800h管道焊缝热处理温度
冷氢化装置流化床高温合金钢管道(800H)焊接注意事项

冷氢化装置流化床高温合金钢管道(800H)焊接注意事项摘要:根据Incoloy 800H的化学成分、焊接性能及主要焊接缺陷分析,简述多晶硅冷氢化装置流化床高温合金钢管道(800H)焊接注意事项关键词:冷氢化流化床高温管道铁镍基合金800H焊接一冷氢化装置概况目前,全球多晶硅价格骤降,降低生产成本是多晶硅企业生存的迫切需要,采用冷氢化方式处理可有效地降低生产成本,冷氢化毫无疑问是未来众多多晶硅生产企业产品成本控制的主流技术。
江苏中能多晶硅技改扩建8*10万吨冷氢化装置是国内最大的同类装置,核心包由该公司全球研发中心与美国一流多晶硅技术服务商合作提供,天津市化工设计院设计,中国化学工程第三建设有限公司承建。
该装置工艺流程复杂,管道材质多,且物料介质多为有毒有害易燃易爆。
其核心设备流化床反应器与内冷塔、加热器及之间连接管道材质为Incoloy 800H,设计温度590℃,设计压力为2.7MPA,最大管径DN300壁厚12mm,工艺介质为氯硅烷合成气。
二Incoloy 800H焊接性能800H是以Ni-Fe-Cr为基的高合金奥氏体耐热钢,化学成份见下表所示,极低的C含量和提高了的Ti:C 比率增加了结构的稳定性和最大的抗敏化性以及抗晶间腐蚀性,较高的Ni和Cr含量使其具有很好的耐点腐蚀、抗应力腐蚀开裂性能。
但因800H导热系数低,焊接熔池流动性差,而镍极易被硫及磷脆化,在晶界上产生低熔点共晶体引发焊缝凝固裂纹,故其焊接产生的主要缺陷为热裂纹、夹渣、未熔。
多晶硅工艺介质要求无油无水,所有物料管道施工前进行化学清洗,安装完成后用洁净空气(氮气)进行吹扫试压,无油无水的配管洁净度要求给焊接工作增加了一定的难度。
三焊接注意事项坡口制备1. 800H铁镍基合金的金属熔池稠,流动性差,同等条件下熔深仅为普通奥氏体不锈钢的60%,焊接时极易于发生未熔合及夹渣。
为防止过热产生裂纹又不能采取增大焊接电流来提高液态金属流动性,为保证接头熔合性良好,需增大坡口角度,减小根部钝边厚度,稍微加大对口间隙。
碳钢管道焊接及热处理工艺要求最终版
碳钢管道焊接及热处理工艺要求最终版-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII碳钢管道焊接、焊前预热及焊后热处理工艺要求一、焊接方法选择管道壁厚≤4mm时,采用钨极氩弧焊,管道壁厚>4mm时,采用氩电联焊。
二、焊材选用三、焊前预热1、当碳钢管道的壁厚大于等于26mm时,焊接前需进行预热。
2、预热方法和温度预热可采用电加热方法,预热温度为100~200℃,焊接时层间温度应不低于预热温度。
3、预热范围碳钢管道对接焊缝,焊前预热范围应以坡口两侧各不小于壁厚的3倍,内外热透并防止局部过热,加热区以外100mm范围应予以保温。
四、焊接工艺要求1、对于无预热要求的碳钢管道,当环境温度低于0℃时,在始焊处100mm范围内应预热到15℃以上再进行施焊,预热可采用火焰加热方法。
焊接时层间温度应等于或略高于预热温度。
2、焊条使用前应按其出厂说明的规定进行烘干,烘干后放在保温筒中不能超过4h,否则按原烘干规定重新烘干,重复烘干次数不得超过两次。
3、焊前应将坡口附近内外表面20mm范围内的铁锈、油污、漆、毛剌、水分等清理干净。
五、后热要求碳钢管道焊接接头,当管道壁厚为19~29mm时,焊后应进行保温缓冷。
六、焊后热处理1、热处理要求设计图纸中有应力消除要求的碳钢管道,焊后应进行消应力热处理;设计无要求时,当管道壁厚≥30mm时,焊后也应进行热处理。
热处理在焊缝无损检测之前进行。
2、热处理方法和温度热处理采用电加热方法,热处理温度为600~650℃。
