浅析酸水汽提单塔与双塔工艺的比较
单塔和双塔汽提变换低温工艺冷凝液技术探讨

单塔和双塔汽提变换低温工艺冷凝液技术探讨说起单塔和双塔汽提变换低温工艺冷凝液,听起来是不是有点头大?别急,我来给大家捋一捋。
你可千万别小看这东西,它在工业生产中可是个大有作为的角色。
这玩意儿听上去很专业,但如果我给你讲个通俗点的例子,估计你就能马上懂了。
咱得说清楚什么是“汽提变换”。
这其实就是一个用气体处理液体的过程,简单说,就是通过加热或者气体交换把液体中的某些成分分离出来。
是不是有点像你喝的茶,一泡泡出来的就是浓郁的味道,剩下的就是清汤水。
而“低温工艺冷凝液”呢,就是把气体冷却到一定程度,让其中的成分重新变成液体。
这些液体就是我们要处理的宝贵“资源”,它们可能是液化气,也可能是一些化学溶剂,关键是能从这些冷凝液里分离出所需要的成分,做到“物尽其用”。
那单塔和双塔的区别在哪儿呢?别急,我这就给你细细道来。
单塔呢,其实就是一个塔,塔里有液体、气体和一些填料,气体和液体在塔里进行一系列的交换和反应,经过塔顶或者塔底就能得到你需要的液体。
而双塔呢,它的名字就有点“套娃”的意思,两座塔一起工作。
一个塔负责先处理,另一个塔再接着处理,效果当然是更加高效了。
就好比是你请了两个人来干活,一个人在前面分担,你还得接着做,这样才能更快完成任务。
双塔工艺呢,优势就在于分工明确,效率高,产出的冷凝液更加纯净。
哎呀,我得跟你讲个“黄粱一梦”的道理。
很多人看到这两种工艺时,脑袋里总想着:“哎,这个工艺肯定很复杂,搞不好就全是高科技,咱就算了吧。
”但其实没那么夸张。
这些高科技的背后,其实就是一些小心机和聪明的设计,目的就是让我们在生产中能更加节省时间、减少资源浪费。
我突然想起以前在工厂实习的时候,大家都以为“塔”就是那些巨大的金属结构,走在旁边都要小心翼翼。
结果一了解才知道,这些塔的设计其实就像是做菜的配方,塔里加啥,温度是多少,塔底和塔顶之间的区别,每一步都要精准到位。
简直就像是做精致的餐点,丝毫不容忍瑕疵。
说到“冷凝液”,它的作用可是非常重要的,大家千万别小看它。
污水处理中的汽提法性能说明
污水处理中的汽提法性能说明汽提法通常用于脱除污水中的溶解性气体和某些挥发性物质。
其原理是将空气或水蒸气等载气通入水中,使载气与污水充分接触。
导致污水中的溶解性气体和某些挥发性物质向气相转移,从而达到脱除水中污染物的目的。
一般使用空气为载气时称为吹脱,使用蒸汽为载气时称为汽提。
空气吹脱通常只用于脱除用石灰石中和酸性污水和经过软化处理或电渗析、反渗透处理后的污水中的CO2,以提高因CO2而产生的低pH 值、满足后续生物处理的需要。
汽提法常被用于含有H2S、HCN、NH3、CS2等气体和甲醛、苯胺,挥发酚等主他挥发性有机物的工业废水的处理。
以避免这些酸性物质对活性污泥中微生物可能产生的毒害和避免发生硫化氢中毒事故。
1.常用类型处理含有硫化物、酚、氰化物、氨氮等物质的酸性污水常用的蒸汽汽提方式有双塔汽提和单塔汽提两大类。
双塔汽提是使原料污水依次进入硫化氢汽提塔和氨气汽提塔,在两个塔内分别实现硫化氢和氨气从污水中分离的过程。
双塔汽提可同时获得高纯度的硫化氢和氨气,净化水水质较好,可回用或进入综合污水处理厂处理后排放。
其缺点是设备复杂,蒸汽消耗量大。
单塔汽提是利用硫化氢和氨在不同温度下在水中溶解度的变化存在差异这一特性,使污水在汽提塔内温度高低变化,从而实班氨与酸性气分别从污水中脱出。
单塔汽提的特点是在—个汽提塔内同时实现硫,化氢和氨气分离的过程。
其优点是设备简单、蒸汽单耗低。
常用的单塔汽提为单塔加压侧线抽出汽提(见图 2 - 9)。
该工艺流程具有设备简单、操作平稳、蒸汽单耗低、原料水质适应范围宽等特点,能同时高效率地将硫化氢和氨脱出。
