甲醇制汽油技术进展及相关问题探讨
甲醇汽油使用性能及应用前景

甲醇汽油使用性能及应用前景摘要随着机动车数量的不断增加,机动车排气对环境的污染越来越严重。
另一方面从上个世纪七十年代起,出现世界性的能源紧缺,明显地预感到石油燃料供给危机,石油终将枯竭。
内燃机替代燃料研究的主要目的在于:应付石油危机,提高燃料供给的安全性,为石油资源枯竭后燃料品种的平稳过渡作准备,提高现有能源的应用效率,开拓能源应用新领域,减少污染,保护生态环境等,人们在研究中发现,醇类是除石油、天然气以外,内燃机最可代用的燃料。
本文简单介绍了甲醇汽油的理化性能及其作为燃料的特点,并说明了甲醇-汽油混合燃料的种类及其特点,分析了目前推广甲醇汽油面临的问题及应用现状,在此基础上,展望了其应用前景。
关键词:甲醇汽油;燃料;能源The Using Properties and Application Prospectof Methanol GasolineAbstractWith the rising number of vehicles, vehicle exhaust steam pollution to the environment is more and more serious. On the other hand, from the 1970s onwards, worldwide energy shortage appeared, oil supply of fuel crisis obviously presentiment, so oil will dry up. Internal combustion engine alternative fuels study aims to that dealing with oil crisis, improving the security of supply of fuel for oil resource exhaustion, smoothing transition of the fuel varieties to prepare the application of existing energy, improving the efficiency, pioneering a new field, reducing energy applications such as pollution and protect the ecological environment. People in the study found that alcohol is beyond petroleum, natural gas, except the alternative fuel of internal combustion engine.The physical and chemical properties of methanol and gasoline as fuel characteristics are briefly described in this paper as well as methanol- gasoline blended fuel types and characteristics. The current problems facing the promotion of methanol fuel and application are analyzed. On this basis, the prospects of its application are put forward.Key words: methanol gasoline; fuel; energy sources目录引言 ..............................................................................错误!未定义书签。