3、热处理工艺参数升温过程中对300℃以下可不控制;升温至300℃后,升温速度应按5125/δ℃/h计算,且不应大于 220℃/h;升温至热处理温度后保持恒温,恒温时间为每毫米壁厚2~2.5min,且不得少于30min。
恒温时各测点的温度均应在热处理温度规定范围内,且任意两点温差不得大于50℃;恒温后的冷却速度应按6500/δ℃/h计算,且不大于260℃/h;300℃以下自然冷却。
INCOLOY800HT材质管道的焊接及热处理

INCOLOY800HT材质管道的焊接及热处理李雪梅郁东键(中国石化集团第四建设公司,天津 300270)本文由“中国焊接信息网”版权所有未经许可不得转载摘要:本文对INCOLOY800HT管道进行了焊接性分析,通过焊接工艺评定制定了合理的焊接工艺及热处理工艺,用于指导生产,保证了焊接质量。
关键词: INCOLOY800HT 焊接及热处理工艺0前言由于INCOLOY800HT具有耐高温和高耐腐蚀性,因此在石油化工、冶金等工业中应用越来越广泛,尤其是在高温工况下更是得到较好的应用。
如2003年,我公司施工的50万吨/年乙苯/苯乙烯装置中的高温工艺管线设计采用了II N COLOY800HT,其中管线的设计温度为927℃,操作温度844℃。
设计要求,要对此材质进行焊后热处理,以得到该温度范围最佳性能的晶粒度。
1 INCOLOY800HT的焊接性分析INCOLOY800HT属于铁镍合金,具有耐腐蚀、高强度和耐高温氧化性能,其化学成分及力学性能见表1。
INCOLOY800HT焊接时易发生以下问题:表1 INCOLOY800HT的化学成分及力学性能1.1热裂纹INCOLOY800HT具有高的焊接热裂纹敏感性,在弧坑处易产生火口裂纹。
首先晶间液膜是引发镍基合金单相奥氏体焊缝凝固裂纹的最主要的冶金因素。
母材中硫含量小于0.015%的,配用焊丝及焊条中硫含量也应控制在0.015%以内,含硅量均需严格控制。
必须防止上述有害元素的混入,因此焊前彻底清除含硫或铅的一些污物是很必要的工序;选用与母材匹配的焊接材料是防止焊接热裂纹的重要措施。
另外焊接区的应变或应变速率是影响产生焊接热裂纹的力学因素。
一般情况下采用合理的装配与焊接次序、选用较小的线能量、及时填满弧坑等工艺措施对防止热裂纹均是有益的。
1.2焊接热循环的影响在焊接的热作用下,焊缝和基本金属容易过热,造成晶粒粗大,使接头力学性能和耐腐蚀性能下降。
焊接时应严格控制层间温度。
焊 后 热 处 理 技 术 措 施
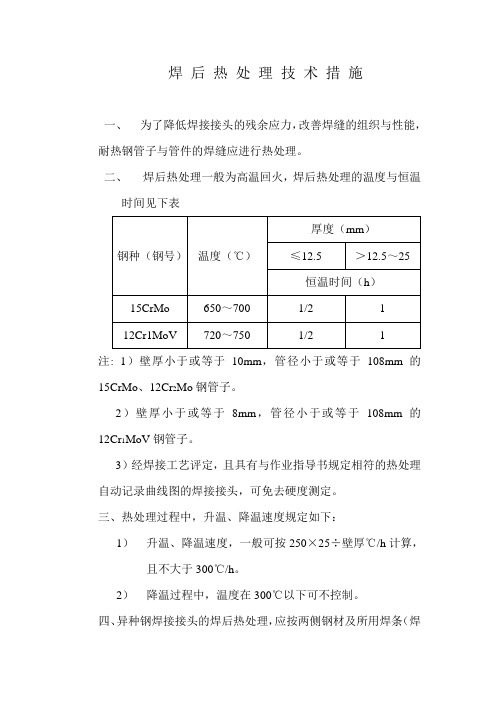
焊后热处理技术措施一、为了降低焊接接头的残余应力,改善焊缝的组织与性能,耐热钢管子与管件的焊缝应进行热处理。
二、焊后热处理一般为高温回火,焊后热处理的温度与恒温时间见下表注: 1)壁厚小于或等于10mm,管径小于或等于108mm的15CrMo、12Cr2Mo钢管子。
2)壁厚小于或等于8mm,管径小于或等于108mm的12Cr1MoV钢管子。
3)经焊接工艺评定,且具有与作业指导书规定相符的热处理自动记录曲线图的焊接接头,可免去硬度测定。
三、热处理过程中,升温、降温速度规定如下:1)升温、降温速度,一般可按250×25÷壁厚℃/h计算,且不大于300℃/h。
2)降温过程中,温度在300℃以下可不控制。
四、异种钢焊接接头的焊后热处理,应按两侧钢材及所用焊条(焊丝)综合考虑。
热处理温度一般不超过合金钢成分低侧钢材的下临界点。
五、热处理的加热宽度,从焊缝中心算起,每侧不小于管子壁厚的3倍,且不小于60mm;保温宽度,从焊缝中心算起,每侧不小于管子壁厚的5倍,以减少温度梯度。
所用仪表、热电及附件,应根据计量的要求进行标定或校验。
六、热处理的加热方法,采用远控履带式电阻加热方法,具体使用方法如下:把热电偶对称固定在焊缝两侧,水平管上下放置,立管对称放置,探头与焊缝接触好,然后把加热带包在焊缝上,用保温材料包扎好,接通电源进行处理。