净化水水质好。
当污水中氨含量较低,只需脱除硫化氢时。
为进一步简化流程和操作。
可采用单塔加压无侧线抽出流程(见图2-10)。
汽提产生的硫化氢和氨气必须予以回收。
因为焚烧只是将硫化氢氧化为二氢化硫后排放,而二氧化硫是产生酸雨的一个主要原因。
国家有关法规对此有严格的规定。
因此。
提倡使用的汽提装置要同时具备将硫化氢收集处理的能力,一般是将硫化氢送到硫磺同收装置制硫。
煤化工酸水汽提装置运行存在问题及解决方法
煤化工酸水汽提装置运行存在问题及解决方法刘杰平,朱中华(国家能源集团宁夏煤业有限责任公司煤制油分公司,宁夏银川750409)摘要:本文简述了酸水汽提工艺的发展概况和技术进展,详细介绍了煤化工酸水汽提装置实际运行中存在的几类主要问题,并提出切实可行的解决措施,具有一定的借鉴意义。
关键词:酸水汽提;工艺;问题;措施中图分类号:TQ05文献标识码:B 文章编号:2096-7691(2021)02-063-04作者简介:刘杰平(1971-),男,助理工程师,2005年毕业于中国石油大学,现任国家能源集团宁夏煤业有限责任公司煤制油分公司净化合成厂副厂长,主要从事化工安全生产及工艺技术管理工作。
Tel:150****5238,E-mail:**********************.cn引用格式:刘杰平,朱中华.煤化工酸水汽提装置运行存在问题及解决方法[J ].能源科技,2021,19(2):63-66.1酸水汽提简介在石油化工装置生产过程中,部分装置会产出酸性废水,酸性水是一种含有H 2S 、NH 3、CO 2等挥发性弱电解质的水溶液,同时含有酚、氰化物和油等污染物。
一般情况下,煤化工工艺中产生的废水COD 在500~1500mg/L ,其酸性气体含量在4000~25000mg/L ,氨含量一般在3000~15000mg/L ,这些废水若不进行处理是无法再利用的;但如果处理不合格,则不仅会严重腐蚀管道设备,而且会对后系统的正常运行造成严重影响;若废水外排,将会加大污水处理厂负荷,对环境造成很大危害。
目前,国内对该废水处理的一般措施为采用蒸汽汽提方法进行处理,即首先将废水中的COD 、酸性气体和氨汽提出来,使废水中的COD 、酸性气和氨含量降低至一定标准后,再送至生化段进行污水处理或回用处理,称为酸水汽提,又称酸性水汽提。
2酸水汽提技术发展国内普遍应用的酸性水汽提工艺主要有单塔加压侧线抽出汽提、单塔常压无侧线汽提、单塔加压无侧线汽提和双塔加压汽提4种工艺流程[1-4]与4种工艺对比如下:2.1单塔加压侧线抽出汽提工艺单塔加压侧线抽出汽提工艺,酸性水分成冷、热进料分别进入塔内,冷热进料比为0.25~0.40;温度为35~40℃的冷进料打入塔顶,塔顶压力为0.5~0.6MPa ,塔顶排出纯度很高的酸性气,去硫回收装置。
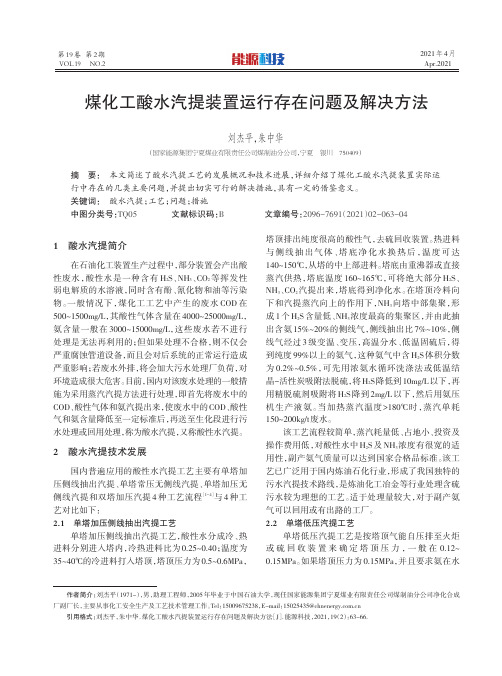
酸性水单塔加压侧线抽出汽提工艺的节能优化
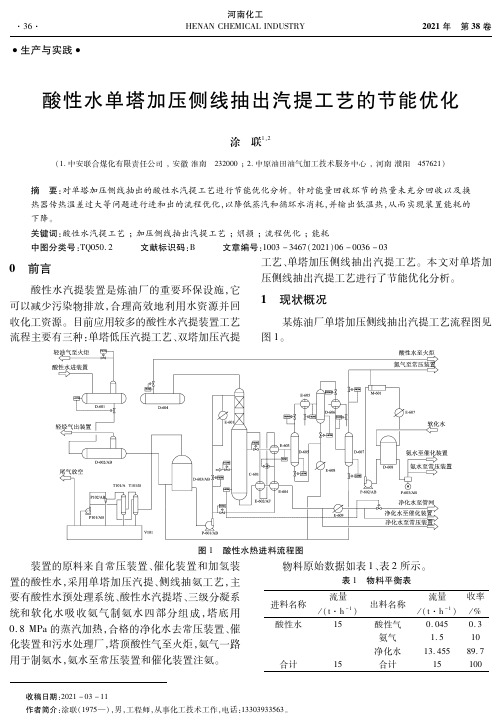
图 3 酸性水热进料流程图
3.2.2 改造内容 ①将 E609A/B拆分成 E609A和 E609B两台单
独换热器,E609A更名为 E604B,作为净化水 -热媒 水换热器,E609B放在原位置。②新增低温热管线 及阀门至净化水 -热媒水换热器 E604B处。③将 净化水去常压装置管线改至净化水冷却器 E609B 前净化水管线上。 3.2.3 改造效果及效益
后 温 度 90℃ (输 出 低 温 热 )。净 化 水 净 化 水 (13.456t/h,95℃)经酸性水 -净化水一级换热器 E604和酸性 水 (12.5t/h,42.1℃)换 热,净 化 水 换 后温度 77℃,换后净化水直接去常压装置。将净化 水去常压装置管线改至净化水冷却器 E609B前净 化 水 管 线 上,剩 余 的 净 化 水 通 过 净 化 水 冷 却 器 E609B冷却后去催化装置,酸性水热进料流程图如 图 3所示。
