管道焊缝热处理报告
管道焊缝热处理报告
焊缝号
焊缝
热影响区
母材
备注
热处理日期
硬度试验日期
监 理 单 位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
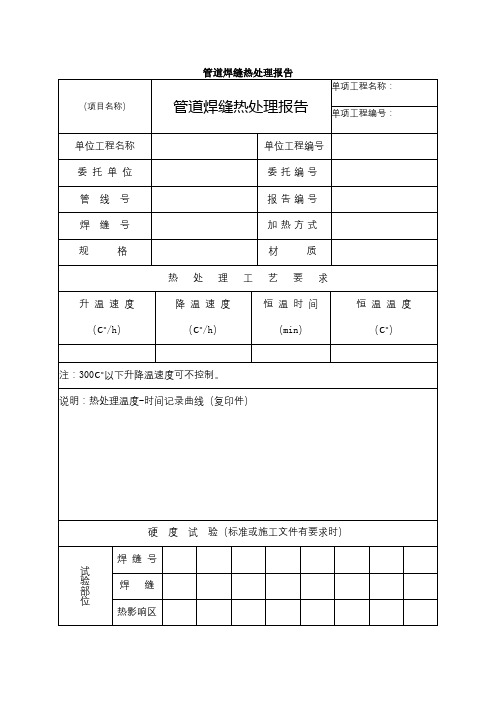
管道焊缝热处理报告
(项目名称)
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
委托单位
委托编号
管线号
报告编号
焊缝号
加热方式
规格
材质
热处理工艺要求
升温速度
(℃/h)
降温速度
(℃/h)
恒温时间
(min)
恒温温度
(℃)
注:300℃以下升降温速度可不控制。
说明:热处理温度-时间记录曲线(复印件
管道热处理报告资料

工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注1 200 700~7602 2602 200 700~760 2 2603 200 700~760 2 2604 200 700~760 2 2605 200 700~760 2 2606 200 700~760 2 2607 200 700~760 2 2608 200 700~760 2 2609 200 700~760 2 26010 200 700~760 2 26011 200 700~760 2 26012 200 700~760 2 26013 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注1 200 700~7602 2602 200 700~760 2 2603 200 700~760 2 2604 200 700~760 2 2605 200 700~760 2 2606 200 700~760 2 2607 200 700~760 2 2608 200 700~760 2 2609 200 700~760 2 26010 200 700~760 2 26011 200 700~760 2 26012 200 700~760 2 26013 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注14 200 700~760 2 26015 200 700~760 2 26016 200 700~760 2 26017 200 700~760 2 26018 200 700~760 2 26019 200 700~760 2 26020 200 700~760 2 26021 200 700~760 2 26022 200 700~760 2 26023 200 700~760 2 26024 200 700~760 2 26025 200 700~760 2 26026 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注27 200 700~760 2 26028 200 700~760 2 26029 200 700~760 2 26030 200 700~760 2 26031 200 700~760 2 26032 200 700~760 2 26033 200 700~760 2 26034 200 700~760 2 26035 200 700~760 2 26036 200 700~760 2 26037 200 700~760 2 26038 200 700~760 2 26039 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注40 200 700~760 2 26041 200 700~760 2 26042 200 700~760 2 26043 200 700~760 2 26044 200 700~760 2 26045 200 700~760 2 26046 200 700~760 2 26047 200 700~760 2 26048 200 700~760 2 26049 200 700~760 2 26040 200 700~760 2 26051 200 700~760 2 26052 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注53 200 700~760 2 26054 200 700~760 2 26055 200 700~760 2 26056 200 700~760 2 26057 200 700~760 2 26058 200 700~760 2 26059 200 700~760 2 26060 200 700~760 2 26061 200 700~760 2 26062 200 700~760 2 26063 200 700~760 2 26064 200 700~760 2 26065 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注66 200 700~760 2 26067 200 700~760 2 26068 200 700~760 2 26069 200 700~760 2 26070 200 700~760 2 26071 200 700~760 2 26072 200 700~760 2 26073 