热处理时,管道的临时支撑应在热处理完毕后拆除,管道的冷拉焊口临时固定应在热处理完毕后拆除,承重部位的焊缝在处理前应加临时支撑,以防在处理过程中产生变形。
立管的加热带应防止其下落。
恒温时,在加热范围内任意两点间的温差应低于50℃。
热处理后,应做好记录和标记,并打上热处理工的钢印号或永久性标记。
七、热处理所用材料与设备控制柜一台、热电偶4个、补偿导线80米、保温被、电工钳、铁丝、加热带。
管道热处理工艺卡

安全事项: 为确保热处理工作顺利进行,设置指挥、工艺控制、质量巡检、安全防护等小组,所有相关人员必
须经过相应的技术、安全交底,并能够履行岗位职责,明确作业风险。按照现场作业申请相应的作业许 可,使用相应的劳保。现场消防,用电等符合安全要求。高危区域放置警示牌、灭火器等;高处作业、 夜间作业符合项目安全管理规定。设置应急小组,并制定救援计划,应对突发安全事故的发生。
编制: 日期:
审核: 日期:
批准: 日期:
编制: 日期:
审核: 日期:
批准: 日期:
热处理工艺卡
编号:HTI-002-2
工程名称
分项名称
工艺管道焊后热处理
规格
23mm<δ≤30mm 普通碳钢
材质
热处理参数: 升温速度:170℃/h;恒温温度:600-650℃;恒温时间:72 分钟;降温速度:216℃/h 300℃以下不控制升降温速度,但是需要保温冷却。热处理曲线如下:
采用 K 型铠装热电偶进行测温,热电偶头部贴紧焊缝,用 16#铁丝捆扎牢固,尾部在保温范围以 外,热电偶信号通过补偿导线连接到热处理机。热处理焊道公称直径小于或等于 300mm 时,测温点不应 少于一个;公称直径大于 300mm 时,测温点不应少于 2 个。
热处理的实际工艺参数采用自动平衡记录仪进行记录。
编制: 日期:
审核: 日期:
批准: 日期:
热处理工艺卡
编号:HTI-004
工程名称
分项名称
工艺管道焊后热处理
规格
2.87mm≤δ≤16mm
材质
12Cr5Mo、5Cr
热处理参数: 升温速度: 220℃/h;恒温温度:750-780℃;恒温时间: 120 分钟;降温速度: 260℃/h。 300℃以下不控制升降温速度,但是需要保温冷却。热处理曲线如下:
800H合金无缝对焊管件的制造和质量控制

800H合金无缝对焊管件的制造和质量控制郭顺显,黄国洪,杨振飞,王粉兰(江阴市南方管件制造有限公司,江苏江阴214437)摘要:800H合金因其良好的高温力学性能、抗氧化性能和耐腐蚀性能,在工业管道特别是石油、化工和核电管道及设备中日渐得到广泛应用,与此同时,对800H合金管件的需求也日渐增多。
本文对800H合金无缝对焊管件的制造及质量控制进行了探讨,针对采用冷成形的制造工艺,提出了对管材的质量控制要求和管件成形后热处理的控制要求。
关键词:800H;管件;制造;质量控制中图分类号:TQ055.8 +1;TG376.9 文献标识码:BManufacturing and Quality Control for Seamless Buttwelding Pipe FittingsMade of Alloy 800HGUO Shun-xian, HUANG Guo-hong, YANG Zhen-fei, W ANG Fen-lan(Jiangyin Nanfang Pipe Fitting Making Co., Ltd. Jiangyin, Jiangsu214437, China)Abstract: Because of the characteristics of excellent mechanical properties at high temperature, resistance to