洛氏硬度计期间核查作业指导书
洛氏硬度作业指导书
洛氏硬度作业指导书1. 引言洛氏硬度是一种用于测试材料硬度的常用方法。
本作业指导书将介绍洛氏硬度测试的原理和步骤,以及如何准确地进行洛氏硬度测试。
2. 洛氏硬度测试的原理洛氏硬度是通过在测试材料表面施加规定负荷的方法来测定材料硬度的。
负荷施加时间和测试器中的钻石头对材料表面形成的印痕直径,通过使用已知规格的锥形压头和预定义的负荷,可以计算出材料的洛氏硬度值。
3. 洛氏硬度计的组成部分洛氏硬度计主要由负荷加重机构、卡尺、测微机构、退火炉以及一些配套设备组成。
测试前,需要检查负荷加重机构是否工作正常,卡尺是否准确,测微机构是否顺畅等。
4. 洛氏硬度测试步骤4.1 准备工作- 清洗测试材料的表面,确保表面无杂质和污垢。
- 将测试材料放在硬度计测试台上,并固定好。
4.2 负荷设置- 选择合适的压头规格和负荷值,确保负荷能够正确施加在材料表面上。
- 将压头安装到负荷加重机构上,并根据需要调整负荷值。
4.3 硬度测试- 将负荷加重机构下降至与测试表面接触,并保持一定时间。
- 将负荷加重机构抬起,观察测试表面的洛氏硬度值和印痕直径。
5. 数据记录和分析- 将每次测试的洛氏硬度值和印痕直径记录下来,并计算平均值。
- 根据不同材料的硬度标准,对测试结果进行评估和分析。
6. 洛氏硬度测试的注意事项- 在进行洛氏硬度测试前,请确保所有设备处于正常工作状态。
- 对于不同类型的材料,选择合适的压头规格和负荷值。
- 测试时,应保持测试材料的表面平整,避免出现干扰。
7. 结论洛氏硬度测试是一种常用的测试方法,可以用于评估材料的硬度。
通过准确地遵循测试步骤和注意事项,我们可以获得准确可靠的洛氏硬度测试结果。
8. 参考资料- ASTM E18-20a, Standard Test Methods for Rockwell Hardness of Metallic Materials- GB/T 230.2-2014, Metallic materials—Rockwell hardness test—Part 2: Verification and calibration of testing machines本文档提供了洛氏硬度测试的原理、步骤、注意事项和数据记录等信息。
洛氏硬度计检定装置作业指导书
一、目的规范装置的操作行为,保证检定/校准/检测工作质量,使标准装置处于有效合理的受控状态。
二、范围本操作规程适用于洛氏硬度计检定装置的操作、使用及维护保养。
也适用于在检定/校准/检测工作中的质量监督检查。
三、职责3.1所技术负责人负责批准本操作规程并对其有效性进行维护。
3.2所质量负责人负责监督本操作规程的有效性。
3.3室主任负责组织本部门本操作规程的编写并负责审核。
3.4质量管理办公室负责对本操作规程进行受控管理。
3.5检定/校准/检测人员必须按本操作规程的规定进行洛氏硬度计检定装置的操作、使用。
3.6计量标准器负责人必须按本操作规程的规定进行洛氏硬度计检定装置的维护保养。
四、要求4.1 主要计量标准器的工作原理、技术参数工作原理:用比较法检定,即在洛氏硬度计上对标准洛氏硬度块均匀的分布测量5点,读取洛氏硬度计所指示的5次硬度值,取平均值与标准洛氏硬度块的硬度值进行比较,从而得出硬度计的示值误差和示值变动度。
此方法符合JJG112—2003《金属洛氏硬度计》检定规程要求。
此检定装置主要是由:HRA、HRB、HRC 和HRN(T)标准硬度块组成。