200 700~760 2 26074 200 700~760 2 26075 200 700~760 2 26076 200 700~760 2 26077 200 700~760 2 26078 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注79 200 700~760 2 26080 200 700~760 2 26081 200 700~760 2 26082 200 700~760 2 26083 200 700~760 2 26084 200 700~760 2 26085 200 700~760 2 26086 200 700~760 2 26087 200 700~760 2 26088 200 700~760 2 26089 200 700~760 2 26090 200 700~760 2 26091 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注92 200 700~760 2 26093 200 700~760 2 26094 200 700~760 2 26095 200 700~760 2 26096 200 700~760 2 26097 200 700~760 2 26098 200 700~760 2 26099 200 700~760 2 260100 200 700~760 2 260101 200 700~760 2 260102 200 700~760 2 260103 200 700~760 2 260104 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注105 200 700~760 2 260106 200 700~760 2 260107 200 700~760 2 260108 200 700~760 2 260109 200 700~760 2 260110 200 700~760 2 260111 200 700~760 2 260112 200 700~760 2 260113 200 700~760 2 260114 200 700~760 2 260115 200 700~760 2 260116 200 700~760 2 260117 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注118 200 700~760 2 260119 200 700~760 2 260120 200 700~760 2 260121 200 700~760 2 260122 200 700~760 2 260123 200 700~760 2 260124 200 700~760 2 260125 200 700~760 2 260126 200 700~760 2 260127 200 700~760 2 260128 200 700~760 2 260129 200 700~760 2 260130 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注131 200 700~760 2 260132 200 700~760 2 260133 200 700~760 2 260134 200 700~760 2 260135 200 700~760 2 260136 200 700~760 2 260137 200 700~760 2 260138 200 700~760 2 260139 200 700~760 2 260140 200 700~760 2 260141 200 700~760 2 260142 200 700~760 2 260143 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注144 200 700~760 2 260145 200 700~760 2 260146 200 700~760 2 260147 200 700~760 2 260148 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日。
管道焊接工艺和热处理

5、热熔和电熔 接头型002-2006 《燃气用聚乙烯管道焊接技术规则》
2、实施单位 热熔:管道元件制造单位和管道安装单位 电熔:管道元件制造单位在产品设计定型时进行,管道安装 单位应当对其进行验证,验证项目为工艺评定规定的全部项 目
3、实施条件 首次采用焊接工艺参数; 不同原材料级别(例如PE80与PE100)的管道元件互焊; 同一原材料级别的管道元件,熔体质量流动速率(MFR)差值 大于0.5g/10min(190℃,5kg); 管道元件对焊接有特殊要求;
预热温度对焊缝边界焊接热循环的影响
(2)预热要求
测温点位置(预热范围): 每侧宽度不小于3δ ,且不小于25mm;(距焊缝坡口边缘)
GB/T 20801对预热温度的要求:
6、其他焊接工艺
层间温度:不低于预热温度 焊接参数:由焊接工艺评定确定
线能量(热输入):焊接电流、焊接电压、焊接速度 缓冷 后热处理:在焊接完成后,立即加热到一定温度
奥氏体不锈钢与碳素钢、低合金钢、马氏体不锈钢、铁素体不 锈钢的异种接头应选用:
25Cr-13Ni(E309型),25Cr-20Ni(E310型)