oxidation and anti-corrosion for alloy 800H material, this kind of material is widely applied on industry piping lines especially on oil, chemistry, nuclear and the relevant equipments. Meanwhile, the pipe fittings made of alloy 800H materials are more and more demanded. Herein, this article mainly states the manufacturing and quality control for seamless butt-weld pipe fittings made of alloy 800H material. Basing on the manufacturing of cold forming, this article covers the quality requirements for the raw materials of the pipe fittings and the control requirements for the heat treatment after forming of the pipe fittings.Keywords: 800H, pipe fittings, manufacturing, quality control800H是Incoloy 800系列材料的一个分支,作为一种含C、Si、Mn和限量Al、Ti的高强度奥氏体Ni-Fe-Cr 合金,其特点主要表现为:在经过特殊的固溶处理控制晶粒度在2~5级时,用于600℃以上的温度下具有很好的抗蠕变断裂强度,在700℃以下长时间工作仍具有较好的韧性;具有很好的耐还原、氧化、氮化介质腐蚀以及耐氧化还原交替变化介质腐蚀的性能;在长期的高温应用中具有高的冶金稳定性[1]。
800H管道焊接技术浅析

牌号
直径
焊接电流
极性
电流 (A)
焊接速度(cm/ 电弧电压(V)
min)
UTP A2133Mn UTP 2133Mn UTP 2133Mn UTP 2133Mn UTP 2133Mn
φ2.4
DC+
φ3.2
DC-
φ3.2
DC-
φ3.2
DC-
φ3.2
DC-
拉伸试验
80~100 95~110 95~110 100~115 100~120
普通碳钢之间)、热导率小(20℃时为10.9), 焊接时焊缝中的一些杂质元素和低熔点物质容易 在晶界偏析和集聚并在熔池的凝固过程中与镍形 成低熔点共晶体,且表面易形成难熔的氧化膜 (NiO),使得熔透性差,焊缝易形成杂物,造 成焊接热裂纹。同时,由于镍合金焊缝液态金属 的流动性比较差,焊缝金属的冷却速度比较快, 使熔池中的气体来不及逸出,造成气孔,且氧 气、二氧化碳和氢气等气体在液态镍中溶解度也 比较大,冷却时溶解度又明显减少,进而形成气 孔。因此,从防止焊接热裂纹和气孔等方面入手 是控制焊接镍合金质量的关键。选用钨极氩弧 焊(GTAW)和焊条电弧焊(SMAW)的焊接方 法,对小于6mm的构件选用纯GTAW焊接,大于 6mm的构件选用GTAW打底,焊条电弧焊盖面或 焊条电弧焊双面焊接工艺。
10-14 18-24 18-24 18-24 18-26
6-8 8-10 8-10 8-10 8-10
试样厚度mm
抗拉强度MPa
断裂部位和特征
δ=11
539
母材处断裂
δ=11
538
母材处断裂
弯曲试验
试样厚度 (mm)
弯心直径 (mm)
弯曲角度 (°)
碳钢管道焊接及热处理工艺要求最终版