主要计量标准器技术参数洛氏标准块:测量范围HRA、HRB、HRC、HRN(T);准确度等级为标准。
标准测力仪:测量范围(20~1500)N;准确度等级为0.3级。
4.2 环境要求硬度计在(23±5)℃的环境条件下进行检定/校准。
在此温度范围以外进行检定/校准时,不应低于10℃,不应高于35℃,检定/校准温度均应在检定/校准记录或检定/校准证书中注明。
硬度计安装环境应清洁,无振动;周围无腐蚀性气体;安装在稳固的基础上并调至水平。
4.3 操作程序4.3.1检定/校准前对被检器的检查硬度计上应有铭牌,标明制造厂名、产品名称、产品型号、编号及制造年月。
压头柄牢固安装在主轴孔中。
硬度计的主轴、加力机构、缓冲机构和测量装置等均应正常、灵活地工作;加卸试验力应平稳、不应有颤动或卡住等现象;丝杆升降不应有晃动现象。
洛氏硬度计作业指导书

1.6启动按钮,电机开始运转,自动加主试验为,指示照明灯自动熄灭。
1.7当试验力保持时,蜂鸣器发出“嘟、嘟……”声,洛氏硬度计测试的总实验力保持时间为:10秒,时间的长短由电位器(12)的旋转而获得。
1.8总实验力保持时间到,电机转动,自动卸除主实验力,指示照明灯亮。
a.将上盖取下,如测出示值较标准硬度块低,则旋松M4螺母(25),将螺钉(26)顺时针微量旋进,然后旋紧螺母再测试示值,直至调整至规定的误差范围内。
b.如测出示值高于标准硬度块值,则相反方向旋转螺钉。
2.硬度计的保养及注意事项:
2.1试验人员应遵守操作规程,在每次试验前用标准块校对仪器,不经常使用的硬度计,开机后在标准块上要进行数次的硬度测定,稳定后,再进行零件的测定。
2.6硬度计做好周期检定工作,每年至少一次经证硬度计的准确性。核准
审核
制定
2.2在硬度测试中,加实验力,保持实验力,卸除实验力时,严禁转动变荷手轮。
2.3硬度块的使用只能在工作面进行,每次试验的测定中心大于3mm,其使用周期为:2年。
核准
审核
制订
2.4硬度计搬运时,应先拔去电源插头,并将接长杆固定,同时取下砝码及吊杆。
2.5硬度计应保持清洁,试验完后罩上防尘罩,硬度块、球压头使用完毕应涂上防锈油,防止锈蚀。
1.9此时,硬度计百分表指针指向的数据即为被测试件的硬度值(当测试HRB硬度时,硬度示值从内圈值中读取)。
1.10反向旋转升降螺杆旋轮,更换测试点,重复上述操作。
1.11在每个试件上的测试点不少于5点(第一点不算),对大批量零件检验测试点可适当减少。
1.12硬度计求值调整:
硬度计的求值精度已在出厂前校准,若运输过程中造成的误差,测试人员在了解仪器结构原理的基础上可适当调整,方法为:
完整版)洛氏硬度计作业指导书
完整版)洛氏硬度计作业指导书文件类别:XXX硬度计作业指导书版本号:1.0生效日期:(日期)目的:本指导书旨在规定洛氏硬度计的硬度校准规则、校准方法及校准评定,以帮助操作员熟练掌握使用本仪器的操作步骤。
适用范围:本指导书适用于型号为HR-150A的XXX硬度计。
职责:操作员负责仪器的使用和日常保养、仪器测试和管理。
校准规则:在检测零件硬度之前,HR-150A洛氏硬度计必须先校准洛氏标准硬度块。
标准块硬度值范围应与被测零件的硬度值相近,只能在工作面上(有痕面)进行检测。
校准方法:HR-150A洛氏硬度计遵照XXX硬度计操作规程,参照GB/T230.2-/T230.3-2002(金属洛氏试验方法),在洛氏标准硬度块的工作面上检测七个点,测定点应均匀分布。
取其后五个点的平均硬度值为最终校准示值。