3.1 酸性水进料流程优化 3.1.1 方案
冷进料:一股酸性水(2.5t/h,35℃)直接进酸 性水汽提塔 C601,若酸性水温度 >35℃,则先经冷 进料冷却器 E601和循环水换热,酸性水换至 35℃ 后,再进酸性水汽提塔 C601。
热进料:另 一 股 酸 性 水 (12.5t/h,35℃)经 新 增一、二级分凝液 -酸性水换热器 E608B和一、二
位号 E604
名称 酸性水和净化水一级换热器
工作介质
管
酸性水
壳
净化水
温度 /℃
入口
出口
27 129.6
60 99.6
传热温差 /℃
68.7
E603 E605
一级冷凝冷却器 二级冷凝冷却器
管 壳
酸性水 侧线气
酸性水汽提塔工艺模拟及优化

收稿日期:2018G12G12基金项目:上海市联盟计划项目(L M 2016G38)资助作者简介:李书珍(1969G),女,高级实验师,硕士,主要从事绿色化工工艺的研究.E Gm a i l :l s z @s i t .e d u .c n 通信作者:王㊀磊(1968G),男,副教授,博士,主要从事绿色化工工艺的研究.E Gm a i l :w l @s i t .e d u .c n㊀㊀文章编号:2096G3424(2019)01G0048G04D O I :10.3969/j.i s s n .2096G3424.2019.01.006酸性水汽提塔工艺模拟及优化李书珍1,㊀李小庆1,㊀王哲慧2,㊀周㊀迪1,㊀刘㊀倩1,㊀王㊀磊1(1.上海应用技术大学化学与环境工程学院,上海201418;2.常州大学材料科学与工程学院,江苏常州213164)摘㊀要:运用A s p e n p l u s 流程模拟软件,对单塔加压汽提塔进行模拟,模拟分析了热冷进料比㊁塔顶采出量㊁侧线抽出量与热进料进塔温度对净化水氨含量的影响,确定了汽提塔优化后的操作参数,为汽提塔改造提供理论依据.关键词:A s p e n p l u s ;酸水汽提塔;流程模拟;减排;优化中图分类号:T Q034㊀㊀㊀文献标志码:AS i m u l a t i o na n dO p t i m i z a t i o no f A c i dS t r i p p i n g To w e r L I S h u z h e n 1,㊀L IX i a o q i n g 1,㊀WA N GZ h e h u i 2,㊀Z H O UD i 1,㊀L I UQ i a n 1,㊀WA N GL e i 1(1.S c h o o l o fC h e m i s t r y a n dE n v i r o n m e n t a l E n g i n e e r i n g ,S h a n g h a i I n s t i t u t e o fT e c h n o l o g y,S h a n g h a i 201418,C h i n a ;2.S c h o o l o fM a t e r i a l sS c i e n c e a n dE n g i n e e r i n g,C h a n g z h o uU n i v e r s i t y ,C h a n g z h o u213164,J i a n gs u ,C h i n a )A b s t r a c t :A s p e n p l u s p r o c e s ss i m u l a t i o ns o f t w a r e w a se m p l o