质量检 查员
本表为工程项目按《GB/T19001 质量管理体系 要求》和特种设备质量管理体系要求 确立的责仼人员的登记。管理人员发生变动时,应及时补办仼命手续并进行重新登记。
温 度℃
烘 烤 烘烤 次 负责人 数
责任工程师: 日期:
年月日
SH/T3543-G118
焊条发放回收记录
工程名称:
序号 月 日 焊条牌号 批 号 入库自编号
规格 mm
焊工代号
使用部位
焊件材质
领用数量 根
回收数量 根
发放人
SH/T 3543-2007
SH/T 3543-2007
2324
责任工程师文件
工程名称:燕山石化 1000 万吨/年炼油系统改造工程 800 万吨/年常减压装置
本表用于综合卷
项目经理: 项目总工程师:
SH-T3543附录A-通用表格模板填写说明
注 1:附特种设备作业人员证书的复印件。
注 2:合格焊工登记用 SH/T3503-2007《石油化工建设工程项目交工技术文件 规定》J113 表。
注 3:无损检测人员登记用 SH/T3503-2007《石油化工建设工程项目交工技术文 件规定》J114 表。
编制人: 日期:年月日
石油化工建设工程项目施工过程技术文件
工程名称: 单元名称: 工程类别:土建工程(设备安装工程、管道安装工程、仪表安装工程、 电气安装工程) 本表用于各专业工程卷册。
项目总工程师: 专业技术负责人: 施工项目部(公章)
年月日
SH/T3543-G102
施工 工程名 过程 称:
卷 序号
号 1 1/8
2 1/8
SH/T3543-G116 21
SH/T3543-G117 22
SH/T3543-G118 23
SH/T3543-G119 24
SH/T3543-G120 25
SH/T3543-G121 26
SH/T3543-G122 27
SH/T3543-G123 28 SH/T3543-G124 29 SH/T3543-G125 30
施工过程技术文件编制说明
施工过程技术文件归档移交证书 质量体系人员登记表
特种设备作业人员登记表 特殊工种作业人员登记表
周期检定计量器具清单 施工图核查记录 技术交底记录 工序交接记录
质量控制点检查记录 设备/材料质量证明文件一览表
防腐绝缘层电火花检测报告 二次灌浆记录 焊条烘烤记录
焊条发放回收记录 焊丝发放记录 焊剂发放记录
位或施工单位的管理部门。
接收单位意见:
结论:
接收单位 质量工程师:
二建【机电】典型例题+答案解析 典型例题(1023)(1)

B、T形接头C、角接接头B、侧焊C、立焊B、铬钼钢焊接过程中道间温度不低于预热温度C、碳钼钢焊接过程中道间温度应不低于150℃A、设计文件规定B、施工标准、规范C、焊接工艺评定报告A、焊缝形式B、钢材分类C、受力状态A、铝及铝合金B、铜及铜合金C、钛及钛合金D、镍及镍合金【本题 1 分,建议 1 分钟内完成本题】A、机械加工B、碳弧气刨C、火焰切割A、焊接工艺评定报告B、焊接作业指导书C、焊接工艺评定作业指导书A、评定预焊接工艺规程B、签发焊接工艺评定报告C、制定焊接作业指导书D、进行焊接作业【本题 1 分,建议 1 分钟内完成本题】【加入题库收藏夹】【加入题库打印收藏夹】【隐藏答案】【正确答案】 A【答案解析】本题考查的是焊接工艺评定。
参见教材P35。
A、重要因素改变,需重新评定B、补加因素改变,增焊冲击韧性试件进行试验C、次要因素改变,需重新评定D、次要因素改变,需重新编制预焊接工艺规程【本题 1 分,建议 1 分钟内完成本题】【加入题库收藏夹】【加入题库打印收藏夹】【隐藏答案】【正确答案】 C【答案解析】本题考查的是焊接工艺评定。
各种焊接方法的专用评定规则:(1)按择头、填充金属、焊接位置、预热(后热)、气体、电特性、技术措施分别对各种焊接方法的影响程度可分为重要因素、补加因素和次要因素;(2)当改变住何一个重要因素时,都需重新进行焊接工艺评定;(3)当增加或变更任何一个补加因素时,则可按照增加或变更的补加因素,增焊冲击韧性试件进行试验;(4)当增加或变更次要因素时,不需要重新评定,但需重新编制预焊接工艺规程。
参见教材P36。
12、焊接缺陷中,()是一种类似于裂纹的极其危险的缺陷,在交变载荷工作状态下,应力集中,极易开裂。
A、气孔B、夹渣C、未焊透A、检验批的划分B、检验方法C、检验人员C、36hD、48h【本题 1 分,建议 1 分钟内完成本题】【加入题库收藏夹】A、金相分析A、焊接电流B、焊接电压A、连续焊缝B、断续焊缝C、对接焊缝D、角焊缝E、塞焊缝【本题 2 分,建议 2 分钟内完成本题】【加入题库收藏夹】【加入题库打印收藏夹】B、焊缝余高C、焊缝宽度D、焊脚尺寸A、后热即焊后热处理B、有延迟裂纹倾向的钢材,一般都要求焊后及时热处理C、后热可降低焊接残余应力D、后热可防止氢致裂纹的产生A、高碳钢B、低合金高强度钢C、奥氏体不锈钢D、低合金耐热钢E、马氏体不锈钢【本题 2 分,建议 2 分钟内完成本题】A、合金元素大部分不利于焊接B、C当量对焊接性能有较大影响C、不锈钢材料热敏感性较低D、合金钢容易发生热裂纹A、焊接材料广B、变形小C、生产效率低D、焊接成本低A、钢结构的重要性B、钢结构的位置C、载荷特性D、焊缝形式B、筒体上所有的环焊缝C、球形封头上的拼接焊缝D、椭圆形封头与筒体连接的环焊缝A、通球试验B、严密性试验C、力学性能检验D、充水试验A、光谱分析B、耐压试验C、泄漏试验D、硬度检验A、裂纹B、未熔合C、气孔D、夹渣A、磁粉检测B、渗透检测C、射线检测二建【机电】典型例题+答案解析14、焊接施工检查记录至少应包括()。
焊接施工、热处理与无损检测控制要点培训试题

