变位齿轮的加工
机械设计基础变位齿轮

si
sri r
2ri (invi
inv )
k inv(k )
θ
二、变位齿轮传动
1、正确啮合条件与连续传动条件同 标准齿轮传动。
即:m1 m2 m,1 2 ;
[ ].
2、中心距和啮合角
1).无侧隙传动
中心距要求:
2).满足标准顶隙
节 圆 与 分 度 圆 不 重 合a, a 中心距与啮合角的关系仍为:
4) 渐开线圆柱齿轮任意圆上的齿厚
C ssi
B i A i
C
B ra
A ri r
o rb
4) 渐开线圆柱齿轮任意圆上的齿厚
C ssi
B i A i
o
C
B ra
A ri r
rb
如图所示:
si CC rii
i BOB 2BOC s r 2(i ) s r 2(invi inv )
1)正传动: x1 x2 0
a a,
齿数条件:不受任何限制。
优点:可配凑中心距;结构尺寸小,改善 磨损情况;强度提高,承载能力大。
缺点: 下降,互换性差。
2)负传动: x1 x2 0
a a,
齿数条件: z1 z2 2zmin
优点:可配凑中心距; 略有增大。
缺点:强度下降,承载能力下降,互换 性差。
x
ha*
z sin 2
2
ha* (1
z )
z m in
因此,用标准齿条刀切 制少于最小齿数齿轮不出 现根切的最小变为系数要 进行讨论
r rb
xmin m
O
B刀 N
P
Q ham
最小变位系数
(h*a x)m NQ
变位齿轮的加工方法

变位齿轮的加工方法变位齿轮是一种特殊形状的齿轮,其齿廓不再是直线,而是具有弯曲形状。
这种形状的齿轮通常用于一些对传动平滑性和噪音有严格要求的场合。
变位齿轮的加工需要精密的工艺和专业的设备。
以下是关于变位齿轮加工方法的详细介绍。
一、切削加工方法1.铣削法:铣削是一种常见的切削加工方法,用于生产齿轮的齿廓。
在铣床上,通过不同形状的刀具,可以切削出变位齿轮所需的弯曲形状。
2.滚齿法:滚齿是一种高效且精密的加工方法。
通过滚刀在工件上滚动,形成齿廓。
这对于变位齿轮的生产来说,能够确保齿轮的精度和表面质量。
3.铣齿法:铣齿是一种用铣刀具将齿廓切削到工件上的加工方法。
相较于铣削法,铣齿法通常速度更快,适用于大规模生产。
二、成形加工方法1.滚压法:滚压是通过滚轮将工件塑性地形成成齿。
这种方法对于生产大批量的变位齿轮来说是一种有效的方式,能够保证齿轮的一致性。
2.切削成形法:这种方法通过一些切削刀具,按照变位齿轮的要求,将齿轮的齿廓逐渐削除,形成变位齿轮的形状。
三、磨削加工方法1.磨齿法:磨齿是一种高精度的加工方法,适用于对齿轮精度要求极高的场合。
通过磨削工具对齿轮进行修整,确保其形状和尺寸的准确性。
2.齿磨法:齿磨是一种专门用于生产高精度齿轮的方法。
通过齿轮磨床,将磨削工具与工件精密配合,实现对变位齿轮齿廓的高精度磨削。
四、电加工方法1.电火花成形法:电火花成形是一种通过电脉冲放电,使电极在工件表面形成弧形切削,从而加工出齿轮齿廓的方法。
这是一种高精度、高效的加工方式。
五、热加工方法1.激光热加工法:激光热加工是一种使用激光束对工件进行局部加热,然后通过冷却形成所需形状的方法。
这对于一些特殊材料的变位齿轮加工有一定的优势。
六、注意事项1.工艺规划:在加工变位齿轮前,需要进行详细的工艺规划,包括选择合适的加工方法、工艺参数的确定等。
2.刀具选择:不同的加工方法需要不同的刀具,需要根据具体情况选择合适的刀具。