y e dt os i m u l a t et h es i n g l e Gt o w e r p r e s s u r e s t r i p p e r .T h e i n f l u e n c e s o f h o t a n dc o l d f e e dr a t i o ,t o w e r t o p o u t p u t ,s i d e l i n eo u t pu t a n dh o t f e e d i n l e t t e m p e r a t u r eo na m m o n i ac o n t e n to f p u r i f i e d w a t e r w e r ea n a l y z e dr e s p e c t i v e l y .F i n a l l y ,t h eo pt i m i z e d o p e r a t i o n p a r a m e t e r so fs t r i p p e r w e r e d e t e r m i n e d ,t h u s p r o v i d i n g t h e o r e t i c a lb a s i sf o rt h e o pe r a t i o n i m p r o v e m e n t of s t r i p p i ng to w e r .K e y wo r d s :A s p e n p l u s ;s o u lw a t e r s t r i p p i n g t o w e r ;p r o c e s s s i m u l a t i o n ;e m i s s i o n r e d u c t i o n ;o p t i m i z e ㊀㊀酸性水汽提塔是硫磺回收装置中重要的废水处理设备,主要处理石油炼制过程中产生的酸性水,并回收N H 3和H 2S [1G2].国内各炼油厂㊁科研单位以及设计单位对提高和改善酸水汽提技术开展了大量的研究工作,改进了酸性水汽提塔的操作和设计,在操作㊁计算㊁理论以及工程设计等方面取得一定的成果,开发了多种酸性水汽提工艺[3G4].目前,国内酸性水汽提技术有:单塔常压㊁单塔加压㊁双塔高低压及双塔加压4种酸性水汽提工艺[5G9].洛阳石油化工工程公司开发的单塔加压汽提工艺是为了清除污水中的N H 3和H 2S 等成分,回收副产品,达到循环用水并减少污染物排放.此工艺利用N H 3GC O 2GH 2S GH 2O 弱电解质物质的相平衡特点,酸性气体从塔顶流出,侧线抽出富氨气体,塔底得到H 2O .与双塔汽提技术相比,单塔加压工艺具有设备投资低㊁流程简单㊁能耗低以及操作稳定等优点广泛应用[10G14].山东某炼油厂由于处理能力的提高,使得原酸水汽提单元工艺指标中净化水不能满足N H 3ɤ150m g k g -1,H 2S ɤ50m g k g -1.本论文运用A s pe n p l u s 过程模拟软件,采用电解质活度系数㊀第19卷第1期㊀2019年3月应㊀用㊀技㊀术㊀学㊀报J O U R N A L O FT E C HN O L O G YV o l .19N o .1㊀M a r .2019㊀㊀第1期李书珍,等:酸性水汽提塔工艺模拟及优化49㊀模型E L E C N R T L 模型,对单塔加压汽提工艺进行模拟计算,通过对模拟结果进行分析,确定了汽提塔适宜的操作条件.1㊀酸水汽提塔模拟流程单塔加压工艺,如图1所示.冷酸性水原料从顶部进入汽提塔,热酸性水原料从中上部进入汽提塔,塔底采用重沸器加热,塔顶采出富含H 2S 酸性气,NH 3从侧线抽出,表1所示为汽提塔的模拟基础数据.