焊接施工、热处理与无损检测控制要点培训试题1、下列哪些属于焊接工艺评定内容。
()A、焊接工艺指导书、焊接工艺评定报告B、焊缝无损检测报告、焊接工艺评定施焊记录表、焊缝晶间腐蚀报告C、热处理报告及相应的光谱检测和硬度检测报告D、焊接材料与母材产品质量证明书及合格证等相关文件E、以上都是2、下列关于焊材管理说法错误的是。
()A、进入施工库房的焊接材料,应该包装完好,标记清楚,并提供相应的质保书和自检合格记录,施工承包商向监理报验经确认合格后方可使用B、焊材使用需遵循,“先人先用”的原则,SHrr3501-2021中8.1.3规定库存期不宜超过五年,超过五年的焊条,应检查外观并进行工艺性能试验,符合要求后方可使用C、焊材库房内配备驱湿机和温湿度计,并保证良好的通风条件,库房相对湿度控制在小于等于60%,温度在10・35℃之间为宜,焊材离四周墙面及地面时距离不得小于300mmD、焊工凭,焊工作业证,领用相应的焊材,焊材由专人负责管理、发放、回收。
焊条必须由焊工本人领取使用,也可以他人代领,不得使用别人用剩的焊材,焊条筒内不同种类焊条严禁混放()3、下列有关焊口标识管理说法正确的是。
()A、对于公称直径DN>100mm管段,采用长方格表示方法,具体样式见下图、对公称直径DN≤100mm的管段允许不用长方格标识方法,直接采用字段标识,标识内容可相应简化,但必须包含[管线号H焊缝号H焊工]B、标识距离焊口100mm,需热处理焊缝应距离焊口200mm。
标识填写时机为:管段下料完成后,填写管线号、材质、规格;组对完后,标注焊口号;开始焊接时,标注焊工号,当有多名焊工焊接时,应依次标上各焊工号,在焊接结束并自检合格后,由最后一名焊工在长方格内标注焊接结束日期;焊接完成后,施工单位焊接质检员外观检查合格,由检查人填写检查人姓名、检查日期C、焊缝实体标识必须保持至管道施工任务完成,施工过程中发生遗失、缺损的,必须及时恢复,恢复的标识应与原标识一致,保证不因实体标识未及时恢复影响施工、检测任务的正常开展D、以上都对4、关于铭银不锈钢焊接管理说法错误的是。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝热处理记录a焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部过热蒸汽连接设备名称热处见焊缝图规φ219.1材15CrMoG 填表2005年7月26技术按照《电建规》及《锅热处理及电加热编号升温速度恒温降温速度硬度时间℃焊热影母1 260 1 680 2502 260 1 680 2505 270 1 680 2406 270 1 680 240 升降温曲线图:焊接责质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部过热蒸汽连接设备名称热处见焊缝图规φ219.1材15CrMoG 填表2005年7月27技术按照《电建规》及《锅热处理及电加热编号升温速度恒温降温速度硬度时间℃焊热影母3 220 1 680 2904 220 1 680 2907 220 1 680 2908 220 1 680 290 升降温曲线图:焊接责质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部过热蒸汽连接设备名称热处见焊缝图规φ219.1材15CrMoG 填表2005年7月31技术按照《电建规》及《锅热处理及电加热编号升温速度恒温降温速度硬度时间℃焊热影母9 240 1 680 27510 240 1 680 27511 250 1 680 25012 250 1 680 250 升降温曲线图:焊接责质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部2#炉过热蒸汽设备名称热处见焊缝图规φ219.1材15CrMoG 填表2005年8月3技术按照《电建规》及《锅热处理及电加热编号升温速度恒温降温速度硬度时间℃焊热影母1 250 1 680 2502 250 1 680 2505 240 1 680 2506 240 1 680 250 升降温曲线图:焊接责质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部2#炉过热蒸汽设备名称热处见焊缝图规φ219.1材15CrMoG 填表2005年8月3技术按照《电建规》及《锅热处理及电加热编号升温速度恒温降温速度硬度时间℃焊热影母3 230 1 680 2504 230 1 680 250 7 220 1 680 2508 220 1 680 250 升降温曲线图:焊接责质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部过热蒸汽连接设备名称热处见焊缝图规φ219.1材15CrMoG 填表2005年8月3技术按照《电建规》及《锅热处理及电加热编号升温速度恒温降温速度硬度时间℃焊热影母9 260 1 680 25010 260 1 680 25011 260 1 670 25012 260 1 670 250 升降温曲线图:焊接责质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ273×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号升温速度恒温降温速度硬度时间℃焊热母1 240 1 680 2302 240 1 680 