甲醇汽油的研究进展
甲醇汽油的研究进展摘要:甲醇作为一种十分理想的汽油替代燃料,对我国能源结构的调整和减轻能源紧缺压力都有着极其深远的意义,本文概述了国内外甲醇汽油的研究现状,甲醇汽油的优缺点,以及对甲醇汽油的推广做了合理的建议。
关键词:甲醇汽油甲醇汽油添加剂甲醇汽油是车用燃料替代,是新能源的重要组成部分。
原油是全球最主要的一次能源,当前能源短缺的实质是原油短缺。
车用燃料是原油最主要的应用领域,占全球原油总消耗量的70%以上。
甲醇汽油是一种”以煤代油”路径,可以作为汽油的替代物从而实现对原油的部分替代。
一、国外甲醇汽油研究的进展1975年,瑞典首先提出可以把甲醇作为机车的待用燃料,并随之成立了瑞典甲醇开发公司。
日本在1979年重新制定了国家能源政策,继而成立了“醇类利用技术委员会”,用来指导日本醇类的研发工作。
同一时期,联邦德国研制了甲醇发动机,并制定了“用于公路交通榆树的醇类燃料”研究计划。
并组织6家汽车公司生产的M15燃醇汽车投入运行,并在各主要城市建立了M15甲醇汽油加油站,并形成了全国供应甲醇汽油的庞大网络。
迄今为止,德国是世界上发展甲醇汽车最有成效的国家之一。
国际能源组织曾组织芬兰、荷兰等8个国家,在芬兰技术研究中心对各国生产的14辆使用新配方汽油、M85、柴油和压缩天然气等不同燃料的汽车,按FTP工况法进行评估,其结果显示,排放性能最差的是使用未经三元催化的汽油车辆,而经过三元催化后大有改观,但仍不如未经三元催化的M85排放性能好。
可见M85甲醇是比较清洁的燃料。
这一切都证明了:发展甲醇汽油是可行性,是经得起检验的。
随之,各大汽车公司也纷纷加大了对新能源汽车的研发投入,各种新技术、新产品如雨后春笋,纷纷面世。
如戴姆勒-克莱斯勒公司、BP公司、巴斯夫公司、Statoil公司、Methanex公司和Xcellsis公司联合开发了以甲醇为燃料的燃料电池汽车—NECAR5,将甲醇汽车推向商业化。
[1]二、国内甲醇汽油研究的进展我国的甲醇工业开始于20世纪50年代。
甲醇-15-甲醇制汽油技术进展

甲醇制汽油技术进展路守彦上海工程化学设计院有限公司摘 要:本文对国内甲醇合成汽油(MTG)技术,采用甲醇改性剂的环保清洁汽油技术做了简要介绍,并对甲醇汽油标准的制定情况进行了说明。
1 甲醇合成汽油(MTG)技术由云南煤化集团解化公司、中科院山西煤化所、化学工业第二设计院等共同设计开发的3500吨/年合成汽油工业示范装置,于2007年中旬在解化公司投产以来,已批量生产出合格汽油产品。
据了解,该工艺的主要特征是:甲醇逐步脱水转化生成汽油的全部过程,在同一个反应器和触媒上完成。
所得油品具有良好的蒸发性和抗腐蚀性,达到GB17930-2006车用汽油(Ⅲ)的要求,符合欧Ⅲ排放标准。
油品成分仅有27种,比现行的93#汽油成分(有128种)少许多,杂质品种少、品质高,属优质汽油。
且它的抗爆能力好,辛烷值合乎93#汽油要求。
经检测,油品的安定性好、诱导期长、实际胶质小,完全可以替代传统的93#汽油。
我国已经发现的褐煤资源量为1291.32亿吨,约占我国煤炭保有资源量的12.7%,开发潜力巨大。
云南煤化集团装置的主反应器是直径为1米的固定床绝热反应器,在此基础上可直接放大到单台反应器年产10万吨汽油的规模。