(三)不锈钢的焊接
4、焊接工艺
马氏体、铁素体不锈钢:与低合金钢相类似 奥氏体不锈钢:快速冷却(与低合金钢相反)
不预热,层间温度≤150℃, 小线能量,多层多道焊, 背面充氩保护 药芯焊丝的应用
使用同一管道元件制造单位提供的管道元件时,管道安装 单位任选一个DN≥63mm规格进行验证即可覆盖所有规格。
5、试件数量:2组 6、试件检验项目及要求
热熔对接
电熔承插
电熔鞍形
7、检验要求
(1)热熔 外观
卷边应沿整个外圆周平滑对 称,尺寸均匀、饱满、圆润。 翻边不得有切口或者缺口状 缺陷,不得有明显的海棉状 浮渣出现,无明显的气孔。
管道热处理工艺卡

安全事项: 为确保热处理工作顺利进行,设置指挥、工艺控制、质量巡检、安全防护等小组,所有相关人员必
须经过相应的技术、安全交底,并能够履行岗位职责,明确作业风险。按照现场作业申请相应的作业许 可,使用相应的劳保。现场消防,用电等符合安全要求。高危区域放置警示牌、灭火器等;高处作业、 夜间作业符合项目安全管理规定。设置应急小组,并制定救援计划,应对突发安全事故的发生。
编制: 日期:
审核: 日期:
批准: 日期:
编制: 日期:
审核: 日期:
批准: 日期:
热处理工艺卡
编号:HTI-002-2
工程名称
分项名称
工艺管道焊后热处理
规格
23mm<δ≤30mm 普通碳钢
材质
热处理参数: 升温速度:170℃/h;恒温温度:600-650℃;恒温时间:72 分钟;降温速度:216℃/h 300℃以下不控制升降温速度,但是需要保温冷却。热处理曲线如下:
采用 K 型铠装热电偶进行测温,热电偶头部贴紧焊缝,用 16#铁丝捆扎牢固,尾部在保温范围以 外,热电偶信号通过补偿导线连接到热处理机。热处理焊道公称直径小于或等于 300mm 时,测温点不应 少于一个;公称直径大于 300mm 时,测温点不应少于 2 个。
热处理的实际工艺参数采用自动平衡记录仪进行记录。
编制: 日期:
审核: 日期:
批准: 日期:
热处理工艺卡
编号:HTI-004
工程名称
分项名称
工艺管道焊后热处理
规格
2.87mm≤δ≤16mm
材质
12Cr5Mo、5Cr
热处理参数: 升温速度: 220℃/h;恒温温度:750-780℃;恒温时间: 120 分钟;降温速度: 260℃/h。 300℃以下不控制升降温速度,但是需要保温冷却。热处理曲线如下:
铬钼管道焊接及热处理方案

中原石化乙烯原料路线改造(MTO)项目厂际外管工程热处理工程施工技术方案编制:审核:审批:濮阳市中原石化工程有限公司2011年6月15日目录一、工程概述本工程是中原乙烯从国电新敷设一条DN400中压蒸汽管线(材质20#,长度约900m),一条DN300高压蒸汽管线(材质P11,长度约900m;从MTO界区引一条DN25仪表风管线(材质:镀锌无缝钢管20#,长度约70m)到中、高压蒸汽的调节阀处;从龙宇化工一条氮气管线从中原乙烯南围墙引入,均沿厂际外管廊(第五段管廊)作为MTO项目厂外公用工程管线。
本方案仅适用于厂际外管项目高压蒸汽(铬钼钢P11)管道焊接工程,施工的焊接及热处理工作。
二、编制依据2.1、厂际外管Y-10035项目设计图纸;2.2、《工业金属管道工程施工及验收规范》GB50235-97;2.3、《现场设备工业管道焊接工程施工及验收规范》 GB50236-98;2.4、《石油化工有毒、可燃介质管道施工及验收规范》SH3501-2002;2.5、《石油化工铬钼耐热钢焊接规程》SH/T3520-2004;2.6、《石油化工金属管道工程施工质量验收规范》GB50517-2010;2.7、《石油化工建设工程施工安全技术规范》GB5048-2008;2.8、《工程建设交工技术文件规定》SH/T 3503-2007;2.9、《工程建设交工过程技术文件规定》SH/T 3543-2007;三、焊接施工准备3.1材料要求:3.1.1施工现场应配有符合要求的固定焊条库或流动焊条库;3.1.2焊材必须具有质量证明书或材质合格证,焊材的保管、烘干、发放、回收严格按《压力管道质量手册》中有关规定执行,焊条的烘干工艺按生产厂家说明书提供的参数进行,如无则按焊接工艺指导书给定的参数执行(焊接作业指导书11PQR-ZYSH-03;)3.1.3焊丝使用前,应去除表面的油脂、锈等杂物;3.1.4保温材料性能应符合预热及其处理要求。
合金钢管道焊接热处理

焊接作业指导书(含焊接热处理工艺)合金钢管道(15CrMoG)编制人:审核人:批准人:建设机械分公司技术质量部目录一、适用范围 (3)1.1总则 (3)二、编制依据 (3)三、工程一览 (4)四、对焊工及热处理工的要求 (4)五、焊接材料的选择 (5)六、焊接设备、材料及焊接环境的要求 (5)七、主要施工机具 (6)八、焊接施工 (7)8.1材料验收 (7)8.2 焊接工艺及流程 (7)九、焊接热处理 (10)9.1作业项目概述 (10)9.2作业准备 (10)9.3作业条件 (11)9.4热处理作业程序 (12)9.5 质量检查与技术文件 (18)十、质量检验 (20)十一、安全技术措施 (21)一、适用范围本作业指导书适用于鞍钢股份能源管控中心1#4#干熄焦余热发电项目工程的管道安装施工。
1.1总则1、为了保证锅炉焊接热处理质量,指导焊接热处理作业,特制定本工艺。
2、本工艺适用于锅炉、压力容器、压力管道及在受压元件上焊接非受压元件的安装检修焊焊前预热、后热和焊后热处理工作。