2303 240 1 670 2304 240 1 670 230 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ273×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号升温速度恒温降温速度硬度时间℃焊热母5 260 1 680 2406 260 1 680 2407 260 1 670 2408 260 1 670 240 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/管热处见焊缝图规格φ219×20/材15CrMoG 填表2005年8月7技术要求按照《电建规》及《锅热处理及加电加热编号升温速度恒温降温速度硬度时间℃焊热母ZQJ1 260 1 680 230 ZQL1 260 1 680 230 ZQL2 260 1 670 230 ZQL3 260 1 670 230 升降温曲线图:焊接责任工质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ168×材15CrMoG 填表2005年8月7技术要按照《电建规》及《锅热处理及加电加热编号升温恒温降温硬度ZQL 速度时间℃速度焊热母4 250 1 680 2355 250 1 680 2356 250 1 670 2357 250 1 670 2358 250 1 670 235升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ168×材15CrMoG 填表2005年8月7技术要按照《电建规》及《锅热处理及加电加热编号ZQL 升温速度恒温降温速度硬度时间℃焊热母9 250 1 680 25010 250 1 680 25011 250 1 675 25012 250 1 675 250 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ168×材15CrMoG 填表2005年8月7技术要按照《电建规》及《锅热处理及加电加热编号ZQL 升温速度恒温降温速度硬度时间℃焊热母13 220 1 680 22014 220 1 680 22015 220 1 680 22016 220 1 675 22017 220 1 675 220 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/管热处见焊缝图规格φ168×11/材15CrMoG 填表2005年8月技术要求按照《电建规》及《锅热处理及加热电加热编号升温速度恒温降温速度硬度时间℃焊热母ZQL18 260 1 680 210 ZQW1 260 1 680 210 ZQW2 260 1 670 210ZQW3 260 1 670 210 升降温曲线图:焊接责任工质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ159×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQW 升温速度恒温降温速度硬度时间℃焊热母4 260 1 680 2005 260 1 680 2006 260 1 680 2007 260 1 675 200 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ159×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQW 升温速度恒温降温速度硬度时间℃焊热母8 240 1 680 2359 240 1 680 23510 240 1 680 23511 240 1 675 23512 240 1 675 23513 240 1 675 235 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ159×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQW 升温速度恒温降温速度硬度时间℃焊热母14 260 0.5 680 19015 260 0.5 680 19016 260 0.5 675 19017 260 0.5 675 190 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/管热处见焊缝图规格φ219×20/材15CrMoG 填表2005年8月技术要求按照《电建规》及《锅热处理及加热电加热编号升温速度恒温降温速度硬度时间℃焊热母ZQJ2 250 1 680 170 ZQL19 250 1 680 170 ZQL20250 1 680 230 ZQL21250 1 680 230 ZQL22250 1 675 190 ZQL23250 1 675 190 ZQL24250 1 675 280 ZQL25250 1 675 280 ZQL26250 1 675 280 升降温曲线图:焊接责任工质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ159×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQW 升温速度恒温降温速度硬度时间℃焊热母18 240 0.5 680 25019 240 0.5 680 25037 240 0.5 