校准结果评定及处理:HR-150A洛氏硬度计的硬度校准结果示值应在硬度计硬度示值允许偏差范围内,才能开始检测其他零件或试样的硬度。
否则,应停止使用该台硬度计,并委托计量检测机构对该台硬度计进行维修和检定。
操作步骤:1.检查硬度计是否可以正常工作,校正硬度计;2.将转动手轮下降至有足够空间,将被测工件放进测量平台;3.将工件轻放在平台上,将转动手轮上升至工件与压头接触,继续匀速转动手轮至指示表(中间的小指示表)小指针位于红色标记处;4.大指针位于零点C(B)位置(公差在5HR之内),转动指示表外壳,使表盘零点与大指针重合;5.拉动手柄施加主试验力,按要求保持规定试验时间(见说明书);6.推动手柄在2秒内平稳卸除主试验力。
洛氏硬度计作业指导书A0

洛氏硬度计作业指导书1.目的:正确操作洛氏硬度计,确保试验操作规范有序。
2.适用范围:适用于马氏体不锈钢的硬度测试,并指导试验人员的规范操作。
3.人员职责:1)试验人员应做好每次测试的记录台账和测试后的清洁维护;2)计量管理人员负责联络计量周检和日常维护工作;4.试验方法:1)将丝杠顶面及工作台的上下端面擦干净,根据样品工件的大小选用适当的工作台,然后将工作台置予丝杠安装孔中。
2)将试验工件表面擦干净,放置于工作台上,旋转手轮使工作台缓慢上升,并顶起压头,中途不允许停顿或倒转,直到短指针指向红点,长指针顺时针旋转三圈垂直上指(允许相差±5个刻度,若超过5个刻度,此点应作废,重新试验)。
3)旋转指示器外壳,使长指针与C、B之间长刻线对齐(顺时针或逆时针旋转均可)。
4)按照加荷标牌的加力方向,向硬度计机身前面方向缓慢(4秒左右)拉动载荷手柄至左侧极限位置,加上主试验力,这时可见指示器的长指针转动。
5)当指示器长指针的转动显著停顿后,即可将卸荷手柄按顺时针方向缓慢(2-3秒)推回至右侧极限位置,卸除主试验力。
从指示器上相应的标尺读数(采用金刚石压头试验时,按表盘外圈的黑数字读取,采用球压头试验时,按表盘内圈的红数字读取)。
转动手轮使试件下降,直到测试面离开压头,再移动试件,按以上2-5过程进行新的试验。
注意移动过程中,试件支承底面不能离开测试工作台上表面。
6)丝杠保护套是保护丝杠不受灰尘倾袭。
硬度计不使用时或试件高度小于100毫米时,将其套在丝杆外面。
当试件高度大于100毫米时,必须将其拿掉,以免将工作台顶起,使试验无效。
5.注意点:在操作第4)和第5)步骤期间,不得旋转变荷手柄,以免造成硬度计损坏。
压头、试件、工作台中的任何一项发生更换后的首次试验应视为无效。
洛氏硬度计操作规程作业指导书

洛氏硬度计操作规程作业指导书1范围适用于对HR-150D型洛氏硬度计的操作和维护。
规定了洛氏硬度计使用的适用范围、操作步骤和维护方法、作业过程注意事项等。
2操作前核查2.1对设备的有效证书进行核查,确认在有效期内。
2.2检查试验房间,确认硬度计安装在室温为20±10℃、无震动、无腐蚀性气体的环境中。
2.3对试验机进行核查确认试验机外观完好,试验机上无影响检测质量和安全的非检测样品。
3 操作程序3.1试验前的准备工作3.1.1 试件的准备试件的厚度应不小于10倍印痕的深度。
被试表面必须精细制备使其平坦,不得带有油脂、氧化皮、裂缝、显著加工痕迹、凹坑以及其它污物。
否则必须清理干净,但应注意勿因清理而导致试件发生局部退火,试件的支承面应清洁无污物附着。
3.1.2试台的挑选及安装试台必须保证试件稳妥地置于其上,并使被试表面与主轴压头垂直,台面应清洁而无污物附着。
根据试件的形状及尺寸选用合适的试台。
3.1.3总负荷的选择及变换根据硬度试验的需要选择总负荷。