其中,冷㊁热进料百分比分别为:N H 3(2%),H 2S (1.8%),C O 2(0 12%),H 2O (96 08%).图1㊀酸水汽提塔模拟F i g .1㊀S i m u l a t i o no f a c i dw a t e r s t r i p p i n gt o w e r 表1㊀汽提塔模拟基础数据T a b .1㊀B a s i c d a t a f o r s i m u l a t i o no f s t r i p p i n gt o w e r ㊀项目塔板数流量/(k gh -1)温度/ħ压力/M P a 汽提塔塔板数30\\\冷进料1500040\热进料515000140\塔底压力\\\0.53塔底净化水\19100\\塔顶抽出量\400\0.5侧线抽出量121500\\2㊀结果与分析为了研究酸水汽提塔出口净化水的质量的影响因素,采用A s p e n p l u s 软件的R a d F r a c 模型模拟酸水汽提塔汽提过程.由于加氢酸性水属于电解质体系,因此物性方法采用E L E C N T R T L ,模型收敛,模拟结果与实际结果进行比较,如表2所示.由表2数据可见,模拟计算数据与实际数据基本相符,说明建立的模型恰当.酸水汽提部分净化水中氨含量为1400m g k g -1>150m g k g -1,远远超过了工艺指标中净化水中氨含量.上游加氢装置排放的酸性污水氨含量大幅增加,导致酸水汽提单元排放净化水氨含量超标,为了控制净化水的质量,现对影响汽提效果的有关因素进行模拟分析,并对净化水氨超标现象提出优化的工艺参数.表2㊀酸水汽提模拟计算与实际情况的比较T a b .2㊀C o m pa r i s o n sb e t w e e n s i m u l a t e dc a l c u l a t i o na n da c t u a l s i t u a t i o no f a c i dw a t e r s t r i p p i n g项目模拟计算数据实际工业数据塔顶酸性气体侧线料净化水温度/ħ40.842流量/(k gh -1)400380w (H 2S)/%88.889w (N H 3)/%14.71.5w (H 2O )/%15.31.4w (C O 2)/%9.08.8温度/ħ148144流量/(k gh -1)14801500w (N H 3)/%25.826流量/(k gh -1)14001414w (H 2S)/%痕量痕量㊀㊀加氢酸性污水是包含各种离子㊁分子的多元水溶液,其溶液中存在相平衡㊁电离平衡和化学平衡,影响平衡的因素有很多,为了方便操作参数的改进,现仅对汽提塔的塔顶采出量㊁热进料进塔温度㊁侧线采出量以及热冷进料比进行优化.2.1㊀热冷进料比对净化水氨含量的影响酸性水总进量为20000k g h -1,其热进量与冷进量比值对净化水氨含量的影响,如图2所示.图2㊀热冷进料比对净化水氨含量的影响F i g.2㊀E f f e c t o f h o t a n d c o l d f e e d r a t i o o na m m o Gn i a c o n t e n t i n p u r i f i e dw a t e r随着热冷进料比值的增大,酸性气中H 2S 的含量基本保持不变,侧线氨含量略有降低,但净化水中氨含量从开始的109m g k g -1逐渐增加到3400m g k g -1.冷进料影响着酸水汽提塔塔顶抽出气体中氨的含量;冷进料的量也影响着侧线氨的质量.50㊀㊀㊀应㊀用㊀技㊀术㊀学㊀报第19卷㊀在酸性水总进量不变的情况下,增加热冷进料比值相应的减少了冷进料量,导致塔顶抽出氨的量相应减少,从而导致了净化水中氨的含量增加.