3.温度控制:在加工中,尤其是磨削和电火花成形等高温加工中,需要控制好温度,防止因温度过高导致工件变形或质量损失。
机械原理第五章

正常齿标准 ha* 1, c* 0.25 短齿标准 ha* 0.8, c* 0.3
(6)渐开线圆柱齿轮的基本(基准)齿廓(齿形)
(1)齿条同侧齿廓为平行的直线,齿廓上各点具有相同的压 力角,即为其齿形角,它等于齿轮分度圆压力角。
(2)与齿顶线平行的任一直线上具有相同的齿距p m 。
(7)斜齿齿轮齿条机构
斜齿轮斜齿条啮 合传动应用较少。
(8)非圆齿轮机构
轮齿分布在非圆柱体上,可实现一对齿轮的变 传动比。需要专用机床加工,加工成本较高, 设计难度较大。
这是利用非圆齿轮变传动比的工作原理,设计的 一种容积泵。现已获得实用新型专利。
2、相交轴之间传递运动 (1) 直齿圆锥齿轮机构
s pb a
公
式
d1=mz1 d2=mz2
db1=mz1cos、
ha = ha*m
db2=mz2cos
hf = (ha* + c* )m
da1 d1 2ha m( z1 2ha* )
da2 d2 2ha m( z2 2ha* )
*
*
d f 1 d1 2h f m(z1 2ha 2c )
3.渐开线方程
如右图所示,以OA为极坐标轴, 渐开线上的任一点K可用向径rK和 展角θK来确定。根据渐开线的性 质,有
rb(K +K ) = AN = KN = rbtanK
故 K = tan K - K
式中K称为渐开线在K点的压力角,它是K点作用力F的方
向(K点渐开线的法线方向)与该点速度VK方向的夹角。
两螺旋角数值不等的斜齿轮啮合时, 可组成两轴线任意交错传动,两轮 齿为点接触,且滑动速度较大,主 要用于传递运动或轻载传动。
机械原理高级篇4章_变位齿轮传动

r2'
o2
'
2.中心距
•一对齿轮啮合传动时, 中心距等于两节圆半径 之和。 •一对无侧隙标准齿轮传 动,其分度圆与节圆重 合,啮合角等于分度圆 压力角 •标准中心距(标准齿轮 无侧隙传动中心距)
' 1 ' 2
o1
' r1
c
r2'
' 1
s e s e
' 2
o2
m 2 r ar ( z1 z2 ) 1 r 1 r 2 2
上的齿距为pi,则 该比值称为模数
di
mi
• 模数—— 人为地把 pi / 规定为一些简单的有理数,
pi
z
一个齿轮在不同直径的圆周上,其模数的大小是不同的。
p i 。
• 分度圆——— 是齿轮上一个人为地约定的轮齿计 算的基准圆,规定分度圆上的模数和压力角为标准值。
国标压力角的标准值为=20° 模数的标准系列见GB1357-87,参见表4-2。 分度圆上的参数分别用d、r、m、p、e及表示。 m越大,P愈大,轮齿愈大,抗弯强度也愈高。
• 齿轮插刀
切削运动
进给运动
范成运动 范成运动
用齿条刀具加工齿轮
用标准齿条刀具加工标准齿轮必须使刀具 的分度线与被加工齿轮的分度圆相切并作纯滚 动。
标准齿条刀的齿廓,它与齿条的齿廓基本 相同,只是齿顶增加了c*m的高度。在齿条刀 中线上的齿厚与齿距之比等于0.5(即齿厚等于 齿槽宽)。与以半径为ρ的圆弧相切并平行于齿 条刀中线的直线刀刃称为刀顶线,它是用于切 制被切齿轮齿根圆的。半径为ρ的圆角刀刃,是 切出齿根部分非渐开线的过渡曲线。
切制圆柱外齿轮轮齿时,齿条刀是逐渐切 入齿轮坯的,切入的终点位置不同,切出 的齿轮轮齿尺寸就不同。
机械原理 变位齿轮
第10章齿轮机构及其设计