转动手轮(6)可以得到150、100、60kg三种负荷。
在实验中不可变换负荷,以免损坏压头。
3.1.4压头的安装在安装前压头应清理干净,不得沾有任何油污、尘埃或其它污物。
将压头的φ6.35外园插入主轴孔并使其肩面与主轴端面紧贴后,拧动主轴右側的M3螺钉轴将压头固定,但不能将压头顶的太紧,只要保证压头不掉落即可,同时还要确保螺钉轴顶在压头的φ6.35外园的小平面上,使压头得到可靠的定位。
3.2试验程序3.2.1闭合开关(12),使电源接通。
同时开关(13)处于“自动”位置上。
3.2.2将试件稳妥安置在工作台上,注意使试件与台面贴紧,然后旋转手轮使试件上升至指示器的小指针指于红点。
此时大指针应垂直向上指向标记B 与C处,其偏移不得超过±5分度格,否则应另选一点进行。
3.2.3转动旋钮(10)使标记B(或C)正好对准大指针。
3.2.4使用按钮(11),既可自行完成加主负荷、保留负荷、卸除负荷等工作。
洛氏硬度计期间核查
洛氏硬度计期间核查洛氏硬度计期间核查本方法适用于洛氏硬度计期间核查。
一、总则1、金属洛氏硬度计(以下简称硬度计)适用于各种金属材料的硬度测定。
它的试验原理是在初试验力F0及总试验力F先后作用下,将压头压入试样表面,卸除主试验力F1,测量保留初试验力时的压痕残余深度h,根据h值及常数N和S,用公式(1)计算洛氏硬度:洛氏硬度值=N- h/S (1)2、期间核查周期为每半年一次。
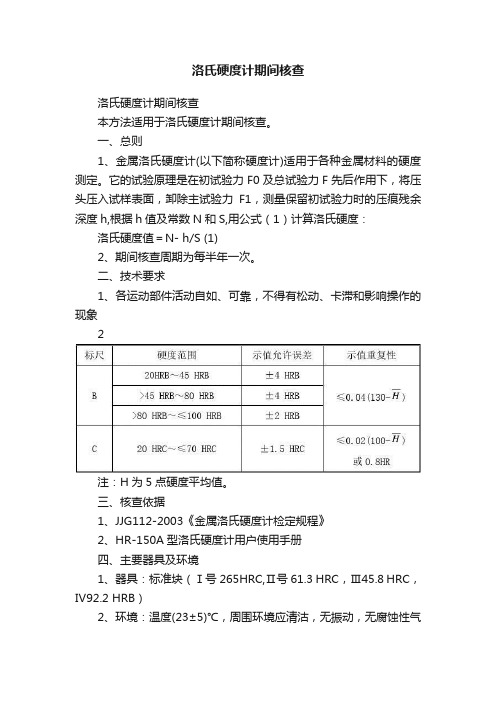
二、技术要求1、各运动部件活动自如、可靠,不得有松动、卡滞和影响操作的现象2注:H为5点硬度平均值。
三、核查依据1、JJG112-2003《金属洛氏硬度计检定规程》2、HR-150A型洛氏硬度计用户使用手册四、主要器具及环境1、器具:标准块(Ⅰ号265HRC,Ⅱ号61.3 HRC,Ⅲ45.8 HRC,Ⅳ92.2 HRB)2、环境:温度(23±5)℃,周围环境应清沽,无振动,无腐蚀性气体五、核查方法1、目测设备外观并进行检测操作2、硬度计示值核查1)根据标尺,选用相应的总试验力和压头。
在试块上至少试压5次,使硬度计各部位处于工作状态。
2)核查时,主试验力施加时间(A~K)标尺(4-8)s。
,N和T标尺(1-4)s;总试验力保持时间为(5±1)s“主试验力在(2-3) s内平稳卸除一次的率定值并记录。
3)核查时,标准块应贴合试台台面移动。
在标准块的工作面上测定点,第一点不计,其余5点均匀分布。
两相邻压痕中心间距离应不小于压痕直径的4倍,但至少为2mm。
压痕中心至硬度块边缘的距离应不小于压痕直径的2.5倍,但至少为lmm。
所测5点硬度的平均值与标准块硬度值之差为硬度计的示值误差,5点中最大值与最小值之差为硬度计的示值重复性。
六、结果评价如果目测及通过标准块核查示值误差、示值重复性都符合设备的技术要求则设备可以继续使用,如果外观有明显影响硬度计使用或示值误差、示值重复性不符合设备技术要求应立即停止使用,分析原因必要时征求技术负责人意见决定是否送计量单位进位检定。
洛氏硬度计量测设备校验作业指导书

6.1 准備工作。
6.1.1 先將待校驗的洛氏硬度計表面稍加清潔。
6.1.2 校驗環境﹕以符合《監視與測量設備控制程序》上之規定為准。
6.1.3 將絲杠頂面及被選用的工作台全部擦淨﹐置于絲杠頂面﹐靜置30分鐘以上。
6.2外觀檢查
6.2.1 檢查各表面使用功能是否清潔﹑锈污
6.3 將硬度計按下述程序進行歸零