MTG技术20世纪80年代新西兰已有57万吨/年的商业化工厂,目前山西省正在建设利用劣质煤和焦炉煤气生产汽油的MTG合成油示范工程。
2 环保清洁汽油技术--甲醇改性剂环保清洁汽油技术主要是选用了目前储量大传统的可燃原料作为添加原料——甲醇,虽然甲醇是可燃液体,地球上资源存贮巨大,可以缓解人类对汽油巨大的需求,但甲醇不是汽油,也不能简单的与汽油大比例的混合使用,虽然甲醇能以10%~40%的比例可以简单混入汽油,但没有什么明显的经济效益,只有少许的环保效应。
环保清洁汽油技术的关键在于是,在传统的汽油中以大比例加入廉价而相对储量极大,可燃的液体甲醇以及其他的液体可燃物,使原来这些非油的添加可燃物,发生快速的质的变化,而与油本来不能大比例混溶液体,变成了由传统汽油完全均质混溶的透明的——环保清洁汽油。
甲醇制汽油的技术应用现状

甲醇制汽油(MTG)技术应用现状1 甲醇制汽油(MTG)技术的应用现状费托合成工艺是间接煤制油一般所选用的方案,当前,另一方案:煤制甲醇再制汽油(MTG)方案正在成为合成气转化为运输燃料的途径之一,并受到关注。
煤制油(CTL)项目最近的升温使甲醇制汽油(MTG)技术在市场上重新受到青睐。
MTG技术在新西兰于上世纪80年获得商业应用以来又有了一些发展。
埃克森美孚公司在90年代所作的改进包括减少了投资和操作费用。
采用MTG技术的第一套煤制汽油工艺设计和建设已在中国山西晋城无烟煤矿公司进行之中。
该装置初期阶段设计能力为10万吨/年,但预计该项目第二阶段将扩增至100万吨/年。
埃克森美孚公司于2008年12月也将采用MTG技术建设美国第一套MTG 型CTL项目。
DKRW先进燃料公司通过其旗下的MedicineBow燃料和电力公司接受MTG技术转让,在怀俄明州MedicineBow建设1.5万桶/天CTL装置。
晋城无烟煤矿公司和DKRW先进燃料公司的装置都将比新西兰原有装置有很大改进,并积累了10多年来的操作经验。
甲醇制汽油(MTG)技术可使粗甲醇直接转化为低硫、低苯含量、辛烷值为87的汽油,它可直接销售或与常规的炼油厂汽油相调合。
由该工艺过程生产的汽油产率约为89%,LPG产率约为10%,燃料气约为1%。
从事气化技术的美国合成能源系统公司(SES)与埃克森美孚公司合作,加快推广通过甲醇途径的煤制汽油技术,截至2008年9月底,在全球推行其U-GAS 煤炭气化装置,已转让甲醇制汽油(MTG)技术达15套。
SES公司已计划利用MTG技术与美国西弗吉尼亚州、密西西比州和北达科塔州的合作伙伴在其煤气化项目中应用。
如果这些项目建成,将可生产约1亿加仑/年汽油(1美加仑=3.78541立方分米,下同)。
将埃克森美孚公司的MTG技术与SES公司专有的U-GAS气化技术相结合,可利用低成本、丰富的煤炭,包括褐煤和废煤转化生产高价值的运输燃料。
甲醇汽油的技术进展及应用前景
甲醇汽油的技术进展及应用前景钟洪权1,王亚明1,张松2(1.云南昆明理工大学生物与化学工程学院,2.云南省化学化工学会,云南 昆明,650200)摘要:介绍了甲醇汽油的界定,燃料特性,制法及其应用前景。
讨论了甲醇汽油在使用中的安全问题。
关键词:甲醇汽油;甲醇;制法醇类燃料的研究已经有上百年的历史,上世纪初就曾用作汽车燃料,只因其热值较低,价格高,后为石化汽油所替代。
随着石油资源的减少,汽油的消耗量不断增大,环境保护的呼声不断高涨,寻找清洁能源的要求就显得日趋迫切。
上世纪70 年代第2 次世界石油危机后,各国广泛展开寻找替代燃料的研究工作,醇类替代汽油的前景为业内人士看好。
自瑞典提出甲醇可用作汽车燃料之后,甲醇以其合成工艺简单,来源广泛,价格低廉等特点,成为人们关注的热点。