当热冷进料比值为1.8~2.0,其净化水中氨含量满足工艺排放要求,当工业生产中发现净化水中氨含量超标时,可以适当降低热冷进料比值也就是增加冷进料的量,从而减少净化水中含氨量.当处理酸性污水的总量不变时,热冷进料比在1.8~2.0之间时,其净化水中氨的含量<150m g k g -1,满足排放要求.考虑到重沸器能耗以及净化水中质量因素,建议实际操作中热进料流量为13104k g h -1,冷进料流量为6896k gh -1.2.2㊀塔顶采出量对净化水氨含量的影响当热进料的流量为13104k g h -1,冷进料的流量为6896k gh -1时,侧线抽出位置不变,其侧线抽出量也不变,考察了塔顶采出量与净化水氨含量的关系,如图3所示.图3㊀塔顶采出量对净化水氨含量的影响F i g .3㊀E f f e c t o f t o pp r o d u c t i o n q u a n t i t y on a m m o Gn i a c o n t e n t i n p u r i f i e dw a t e r由图3可见,随着塔顶气体采出量的增加,塔顶采出酸性气体中w (H 2S )逐渐减小,侧线抽出气体中w (N H 3)也逐渐降低,其净化水氨含量也相应减少.当塔顶采出气体量增加,其相应的会带出一些N H 3,然而系统中氨的总质量不变,这样导致了侧线抽出气体中的氨含量以及净化水中氨含量都降低.因此,当出现净化水中氨含量超标的现象时,在保持汽提塔其他操作参数不变的情况下,可以通过适当的增加塔顶采出量,来达到减少净化水中氨的含量的目的,提高净化水的质量.当塔顶采出气体量为650k g h -1时,净化水中N H 3的含量最低为12k g h -1,但塔顶w (H 2S )仅为55.3%.实际操作中选定塔顶的采出量为400k g h -1,此时塔顶采出酸性气体中w (H 2S )为89.9%,其净化水中氨含量为144m g,满足工艺排放要求.2.3㊀侧线抽出量对净化水氨含量的影响当热进料的流量为13104k g h -1,冷进料的流量为6896k g h -1,塔顶采出气体量为400k gh -1,汽提塔其他操作参数不变,只改变侧线采出量,通过A s p e n p l u s 软件模拟分析,得出侧线抽出量对净化水氨含量的影响,如图4所示.图4㊀侧线抽出量对净化水氨含量的影响F i g .4㊀E f f e c to fs i d i n gp r o d u c t i o n q u a n t i t y on a m m o n i a c o n t e n t i n p u r i f i e dw a t e r由图4可以看出,净化水氨含量和侧线抽出气体N H 3的含量随着侧线抽出量的增加而降低,而塔顶硫化氢含量变化不大.因此当净化水氨含量超标时,可以采取增加侧线气体采出量,降低净化水的氨含量.当侧线抽出量为1000k gh -1时,侧线抽出气体中w (N H 3)高达29.1%,但此时的净化水中氨含量为5422m g /k g,远远超过了排放要求;当侧线抽出量为1600k gh -1时,此时净化水中氨的含量为64m g /k g,其塔顶w (H 2S )为90%,侧线w (NH 3)为24.4%.侧线采出量在一定范围内对塔顶硫化氢含量影响不大,实际酸水汽提塔侧线抽出量操作参数取值为1600k gh -1.2.4㊀热进料进塔温度对净化水氨含量的影响当热进料的流量为13104k g h -1,冷进料的流量为6896k g h -1,塔顶采出气体量400k g h -1,侧线抽出量为1600k gh -1,酸水汽提塔其他操作参数不变,仅改变热进料进塔温度,分析热进料进塔温度对净化水氨含量的影响,计算结果如图5所示.