3、焊接热处理的安全技术、劳动保护应执行国家现行的方针、政策、法律和法规有关规定。
4、焊接热处理除执行本工艺的规定外,还应符合国家有关标准规范的规定以及设计图纸的技术要求。
二、编制依据1、施工蓝图;2、DL/T5031-94《电力建设施工及验收技术规范管道篇》;3、DL/T 821-2002《钢制承压管道对接焊接接头射线检验技术规程》;4、DL/T869-2004《火力发电厂焊接技术规程》;5、《压力管道安全技术监察规程-工业管道》TSGD0001-20096、GB/T17394—1998《金属里氏硬度试验方法》7、DL/T819—2002《火力发电厂焊接热处理技术规程》8、GB/T16400—2003《绝热用硅酸铝棉及其制品》三、工程一览名称规格材质管道类别管道长度无缝钢管D377×13 15CrMoG GD1无缝钢管D273×9 15CrMoG GD1四、对焊工及热处理工的要求1、参加本工程焊接的焊工必须有焊工合格证,并有相应的合金钢氩弧焊合格项目,凡无此合格项目的焊工不得超项焊接。
热处理实习报告

热处理实习报告
实习时间,2022年3月1日至2022年3月31日。
实习地点,某某热处理厂。
实习内容:
在本次热处理实习中,我主要参与了热处理工艺的学习和实践
操作。
通过实际操作,我深入了解了热处理的基本原理和工艺流程,掌握了金属材料的热处理方法和技术要点。
在实习期间,我首先学习了金属材料的性能特点和热处理的基
本知识,包括退火、正火、淬火、回火等常见的热处理工艺。
随后,我跟随老师和工程师进行了实际操作,学习了热处理设备的使用方
法和操作技巧。
在实际操作中,我学会了控制加热温度、保持时间
和冷却速度等关键参数,确保金属材料在热处理过程中获得理想的
组织结构和性能。
通过实习,我不仅加深了对热处理理论知识的理解,还掌握了
实际操作的技能和经验。
在实习期间,我还参与了热处理工艺的优
化和改进工作,通过分析实际生产中的问题和需求,提出了一些改
进方案,并在实践中得到了验证和应用。
实习收获:
通过本次热处理实习,我对热处理工艺有了更深入的了解,不
仅掌握了热处理的基本原理和技术要点,还学会了实际操作和问题
解决的能力。
在实习中,我还学会了团队合作和沟通协调的重要性,提高了自己的工作能力和综合素质。
在未来的学习和工作中,我将继续努力学习和提高自己的专业
能力,为企业的发展和创新贡献自己的力量。
感谢实习期间给予我
的指导和帮助,我会珍惜实习经历,不断进步,成为一名优秀的热
处理工程师。
焊接热处理
1.1 成分组织
• 钢的典型化学成分见表1。P91、P92是一种改良的 9CrMoVNbN 钢,具有优异的综合性能,自20 世纪80 年代在美国问世以来,在亚临界和超临界机组中得到 了广泛应用,其最高使用温度为593℃,一般用于温度 小580℃的厚壁蒸汽管道和联箱。
• P92E911(P911)P122(HCM12A)是在9%-12%CrMoVNbN 钢 的基础上开发的三种新型马氏体耐热钢,通过添加W 取代部分Mo 来提高高温强度,其Mo 当量(Mo+0.5W) 在1.5%左右。前两种为9%Cr 钢,其中E911 钢含W 1.0%,P92 钢含W 1.8%; P122钢 Cr 含量为12%, 含W 2.0%,由于Cr 含量比较高,为了避免出现δ-M, 加入了1% 左右的Cu 来降低Cr 当量。
4.1 焊接接头的验收标准
• 在焊接材料和焊接工艺确定后,力学性能和 焊缝硬度只取决于焊后热处理温度和时间。 硬度表征的是材料抵抗变形或抵抗破裂的能 力,其本身并没有明确的物理意义,也不是 材料的一个独立的基本性能。但焊缝硬度一 定程度上能反映焊后热处理是否充分,也能 间接反映接头的力学性能。由于现场无法也 不允许对厚壁管道的焊缝取样进行性能测试, 所以硬度检验就显得尤为重要。图7 显示了 焊后热处理温度对熔敷金属硬度的影响。
更容易丧失板条马氏体的形貌。焊后热处理温度不能 高于熔敷金属的AC1 温度。
。因此,P92 钢焊后热处理温度的上限以770℃为宜,不能 超过780℃。回火温度的下限需要试验确定,通过对上述三 种焊接材料熔敷金属回火效果的试验,表明当回火温度低 于750℃时,很难保证P92 焊缝的冲击韧性,(超(超临界 锅炉用钢及焊接技术协作网第二次论坛大会论文集19)击 功达到41J,延伸率和弯曲试验也难以合格。可见,新型马 氏体耐热钢的性能对组织异常敏感,其焊后热处理温度的 范围很窄。当采用上述焊接材料时,综合考虑P92 钢焊后 热处理温度的上、下限,厚壁管道的内外壁温差,SMAW、 SAW、TIG 工艺及其组合,现场热处理实际情况等因素, 确定P92 钢的焊后热处理温度为760± 10℃
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝号
焊缝
热影响区
母材
热处理日期
硬度试验日期
监 理 单 位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
(项目名称)
Q/SY1476--2012
单项工程
单项工程编号
单位工程
单位工程编号
委托单位
委托编号
管线号
报告号
焊缝号
加热方式
规格
材质
热处理工艺要求
升温速度
(℃/h)
降温速度
(℃/h)
恒温时间
(min)
恒温温度(℃)
测温点数
注:300℃以下升降温速度可不控制。
说明:热处理温度-时间记录曲线
硬度试验(标准或施工文件有要求时)