其中,德国、瑞典、新西兰等国家曾先后试用M15甲醇汽油。
1987 年,美国加州开始试用M85甲醇汽油。
我国在“六五”,“七五”期间,也将甲醇汽油列入国家科技重点攻关项目,从部分替代到完全替代的甲醇汽油研究工作持续不断,取得了令人瞩目的进展。
下面就甲醇汽油的技术进展作简要介绍。
1 甲醇汽油作为燃料使用存在的问题1.1甲醇的性质甲醇又名木醇,木精。
甲醇纯品是无色透明,易燃,易挥发性的液体。
沸点65 ℃,蒸汽压:1 218 kPa (20 ℃) ,2 113 kPa (30 ℃) 。
能与水、乙醇、乙醚、苯、酮类等有机溶剂混溶。
甲醇闪点11 ℃,有毒,蒸汽与空气形成爆炸性混合物,遇明火有燃烧爆炸危险,具有腐蚀性。
1.2 甲醇汽油的毒性甲醇是1 种低沸点,易挥发的3级职业性接触有害物质,用作车用燃料其环保问题倍受重视。
对此四川疾病预防控制中心在大量实验考察的基础上,评价了车用甲醇燃料毒性和对环境的影响问题。
甲醇经口、呼吸道和皮肤均可使人中毒,生产环境主要经呼吸道和皮肤途径中毒。
职业接触以防止甲醇蒸发、泄漏、控制空气中甲醇浓度低于50 mg / m3 。
甲醇燃料的生产工艺改进技术

甲醇燃料的生产工艺改进技术甲醇是一种广泛应用于化学工业和能源领域的重要化工品。
它是一种无色、透明、易燃的液体,具有独特的化学性质和良好的可燃性能。
甲醇作为清洁的可再生能源,逐渐被视为未来能源的重要替代品。
然而,目前甲醇燃料的生产工艺还存在着一些问题,影响了其产业化应用的发展。
因此,本文将探讨甲醇燃料生产工艺的改进技术,以及其在产业化应用中的关键问题。
一、甲醇燃料的生产工艺甲醇通常用从天然气或煤炭等化石燃料中生产。
其生产过程主要包括合成气制备、合成反应和精制等环节。
其中,合成气制备一般采用气体化、催化转化等技术,合成反应主要采用低温低压催化剂法和高温高压法,而精制过程则主要包括水洗、蒸汽脱水、吸附分离等。
目前,这些生产工艺已经相对成熟,成本逐渐降低,而产品品质也得到了较好的保证。
二、甲醇燃料生产工艺改进技术尽管甲醇燃料的生产工艺较为成熟,但仍存在一些问题,如催化剂寿命、废水处理等。
因此,对于如何改进甲醇燃料生产工艺,提高其效率、降低成本,一直是行业一直关注的焦点问题。
1、催化剂性能催化剂是甲醇合成过程中的关键因素,其性能直接影响甲醇产量、产品质量和生产成本。
因此,改进催化剂性能成为甲醇燃料工艺改进的重点之一。
目前,许多研究人员通过改变化学成分、物理性质和结构形态等方面来提高催化剂的活性和稳定性。
例如,采用核壳结构、纳米结构、多孔结构等技术,在催化剂的构造上做出了一些改变,从而提高其催化活性和稳定性。
2、废水处理甲醇合成工艺中,废水处理是一个关键的环节,直接关系到生产环保。
据统计,甲醇合成一吨产物大约需要用水三吨,而产生的废水中含有大量的污染物,如COD、氨氮等。
为有效处理废水,当前一般采用物理化学方法和生物处理技术相结合的方法进行。
然而,这些方法要么成本高、效果差,要么处理周期长、稳定性不好。
因此,研究人员正在探索新的废水处理技术,在提高废水处理效率的同时,降低处理成本,减少污染物排放。
三、甲醇燃料产业化应用中的关键问题虽然甲醇燃料生产过程已经得到了改进,但在产业化应用中仍然存在一些亟待解决的问题,这里列举了以下几点:1、成本问题目前,甲醇燃料的成本仍然较高,无法完全替代传统的化石燃料。
甲醇制汽油工艺

甲醇制汽油工艺甲醇制汽油工艺是一种新型的能源转化技术,它是将甲醇作为原料通过一系列的化学反应制备出汽油。
这种技术可以有效地降低石油资源的消耗,减少对环境的污染,因此备受关注。