由图5中可见,随着热进料温度的提高,塔顶采出气体中w (H 2S )基本不变,侧线抽出气体中w (N H 3)也基本无变化,但净化水氨含量逐渐增大.因此当净化水中氨含量超标时,可以适当降低热进料温度来控制净化水的质量,过度降低热进料温度会加大再沸器能耗,影响设备性能.当热进料温度为150ħ时,塔顶w (H 2S )为90%,侧线w (N H 3)为㊀第1期李书珍,等:酸性水汽提塔工艺模拟及优化51㊀图5㊀热进料温度对净化水氨含量的影响F i g .5㊀E f f e c t o f t e m pe r a t u r e of h o t f e e d o n a m m o Gn i a c o n t e n t i n p u r i f i e dw a t e r24.4%,净化水中氨的含量为132m g k g -1.实际酸水汽提塔热进量温度操作参数取值为150ħ.2.5㊀优化计算通过模拟计算,酸水汽提塔优化操作参数,如表3所示.表3㊀优化后的酸水汽提塔操作参数T a b .3㊀O p t i m i z e do pe r a t i o n p a r a m e t e r s of a c i dw a t e r s t r i p p i n gt o w e r 热进料温度/ħ冷进料量/(k g h -1)热进料量/(k g h -1)塔顶采出量/(k gh -1)侧线采出量/(k gh -1)1506896131044001600采用以上参数进行模拟,优化后的模拟结果如表4所示.从表4可以看出,酸水汽提塔操作参数经过优化后,汽提塔塔顶流出气体中w (H 2S )为90%,塔底净化水氨含量为132m g k g -1,满足工艺排放要求.表4㊀优化操作参数下的模拟结果T a b .4㊀S i m u l a t i o n r e s u l t s o n t h e o p t i m i z e do pe r a t i o n pa r a m e t e r s 项目塔顶酸性气体侧线净化水温度/ħ59143154w (H 2S )/%9000w (N H 3)/%1.924.40.0131w (H 2O )/%2.175.699.9869w (C O 2)/%600总流量/(k gh -1)4001600180003㊀结㊀语(1)生产过程中酸水汽提装置净化水氨含量超标时,可以通过减少热冷进料比,增加塔顶采出量,降低热进料温度和增加侧线采出量,降低净化水氨含量.(2)当酸水汽提塔热冷进料比为1.9ʒ1时,热进料温度为150ħ,塔顶采出量为400k gh -1,侧线抽出量为1600k g h -1,塔顶酸性气中w (H 2S )为90%,侧线气体w (N H 3)为24.4%,净化水中氨含量为132m g k g -1,满足净化水排放标准.参考文献:[1]㊀李菁菁.炼油厂酸性水汽提工艺的选择[J ].中外能源,2008,13(4):108G110.[2]㊀李书珍,沈婷,井春鱼,等.超亲水G疏油材料T i O 2GF /S i O 2/F GP E G 油水分离性能的研究[J ].应用技术学报,2018,18(1):45G51.[3]㊀刘芳.A s p e n P l u s 在酸水汽提装置中的初步应用[J ].能源化工,2013,34(4):36G40.[4]㊀白知成,刘畅.酸性水汽提装置氨汽提塔再沸器腐蚀原因及应对措施[J ].化工管理,2018(45):44G45.[5]㊀涂联,陈新殿.酸性水汽提装置的技术改造[J ].山东化工,2011,40(4):68G69.[6]㊀王杏佳,王艳菲.炼厂酸性水汽提装置中原料水预处理的工艺设计[J ].山东化工,2018,47(18):177G181.[7]㊀李章平,孙秋荣.A s p e n p l u s 软件在含硫废水汽提工艺设计中的应用[J ].