670 23038 240 0.5 670 230 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ168×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQL 升温速度恒温降温速度硬度时间℃焊热母27 260 0.5 680 19028 260 0.5 680 19029 260 0.5 675 18030 260 0.5 675 180 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ168×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQL 升温速度恒温降温速度硬度时间℃焊热母31 260 0.5 680 22533 260 0.5 675 21034 260 0.5 675 21035 260 0.5 675 210 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/管热处见焊缝图规格φ168×11/材15CrMoG 填表2005年8月技术要求按照《电建规》及《锅热处理及加热电加热编号升温速度恒温降温速度硬度时间℃焊热母ZQL36 240 0.5 680 210 ZQW20 240 0.5 680 210 ZQW21 270 0.5 675 190 ZQW22 270 0.5 675 190 升降温曲线图:焊接责任工质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ159×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQW 升温速度恒温降温速度硬度时间℃焊热母23 265 0.5 680 22024 265 0.5 680 220 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ159×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQW 升温速度恒温降温速度硬度时间℃焊热母25 245 0.5 680 23026 245 0.5 680 230 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ159×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQW 升温速度恒温降温速度硬度时间℃焊热母27 240 0.5 680 22028 240 0.5 680 22029 240 0.5 680 220 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ159×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号升温恒温降温硬度ZQW 速度时间℃速度焊热母30 265 0.5 670 21531 265 0.5 670 21532 265 0.5 670 215升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ159×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQW 升温速度恒温降温速度硬度时间℃焊热母33 250 0.5 680 20034 250 0.5 680 200 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ159×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQW 升温速度恒温降温速度硬度时间℃焊热母35 240 0.5 680 25036 240 0.5 680 250 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ219×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQY 升温速度恒温降温速度硬度时间℃焊热母1 240 0.5 680 205升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ219×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQY 升温速度恒温降温速度硬度时间℃焊热母3 240 0.5 670 2204 240 0.5 670 220 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ219×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQY 升温速度恒温降温速度硬度时间℃焊热母5 260 0.5 680 2106 260 0.5 680 210 升降温曲线图:焊接责任质检热处焊缝热处理记录共____页第____页工程名称广州市李坑垃圾发分部主蒸汽系统设备名称/热处见焊缝图规格φ219×材15CrMoG 填表2005年8月技术要按照《电建规》及《锅热处理及加电加热编号ZQY 升温速度恒温降温速度硬度时间℃焊热母7 245 0.5 680 2208 245 0.5 680 220 升降温曲线图:。