下面将详细介绍甲醇制汽油工艺的原理、流程以及优缺点。
一、原理甲醇制汽油工艺是基于催化转化技术实现的。
首先将甲醇和氧气在催化剂的作用下进行氧化反应,得到一氧化碳和二氧化碳。
然后将一氧化碳和二氧化碳与水蒸气在催化剂的作用下进行合成反应,生成合成气。
最后通过调节合成气中各种组分比例,在催化剂的作用下进行加氢裂解反应,得到汽油。
二、流程1. 原料准备:首先需要准备好甲醇、空气和水等原料。
2. 氧化反应:将甲醇和空气送入催化器中,在适当温度和压力下进行催化燃烧反应,生成一氧化碳和二氧化碳。
3. 合成反应:将一氧化碳、二氧化碳和水蒸气送入催化器中,在适当的温度、压力和催化剂的作用下进行合成反应,生成合成气。
4. 加氢裂解反应:将合成气送入催化器中,在适当的温度、压力和催化剂的作用下进行加氢裂解反应,得到汽油。
5. 分离纯化:将汽油从反应产物中分离出来,并通过各种纯化工艺得到高纯度的汽油产品。
三、优缺点1. 优点:(1)甲醇是一种可再生资源,相对于石油资源更加环保和可持续。
(2)甲醇制汽油工艺可以有效地降低石油资源的消耗,减少对环境的污染。
(3)甲醇制汽油工艺可以根据市场需求灵活调整产量和品种,具有较好的市场前景。
2. 缺点:(1)甲醇制汽油工艺需要大量投资建设工厂和设备,并且技术难度较高,需要专业人才进行研发和生产。
(2)甲醇制汽油工艺中需要使用催化剂,催化剂的价格较高,对成本造成影响。
(3)甲醇制汽油工艺中需要消耗大量的能源,对环境造成一定程度的污染。
综上所述,甲醇制汽油工艺是一种具有广阔前景的新型能源转化技术,可以有效地降低石油资源的消耗,减少对环境的污染。
但是在实际应用中还需要克服一些技术难点和经济上的限制。
车用燃料甲醇的进展

车用燃料甲醇的进展随着经济的高速发展,能源消耗急速上升环境保护受到广泛重视,寻找汽车代用燃料的研究在世界范围内开展。
甲醇具有价格低廉、合成工艺简单、理论混合气热值较高、运输性良好及污染低等特点,属于清洁燃料,因此以煤代油开发甲醇车用燃料具有重大意义。
1、甲醇车用燃料的发展无铅化燃料的推广带动了对汽车代用燃料的研究,世界各国相继开发出许多新型无铅燃料或燃料添加剂,如甲基叔丁基醚(MTBE)、甲基环成二烯三羰基锰(MMT)、醇类等。
目前世界上大多使用高辛烷值的含氧添加剂MTBE。
MTBE作为汽油添加剂有良好的化学稳定性,不易生成过氧化物.有效提高燃油的辛烷值,减少污染物的排放。
但研究发现,MTBE 在水中的溶解度远大于有机烃,在一定程度上污染了水源。
而其它几种醚类添加剂,如甲基叔戊基醚(TAME)、乙基叔丁基醚(ETBE)等与MTBE性质相似,MTBE的禁用也会影响到它们的使用,而且生产原料价格高,近年来在我国没有得到广泛的工业应用。
使用MMT提高每单位辛烷值所需要的费用比汽油重整和添加 MTBE所需费用要低得多。
使用MMT可以提高辛烷值,降低汽车废气排放量,提高汽车废气转化催化剂的活性。
但为了适应越来越高的环保要求,MMT也受到汽车制造业的反对,国家环保局规定汽油中锰的含量不得大于18 mg/L,而且我国目前尚无生产MMT的厂家,只能每年从国外大量引进。
在常用的醇类代用燃料中,乙醇燃料主要从农作物制取,属可再生能源,在生态循环中可减少大气中的CO2和温室效应。
但乙醇易溶于水,在运输或输送过程中遇水就会分层,无法采用成本很低的管道输送。
另外,乙醇汽油对汽车油箱、化油箱等部件的有色金属、橡胶材料会有不同程度的腐蚀,而且我国农产品成本很高,相应乙醇价格也很高。