6.3.1 分別將硬度標准塊25.9HRC﹑81.5HRA﹑46.1HRC﹑60.9HRC﹑96.0HRB擦干淨﹐放置于工作台上。順時針旋轉手輪﹐使工作台平穩緩慢上升﹐輕輕頂起壓頭﹐等到小指針指在紅色標記上﹐大指針旋轉三圈垂直向上為止(允許在100HRC刻度±5個刻度)。
6.4進行硬度校正
6.4.1旋鈕指示表外殼﹐逆﹑順時針調好指示表刻度對齊 (100HRC)
6.4.2 拉動加荷手柄施加主試驗力﹐大指針按逆方向轉動。
6.4.3當大指針穩定停止后﹐(保荷10±1S)在2-3S內平穩卸除主試驗力后立即讀數。
6.4.4刻度盤C標記處供金剛頭試驗讀數。刻度盤B標記處供鋼球壓頭試驗讀數。
6.4.5若25.9HRC硬度校正誤差在±1.5HRC以內合格
6.4.6若81.5HRA﹑60.9HRC硬度校正誤差在±1HRC以內合格
洛氏硬度計
文件編號
版本/次
7. 注意事項﹕
7.1 硬度計每次試驗結或校正結束﹐壓頭應用細軟布擦試干淨。鋼球壓頭必須涂少許酸性鐘表油。
7.2 壓頭種類和試驗范圍不得隨意變換﹐以免使用不當損壞壓頭。
7.3 硬度計由于長期使用出現故障﹐應及時向制造廠商聯系﹐將派員進行檢修。用戶不得隨意拆卸。
核 准
審 核
修 訂
6.4.7若46.1HRC硬度校正誤差在±1.2HRC以內合格﹐96.0HRB無法進行(洛氏廠商提供)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
洛氏硬度计期间核查作业指导书
CG/PZJ40-2018 1目的
保证测量结果的准确性和试验数据的可溯源性。
2依据
参照GB/T230.2-2012《金属材料洛氏硬度试验第2部分:硬度计(A、B、C、D、E、F、G、H、K、N、T标尺)的检验与校准》。
3适用范围
使用中和修理后的TH300洛氏硬度计的期间核查。
4周期
在设备两次检定之间。
5环境
(18~35)℃。
6 方法
6.1应对硬度计所使用的每一个标尺进行检测。
对于每一待检测的标尺,应从表4规定的每一个硬度范围中选用标准块。
标准块的硬度值应接近预期使用的极限值。
6.2在每一标准块的试验面上,应均匀分布地压出5个压痕,而且每个硬度度数要读取到0.2标尺单位,在做这5个压痕以前,至少应压出2个初始压痕以保证硬度计工作自如,以及标准块、压头和试台的定位正确可靠。
这些初始压痕的结果应忽略不计。
试验应按GB/T230.1进行。
表4 不同标尺的硬度范围
7核查要求
7.1将每一标准块上测得的硬度值H1、H2、H3、H4、H5,按从小到大递增的次序排列。
在规定的检验条件下,硬度计的示值重复性r 由公式(1)确定:
51r H H =- (1)
5个压痕的平均值H
12345
5
H H H H H H ++++=
(2)
式中:
H1、H2、H3、H4、H5——与5个压痕对应的压痕值。
以百分比标识的硬度计的示值相对重复性rel r 按公式(3)计算:
51
100%rel H H r c H
-=
⨯-..............................(3) 式中:
C ——标尺系数。
对于:A 、C 标尺c=100;对于B 标尺,C=130。
7.2在规定的检验条件下,硬度计的示值误差E 按公式(4)计算:
C E H H =- (4)
式中:C H ——所用标准块标定的硬度值。
8核查结论
硬度计的重复性r ,硬度计的示值误差E 符合下表的规定。
【此文档部分内容来源于网络,如有侵权请告知删除,本文档可自行编辑和修改内容,感谢您的支持!】。