§10-6 渐开线齿廓的切制原理与根切现象
( The forming of involutes spur gear and undercutting)
一、齿廓切制的基本原理
近代齿轮的加工方法: 铸造法、热轧法、成型冲压法、
模锻法、粉末冶金法、切制法等。
切制法:
插齿、滚齿、刨齿、铣齿、磨 齿、剃齿等。
(2)它们的齿顶高及齿根高是不同的:
正变位齿轮:h f ham cm xm ha ham xm
(齿全高不变)
负变位齿轮齿根高增大了 xm , 齿顶高减少了 xm ,公式与正变位 的相同,只是x为负值。
机械原理
第10章齿轮机构及其设计
(3)它们的齿厚及齿槽宽是不同的
正变位齿轮:
刀具移出了xm,与被加工齿 轮分度圆相切的不再是刀具 的分度线,而是刀具的节线, 刀具节线上的齿槽宽比分度 线上的齿槽宽增大了2KJ,即 被切齿轮的齿厚增大了2KJ, 由于刀具的齿距恒等
机械原理
第10章齿轮机构及其设计
4。变位齿轮传动的设计步骤(自学)
h f ham cm xm ha ham xm
(3)它们的齿厚及齿槽宽是不同的。
机械原理
第10章齿轮机构及其设计
三.变位齿轮传动
1。变位齿轮传动的正确啮合条件和连续传动条件: 正确啮合条件: 连续传动条件:
2。变位齿轮传动的中心距和啮合角:
(1)保证齿侧间隙为零(无侧隙啮合)
应使一轮节圆的齿厚等于另一轮节圆的齿槽宽:
切制原理:仿形法、范成法
机械原理
第10章齿轮机构及其设计
1。仿形法(form cutting)
用与齿槽的 形状相同的刀具 直接加工出齿轮 齿廓。(铣削、 拉削)。
变位齿轮
齿轮机构及其设计 > 变位齿轮变位齿轮的意义(1)避免根切现象.切削z<z min的齿轮而不发生根切;(2)配凑中心距.一对齿轮在非标准中心距的情况下不仅均能安装,而且能满足侧隙为零、顶隙为标准值的要求;(3)改善小齿轮的强度和传动啮合特性,能提高齿轮机构的承载能力。
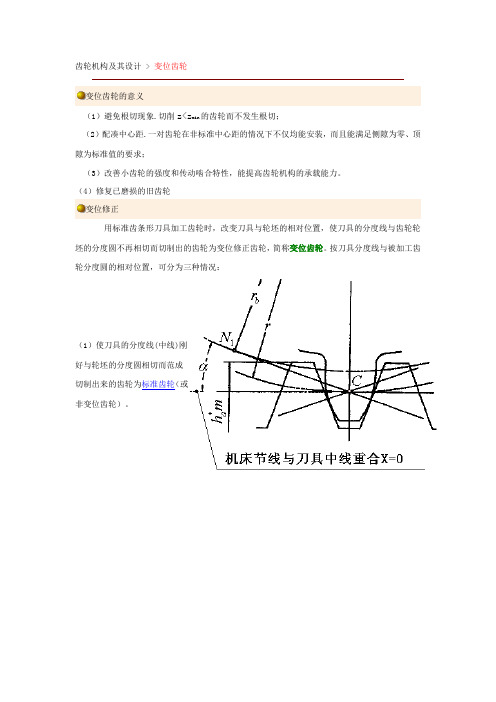
(4)修复已磨损的旧齿轮变位修正用标准齿条形刀具加工齿轮时,改变刀具与轮坯的相对位置,使刀具的分度线与齿轮轮坯的分度圆不再相切而切制出的齿轮为变位修正齿轮,简称变位齿轮。
按刀具分度线与被加工齿轮分度圆的相对位置,可分为三种情况:(1)使刀具的分度线(中线)刚好与轮坯的分度圆相切而范成切制出来的齿轮为标准齿轮(或非变位齿轮)。
(2)刀具的分度线(中线)与被加工齿轮分度圆相切位置远离轮坯中心一段径向距离xm(m 为模数,x 为径向变位系数,简称变位系数)。
这样加工出来的齿轮成为正变位齿轮。
xm>0,x>0。
(3)刀具的分度线靠近轮坯中心移动一段径向距离xm ,刀具分度线与轮坯分度圆相割。
这样加工出来的齿轮称为负变位齿轮。
xm<0,x<0。
变位齿轮的基本参数和几何尺寸 基本参数:比标准齿轮多了一个变位系数x几何尺寸(与相同参数的标准齿轮的尺寸比较):无侧隙啮合方程变位齿轮传动的中心距与啮合角符合无侧隙啮合要求的变位齿轮传动的中心距a'是这样确定的:(1)首先由无侧隙啮合方程求得啮合角α':(2)再由求得中心距a'此中心距a'与标准中心距a之间的差值用ym表示(y称为中心距变动系数):则可推导得:可见:当x1+x2=0 时, α'=α,a'=a当x1+x2>0 时, α'>α,a'>a当xx1+x2<0时, α'<α,a'<a这说明,变位齿轮传动较标准齿轮传动的优点是:只要采用适当的变位系数,不论是标准中心距还是非标准中心距,均能安装且满足无侧隙啮合要求.但要注意,在x1+x2<>0时,如果保证无侧隙安装,而且还要满足标准顶隙,则两轮的齿顶高应各减小。