同其它代用燃料或添加剂相比较,甲醇的价格低廉,合成工序比合成汽油简单,工艺成熟,能量效率高,又有适用于汽车发动机的特点(如具有较高的理论混合气热值,辛烷值高,抗爆性能好,含氧量高等特点),是内燃机比较成熟而且已经实用的代用燃料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CH3OH→Zeo-OHCH3OH2O-Zeo+-[:CH2+H3O]-O--Zeo+a→CH2=CH2c[CH3++H2O]-O--Zeob(7)甲醇制汽油技术进展及相关问题探讨王银斌臧甲忠于海斌(中海油天津化工研究设计院,天津300131)收稿日期:2011-03-30作者简介:王银斌(1985—),男,2007年本科毕业于中国石油大学(华东)应用化学专业,助理工程师,现从事煤化工相关科研工作。
摘要综述了甲醇制汽油(MTG)的反应机理及固定床、流化床、列管式反应器等工艺流程;介绍了MTG工艺的工业化应用情况;分析了MTG工艺的优点、经济性及制约因素。
指出发展MTG可以优化我国的能源配置,降低对石油进口的依存度,还可以为国内甲醇提供一条切实可行的出路。
关键词甲醇制汽油反应机理工艺技术经济性风险文章编号:1005-9598(2011)-03-0016-04中图分类号:TQ223.12+1文献标识码:A引言近年来,在石油价格高位运行背景下,煤制油(CTL)研究不断升温,而甲醇制汽油(MTG)作为CTL后半段的核心技术之一,也再次受到青睐。
MTG工艺是在Mobil公司开发的甲醇在ZSM-5分子筛上转化为芳烃的基础上发展而来的———以煤或天然气作原料生产合成气,再以合成气制甲醇,最后将粗甲醇转化为高辛烷值汽油。
Mobil法MTG技术首次公开于1976年,历经30多年的改进和创新后,该工艺技术有了很大的进步[1],与石油炼制生产汽油路线的竞争力也越来越强,这对我国来说尤为重要。
1MTG 工艺技术1.1反应机理在甲醇制汽油反应过程中,首先甲醇通过分子间脱水生成二甲醚和水,然后二甲醚在催化剂的作用下转化成轻烯烃(C2~C4),最后轻烯烃通过聚合、烷基化、异构化、氢转移等多步反应生成高级烯烃、正/异构石蜡烃、芳烃和环烷烃的混合物[2]。
反应式如下:2CH3OH→CH3OCH3+H2O(1)CH3OH或CH3OCH3→轻烯烃+H2O(2)轻烯烃→高级烯烃+石蜡烃+环烷烃+芳烃(3)这其中,速控步是二甲醚转化生成轻烯烃,即C-C键的形成过程,具体的反应机理至今没有形成统一的说法,根据生成的中间产物的不同,主要分为碳烯机理、甲基碳离子机理、链反应机理、氧正离子机理和自由基机理等[2-4],现以碳烯机理和甲基碳正离子机理为例进行说明。
1.1.1碳烯机理Swabb等[5]认为,在沸石晶格的碱中心和酸中心的作用下,首先甲醇发生α-消去反应,生成中间产物碳烯[:CH2],它可以直接生成低碳烯烃,也可以和甲醇或二甲醚通过sp3轨道的C-H键插入生成乙烯,反应式如下,其中R为H原子或甲基:→[Zeo-OH-CH2-OHH-O-Zeo]→(4)2[:CH2]→C2H4(5)[:CH2]+CH3OR→CH3CH2OR→C2H4+HOR(6)C.D.Chang等[5]提出C-C键的生成与碳烯和正碳离子两种中间体有关。
首先甲醇或二甲醚通过α-消去反应生成亚甲基,接着生成表面键合的碳烯,进一步通过沸石为媒介,[:CH2]与[CH3+]相互作用生成乙烯,反应模式如下:第3期(总第154期)2011年6月煤化工Coal Chemical IndustryNo.3(Total No.154)Jun.2011CH3OHZeo-O-(碱中心)Zeo-OH(酸中心)}[:CH2]+H2OZeo-O-Zeo-OH}2011年6月高压蒸汽原料甲醇锅炉给水热交换器冷却蒸发器外冷却器循环压缩机去合成气工序蒸汽发生器列管式反应器稳定塔分离器工艺水汽油外冷却器蒸汽锅炉给水图3列管式反应器工艺流程示意图式中,a为α-消去反应,b为脱水反应,c为[:CH2]与[CH3+]相互作用生成乙烯和H+。