碳钢管道焊接及热处理工艺要求最终版(总2页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21 year.March碳钢管道焊接、焊前预热及焊后热处理工艺要求一、焊接方法选择管道壁厚<4mm时,采用钩极氮弧焊,管道壁厚>4mm时,采用氨电联焊。
二、焊材选用三、焊前预热1、当碳钢管道的壁厚大于等于26mm时,焊接前需进行预热。
2、预热方法和温度预热可采用电加热方法,预热温度为100〜200°C,焊接时层间温度应不低于预热温度。
3、预热范围碳钢管道对接焊缝,焊前预热范围应以坡口两侧各不小于壁厚的3倍,内外热透并防止局部过热,加热区以外100mm范围应予以保温。
四、焊接工艺要求1、对于无预热要求的碳钢管道,当环境温度低于0°C时,在始焊处100mm范围内应预热到15°C以上再进行施焊,预热可采用火焰加热方法。
焊接时层间温度应等于或略拓于预热温度。
2、焊条使用前应按其出厂说明的规定进行烘干,烘干后放在保温筒中不能超过4h,否则按原烘干规定重新烘干,重复烘干次数不得超过两次。
3、焊前应将坡口附近内外表面20mm范围内的铁锈、油污、漆、毛刺、水分等清理干净。
五、后热要求碳钢管道焊接接头,当管道壁厚为19〜29mm时,焊后应进行保温缓冷。
六、焊后热处理1、热处理要求设计图纸中有应力消除要求的碳钢管道,焊后应进行消应力热处理;设计无要求时,当管道壁厚>30mm时,焊后也应进行热处理。
热处理在焊缝无损检测之前•进行。
2、热处理方法和温度热处理采用电加热方法,热处理温度为600〜650°Co3、热处理工艺参数升温过程中对300°C以下可不控制;升温至300°C后,升温速度应按5125/6°C/h计算,且不应大于220°C/h;升温至热处理温度后保持恒温,恒温时间为每毫米壁厚2〜2.5min,且不得少于30min。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
800h管道焊缝热处理温度
800H管道焊缝热处理温度是指800H材料焊接后进行热处理的温度范围。
800H是一种高温合金材料,具有优异的高温力学性能和耐腐蚀
性能,在高温环境中广泛应用于石化、能源和化工等行业。
800H管道焊缝热处理温度的确定对于保证焊接接头的性能和耐用
性非常关键。
一般来说,800H管道焊缝的热处理温度为1149℃至1177℃(2100°F至2150°F),保持时间为1小时/英寸(0.3937小时/毫米)。
具体的热处理温度和时间还需根据材料规格和工艺要求而定。
在进行800H管道焊缝热处理时,需注意以下几点:
1.温度控制:热处理温度的控制是确保焊缝热处理效果的重要因素。
通过使用专用的热处理设备和仪器,可以实时监测和控制热处理
温度,确保焊缝达到预期的性能要求。
2.保持时间:保持时间是焊缝热处理的另一个关键参数。
保持时
间过长可能导致材料的过度晶粒长大,使其力学性能下降;保持时间
过短则可能导致焊缝热处理效果不理想。
因此,在进行800H管道焊缝
热处理时,需严格按照规定的保持时间进行操作。
3.冷却方式:焊缝热处理后,需采用适当的冷却方式。
一般而言,可以采用自然冷却(将焊缝置于室温下自然冷却)或者气冷(使用氮
气等介质对焊缝进行冷却)。
冷却方式的选择应根据具体的材料和焊
接工艺要求来确定。
800H管道焊缝热处理温度的选择和控制对于确保焊接接头的性能
至关重要。
正确的热处理温度和保持时间可以改善焊缝的组织结构,
消除焊接产生的应力和晶间腐蚀倾向,提高焊缝的耐腐蚀性能和力学
性能。
总之,800H管道焊缝热处理温度的确定和控制是确保焊接接头质
量的重要环节,需要根据具体的材料规格和工艺要求来确定。
通过严
格控制热处理温度、保持时间和冷却方式,可以获得良好的焊接接头
性能和耐用性。