齿轮变位——精选推荐
首先要搞懂什么叫变位齿轮?其次要搞懂齿轮为什么要变位?所谓变位齿轮就是它的齿高和标准的不一样,比如:标准的渐开线1模数50齿20度压力角的圆柱齿轮,它的齿顶高、齿根高、和全齿高分别是1、1.25和2.25,这样的齿轮它的分度圆和齿节圆是同一个圆。
如果你的齿轮不是这三个数字那它的分度圆和齿节圆就不是同一个圆。
这就又引出了一个问题:分度圆和齿节圆是不是同一个圆的意义在哪里呢?我们知道,两个齿轮啮合时,齿与齿之间存在一个不产生滑移的啮合点,这个点围绕圆心旋转一周产生的轨迹就是所谓分度圆。
当然,这是对标准齿轮而言的,数值上它等于模数×齿数,它也是一个理想值。
但实际上,变位齿轮啮合时,这个不产生滑移的啮合点围绕圆心旋转一周所产生的圆数值上不等于模数×齿数,我们说现在这个圆叫齿节圆。
这个圆所以不在分度圆上是因为我们根据需要让齿轮变了位(齿深不标准造成)。
好,我们再讨论齿轮为什么要变位。
齿轮变位的原因大致有以下几种:1、为了凑对中心距比如:有一台进口设备,里面一对英制齿轮经常坏,为了加工方便把它改为公制齿轮,英制齿轮和公制齿轮的中心距肯定不一样,要凑对这个中心距最简单的办法就是让齿轮变位。
2、为了避免根切比如:由于某种特定需要某齿轮的齿数到了最少齿数的零界点时,为了避免加工时的根切只能采用变位。
3、为了提高齿轮的强刚度比如:某结构空间比较小却要承受比较大的力,空间小就不可能采用大模数齿轮,除了材料、热处理等因素外考虑使齿轮比较壮实也是一个办法,这时也要采用变位。
实际上变位齿轮和标准齿轮就像汗衫和短裤一样很难说汗衫好还是短裤好,因为它们用在不同的地方。
好了,看到这里也许你已经明白自己提出的问题了,祝你、我和大家儿童节快乐!正变位时,滚刀远离齿轮一段距离;负变位时,滚刀靠近齿轮一段距离。
距离等于变位系数乘模数。
圆柱齿轮加工工艺程的内容和要求圆柱齿轮的加工工艺程一般应包括以下内容:齿轮毛坯加工、齿面加工、热处理工艺及齿面的的精加工。
变位齿轮详解(精品)

a a ym
a″
ym (x1 x2 )m ym
(X1+ X2)m a′ ym
y x1 x2 y
O2
O2
△y为齿顶降低系数 ,
其值恒大于零。
h (2ha* c* y)m
ha (ha* X y)m
hf (ha* c* x)m 变位齿轮齿高比标准齿轮少 ym
2 无侧隙啮合方程
O1
xmtgα
a
b
rb
xm
s’ 分度圆 基圆
刀具节线 刀具分度线
ab c
P 设计:潘存云
S=πm/2
N1 α B2
xm
α
c
h* a
m
xm xm
xmtg
xm
h* a
m
xm
N
p
xm
正变位齿轮 x>0
标准齿轮 x=0
负变位齿轮 x<0
ha hf
z 17 正变位提高强度
凑中心距
• 变位后
s m 2xmtg
2
e m 2xmtg
2
1。变位齿轮的加工方法,模 数,压力角,分度圆,基圆都 与标准齿轮一样。
2。几何尺寸有所变化。
3。中心距一般不是两分度圆 半径之和,除非它们分别等值 正,负变化。
a=m(z1+z2)/2
a, a=m(z1+z2)/2
齿条与齿的切点变化, 齿间出现侧隙
x1 m
c* m c* m
好的传动形式