1.1.2甲基碳离子机理Ono等[5]根据甲醇在杂多酸和过氟化磺酸树脂等B酸催化剂上转化反应的结果断定,甲醇转化为烃的过程中,存在甲基碳离子,反应过程如下:其中R可以是H或烷基,而甲基碳离子则认为是由催化剂表面甲氧基物种的极化作用生成:当反应体系中有烯烃生成后,甲基碳离子也会和烯烃反应,通过氢转移生成高级烯烃。
1.2工艺过程MTG实现工业化的主要工程问题是如何传递反应热[3]。
Mobil公司为此曾先后开发了MTG固定床、流化床和列管式反应器等3种工艺,近年来,中科院山西煤炭化学研究所又研发出了一步法MTG工艺,现对这4种工艺技术概述如下。
1.2.1固定床工艺MTG固定床工艺流程示意图如图1所示。
反应系统由两段反应器组成:甲醇在第1段反应器中生成接近平衡的甲醇/二甲醚/水混合物,然后进入第2段反应器,在改性ZSM-5分子筛的作用下转化为烃类。
反应产物在高压分离器中闪蒸,轻质气体循环回第2段反应器,以控制反应温度,重质产品经分离器分离出气态烃、液态烃和水。
当反应产物中检测出未反应的甲醇时,说明催化剂结炭失活,需燃烧再生。
工业化流程中并联设置4台第2段反应器,3台运转,1台再生[6-7]。
烃类产物中可以得到85%的汽油,其辛烷值高达93。
固定床反应器工艺的优点是转化率比较高、工艺成熟,缺点是工艺过程复杂、能耗高、投资高。
1.2.2流化床工艺MTG流化床工艺流程示意图如图2所示。
该工艺的一大特点是采用炼油工业中常用的催化裂化(FCC)流化床反应器和流化床再生器,保证催化剂的活性在反应期间稳定。
与固定床工艺相比,流化床工艺具有以下优点:(1)反应过程中便于移去反应热,资源利用率高;(2)催化剂的活性稳定性高,汽油品质变化幅度小;(3)产物中均四甲苯含量较低(质量分数≤5%);(4)轻质气体循环量小[6]。
虽然流化床工艺至今无工业化装置建成,但是其应用前景十分广阔。
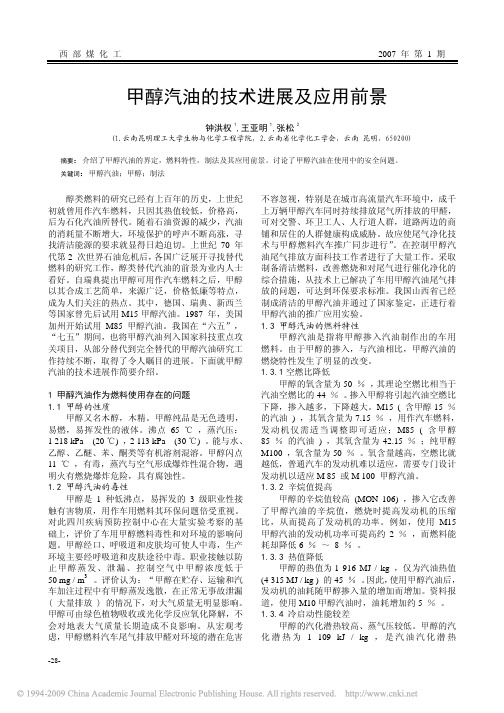
1.2.3列管式反应器工艺MTG列管式反应器工艺流程示意图如图3所示。
CH3++CH3OR→CH3CH2-ORH[]+→CH3CH2OR+H+(8)CH3CH2OR→CH2CH2+ROH(9)OAlOOSiOOOCH3OAlOOOSiOOOCH3-+(10)精甲醇脱水反应器转化反应器循环气408℃压缩机分离器水气体产品烃类液体产品334℃图1固定床工艺流程示意图换热器分离器分离器再生器冷却器冷却器冷却器冷凝器冷凝器冷却器流化床反应器热导油分离罐泵再沸器脱丁烷塔分馏罐加热器加热器加热器N2N2+空气甲醇C4气体C5+汽油水图2流化床工艺流程示意图王银斌等:甲醇制汽油技术进展及相关问题探讨17--2011年第3期煤化工原料甲醇和循环气与反应器出来的气体进行热交换,调整到所需要的温度后,从上部进入列管式反应器,在催化剂作用下,转化为烃类。
反应热由列管式反应器壳程循环的熔融盐带入到蒸汽发生器中,产生高压蒸汽,实现能量的充分利用。
反应产物通过分离器分离出循环气、液态烃和水,循环气由压缩机输送回转化工序,液态烃通过稳定塔进一步分离得到C1~C4烃类和C5+烃类[6]。
该工艺虽然可以较好地控制反应温度,但反应器结构复杂,建设成本高。
1.2.4一步法新工艺一步法MTG工艺由中科院山西煤炭化学研究所、赛鼎工程有限公司、云南煤化工集团公司联合开发,该工艺以改性ZSM-5分子筛为催化剂,通过固定床绝热反应器,将甲醇一步转化为汽油和少量LPG,其显著优点是:工艺流程短,汽油选择性高,催化剂稳定性和单程寿命等指标均优于已有技术[6],反应产物中汽油选择性可达37%~38%,辛烷值为93~99,并具有低烯烃含量(5%~15%)、低苯含量和无硫等特点。
2MTG 工艺的应用美国Mobil公司最早于1986年初在新西兰实现了MTG的工业化[7],所建装置年产合成汽油60万t,并成功运行了10年。
之后随着石油价格的回落,该装置改为生产化学级甲醇。
20多年来,有关煤气化制甲醇,再由甲醇制汽油的研究从来没有停止过,并且工艺技术也愈加成熟[1]。
2010年3月下旬,世界首家煤基甲醇合成油企业———晋煤集团天溪煤制油分公司10万t/a煤合成油示范项目试产成功,其中的甲醇制汽油装置采用埃克森美孚研究工程公司的专有工艺,以改性ZSM-5分子筛为催化剂,将甲醇转化为辛烷值为92的汽油,不产生费-托合成工艺的蜡副产物。
国内技术的工业示范装置于2007年底试车成功,目前正进行工业化装置建设。
2006年底,中科院山西煤炭化学研究所研发的一步法甲醇转化制汽油技术在其能源化工中试基地完成中试,基于该技术设计开发的3.5kt/a合成汽油工业示范装置,于2007年12月在云南煤化工集团解化公司投产,批量生产出合格汽油产品[8]。
此外,2007年4月,全国煤化工设计技术中心依据自主研发的技术建成年产1万t汽油的MTG试验装置,并取得可以满足工业化放大设计的各项数据[9]。
该工艺的汽油合成反应器中至少设有三段催化剂床层,并采用热循环气调温、冷循环气调温等4种方法控制反应器内的温度,解决了甲醇制汽油技术方案中温度控制难以及中间产物二甲醚无法有效提取的问题,整个反应过程安全稳定性高、能耗低、投资省,能够实现规模化工业生产。
3MTG 工艺优点在合成气制汽油方面,传统工艺费-托合成法虽然可以从合成气直接制备得到汽油,但是,反应产物中汽油选择性不高,蜡副产物过多。
与费-托合成法相比,MTG工艺具有以下优点[1,6-7]:(1)产物油作为汽油使用时,性能良好。
产物油中多为支链烷烃和甲基化的芳香烃,基本不含碳数为11以上的烃类(如表1所示)。
表1MTG 产品与费-托合成法产品的比较低温费-托合成(220℃)高温费-托合成(340℃)MTG甲烷/%580.7C2~C4/%73016.9C5~C11/%193682.3中间馏分油/%2216重质油/蜡油/%465水溶性含氧化合物/%150.1合计/%100100100(2)对原料的纯度要求不高,粗甲醇即可作为MTG工艺的原料。
(3)MTG工艺产生的少量副产物是液化石油气和高热值燃料气,利用价值高。
(4)MTG作为已商业化验证的工艺,拥有近10年的操作经验,是生产清洁汽油的低风险方案,并且MTG工艺多采用常规的气相法固定床反应器,工业放大比较容易。
(5)甲醇合成工艺和MTG工艺通过液体甲醇相联系,而液体甲醇存储又比较方便,所以2套装置可同时开工,也可单独运行,操作灵活性较高。
18--2011年6月4制约因素虽然MTG工艺在技术和经济上都具有可行性,但至今却没有得到广泛的工业应用,其原因主要有以下几点:(1)原子利用率低。
以甲醇为原料制备汽油,产物中50%以上的是水,这是因为甲醇分子中的羟基完全没有得到利用,而是转化生成了水,导致原料的原子利用率低。
(2)经济效益稳定性问题。
受多种因素影响,国内甲醇价格波动较大;再则是,甲醇的后续产业较多,MTG工艺的竞争性面临挑战。
(3)工艺技术存在一定的风险。
国内新技术一步法甲醇制汽油工艺的工业化装置正在建设中,考虑到工程放大效应,必将承担一定的风险。