4)两轮齿数不受 Z1 Z2 2Zmin 的限制。
5)正传动的重叠系数有所下降。
O
r1 r1
O
1rb1
B2 N1
r1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、接触强度计算公式中, H 1
H 2 ,[ ]H min [ ]H 1 , [ ]H 2
3 、轮齿面——按齿面接触疲劳强度设计,再校核齿根弯曲 疲劳强度 硬齿面——按齿根弯曲疲劳强度设计,再校核齿面接触 疲劳强度 4、在用设计公式定d1或m时,∵ K V 、 K 、K 预先未 知→试取Kt代K→计算得d1t(mnt)→按d1t计算v K K A K V K K 若K与Kt 查 K V 、K 、 K →计算 相差较大,则应对d1t(mnt)进行修正。
Z sin 2 2 * zha 2 sin
Z min Z Z min
* ha sin 2 2 Z min
* ha 1 Z min 17
* xmin ha
x min
Z Z min xmin 0 正变位
17 Z 17
x xmin
3
KFt u 1 [ ] H bd1 u
接触疲劳强度的设计公式
四、齿轮传动强度计算说明:
2 K u 1 Z H Z E Z d1 d u [ ] H
2
F 2 [ ]F 2,按照弯曲强度设计大小齿轮 1、弯曲强度校核,要求 F1 [ ] F1 ,
* 被加工齿轮: h f ha m c*m
要求: 刀具比标准齿条在齿顶部 高出
c m
* (顶隙)一段。
2、切制标准齿轮 首先,将轮坯的外圆按被 切齿轮的齿顶圆直径预先 加工好。 然后,将刀具的中线与轮坯 的分度圆安装成相切的状态。 齿轮和刀具有相同的模数和压力角 由于展成运动相当于无侧隙啮合, 齿轮的齿厚=刀具的齿槽宽= m 2 并且 *
5、在其它参数相同的条件下,弯曲疲劳强度与m成正比,接触疲 劳强度与d1或中心距a成正比,即与mz乘积成正比,而与m无关。
五、设计参数的选择
1、压力角 2、小轮齿数Z1
3、齿宽系数 d b / d1 六、许用应力
[ ] K N lim / S
S H 1 S F 1.25 ~ 1.5
第三讲 齿轮加工与根切 变位齿轮简介 标准直齿圆柱齿轮强度计算
目的要求:掌握齿轮按加工原理不同有哪些加工方法,了解 齿轮加工的原理、变位齿轮传动的基本概念、理 解常见变位齿轮传动的类型。明确方法和步骤。 教学重点:加工原理和方法。 教学难点:变位齿轮传动的基本概念、直齿轮强度计算。 教学内容:齿轮的切制原理,变位齿轮。
d b / d1 —齿宽系数
三、齿面接触疲劳强度计算
H [ ]H
接触应力
两圆柱体接触赫兹公式
Fnc ( 1
H
2 2 1 1 1 2 [( )( )] L E1 E2
)
——
啮合点齿廓综合曲率半径
ZE
1
1
1
1
1
2
Z E—— 弹性影响系数
S——疲劳强度安全系 数
KN——寿命系数 lim ——齿轮疲劳极限应力 七、齿轮精度等级的选择 高 → 低 1,2,3,…5,6,7,8,9,10,11,12 远等级 常用
H ZE
Fnc [ ]H L
2 1 12 1 2 [( )( )] E1 E2
计算点: 节点
啮合点齿廓综合曲率半径
d d1 2 2 sin sin 2 2 1 1 1 2 1 2 / 1 1 1 2 1 2 1 ( 2 / 1 )
* ha m
mz 2 sin 2
mz 2 sin 2
* 2ha z sin 2
20
Z min 17
* ha 1
三、变位齿轮 目的: 1.避免根切 2、改善小齿轮的寿命(大传动比时,使小齿轮齿厚增大, 大齿轮齿厚减小,使一对齿轮的寿命相当) 3、凑中心距 a a
力的大小
法向力Fn
圆周力
Ft=2T/d1
径向力
Fr=Ft / tgα
二、齿根弯曲疲劳强度计算 齿 根 应 力 分 析
齿 根 应 力 变 化
校核公式:
F
2 KT1YFaYsaY [ ] F 3 2 d m Z1
YFa—齿形系数 YSa —应力修正系数 Yε—重合度系数
设计公式:
2 KT1 YFaYsaY m3 2 d Z1 [ ] F
1
2
1
1
d2
d1
Z2
Z1
u
齿数比
1 u 1 2 u 1 1 u d1 sin u
实际啮合时,并不总是单齿对啮合
Z 4 3
——重合度系数
ZH 2
sin cos ——节点区域系数
接触疲劳强度的校核公式
H Z E Z Z H
* 为保证齿全高 h (2ha c * )m * 由于 h f (ha* c* x)m 所以 ha (ha x)m
* ra r ha r (ha x) m
§8—6 标准直齿轮圆柱齿轮的强度计算
一、轮齿的受力分析
力 的 方 向
Ft 主反从同
Fr 指向轴线ቤተ መጻሕፍቲ ባይዱ
a a ——外啮合 a a
无法安装;
a a,
2、最小变位系数(变位齿轮不发生根切的现象的条件)
* ha m xm NM
mZ 2 2 MN PN sin r sin sin 2
* x ha
Z min
齿厚、齿顶高、齿根高变化
五、变位齿轮的尺寸变化及计算 1、分度圆上的齿厚 见图:刀具节线的齿槽宽比中线 齿槽宽 2KJ ,∴被切齿轮分度圆 上的齿厚增加 2KJ
在△IJK中: KJ xmtg
分度圆的齿厚: m m
S 2 2 KJ 2 2 xmtg
2、齿顶高和齿根高 齿根高hf:刀具加工节线到顶 刃线之间的距离
ha ha m
* h f ha m c*m
∴加工出的齿轮为标准齿轮
二、渐开线齿廓的根切现象
1.根切:部分齿廓被 切除的现象。 危害:①切掉部分齿廓; ②削弱了齿根强度; ③严重时,切掉部分渐开线齿廓,降低 重合度。
2、齿轮不发生根切的最少齿数
h* m NM
NM PN sin r sin 2
Z Z min xmin 0 负变位 x xmin
四、齿轮的变位
1、用改变刀具与轮坯径向相 对位置来切制齿轮的方法称 径向变位法。 变位齿轮 xm——移距或变位 x——移距系数或变位系数 规定:x 0
x0
x0
负变位
正变位 零变位
切削变位齿轮:分度圆不变,节线变
变位齿轮和标准齿轮相比: m、α 、r齿距、rb、不变
§8—5 渐开线齿廓的加工及根切
根据加工原理,渐开线齿廓切削加工方法分 为:仿形法(如铣齿)、和展成法(滚齿、插齿 等)。展成法加工所用刀具常用有滚刀、齿轮插 刀、齿条插刀。
问题: 1.仿形法加工齿轮的优、缺点。 2.展成法中的齿轮插刀切制齿轮时包括哪些 运动?展成法法加工齿轮的优、缺点。
一、标准齿条形刀具切制标准齿轮 1、刀具
* * h f (ha m c * m) xm (ha c * x) m
对正变位:x>0, hf比标准减小xm
对负变位:x<0, hf比标准增加xm
∴变位齿轮的齿根圆半径:
* r f r h f r (ha c * x) m
齿顶高: ∵变位齿轮的分度圆与相应标准齿轮的分度圆一样, ∴变位齿轮的齿顶高仅决定于轮坯顶圆的大小。