化工环保,2004,24:81G83.[8]㊀I B R A H I M S ,R A HMA N R K ,R A J A.E f f e c t so fH 2Oi n t h e f e e do f s u l f u r r e c o v e r y u n i t o n s u l f u r p r o Gd u c t i o n a n d a r o m a t i c se m i s s i o nf r o m c l a u sf u r n a c e [J ].I n d &E n g Ch e m R e s ,2017,56(41):11713G11725.[9]㊀熊献金.单塔加压侧线抽出污水汽提工艺流程模拟程序包的建立及其应用[J ].炼油技术及工程,2004,34(12):38G40.[10]㊀程彬.酸性水汽提装置工艺浅析[J ].河南化工,2010,27(7):45G47.[11]㊀黄占修.单塔抽氨酸性水汽提装置结垢原因分析及措施[J ].炼油技术与工程,2018,48(4):7G11.[12]㊀宋红燕.制氢装置酸性水汽提不合格原因分析及解决措施[J ].石油炼制与化工,2017,48(7):79G82.[13]㊀C HA R D O N N E A U A M ,I B R A H I M S ,G U P T A AK ,e t a l .R o l e o f t o l u e n e a n d c a r b o n d i o x i d e o n s u l f u rr e c o v e r y e f f i c i e n c y i nac l a u s p r o c e s s [J ].E n e r g y P r o c e d i a ,2015(75):3071G3075.[14]㊀李能.酸性水汽提装置节能降耗新措施[J ].石油化工技术与经济,2017,33(6):20G23.(编辑㊀陈㊀红)。
炼油厂酸性水汽提装置存在的问题分析及解决措施

炼油厂酸性水汽提装置存在的问题分析及解决措施摘要:在社会经济水平不断提高的今天,我国各个方面在实际发展过程中会面临着越来越多的机遇和挑战,其中也会存在很多问题。
就从目前情况看来,炼油厂在我国发展过程中占据着非常重要的地位,对社会经济发展也有着非常重要的影响,不过炼油厂在实际生产中使用酸性水汽提装置会受到一些因素的影响,从而导致很多问题的出现,这些问题会对整个生产起到极为不利的作用。
所以,炼油厂相关管理人员要在实际生产过程中对酸性水汽提装置存在的问题予以足够重视,结合实际来采取相应对策进行处理,这样才可以提高生产效率。
关键词:炼油厂;酸性水汽提装置;存在问题;解决对策前言:通过实际调查发现,现阶段炼油厂在对酸性水进行处理的时候会用到两种工艺,这两种工艺分别是双塔气提工艺和单塔气提侧线抽出工艺,这两种工艺有着不同的优缺点,工作人员要结合实际情况来采取相应的工艺来确保酸性水汽提装置正常运行。
另外,工作人员也要严格按照相关要求和规定来开展各方面工作,这样才可以对实际生产起到促进作用一、炼油厂酸性水汽提装置存在的问题分析(一)酸性水中固定氨含量增加引起净化水氨氮超标在通常情况下,汽提净化水在酸性水汽提装置当中能够发挥出良好的效果,不过部分炼油厂使用的汽提净化水内部的氨氮含量超出规定的范围,导致这种问题出现的原因主要是整体汽提效率降低或工作人员操作不当,这样酸性水中固定氨的含量就会不断增加。
所谓固定氨,简单的来说就是氨以一种强酸氨盐的形式存在,通过简单的加热是无法将这种固定氨进行有效的分解,固定氨与水紧密的融合到一起而难以分离。
固定氨含量增加会导致净化水氨氮总含量比预期要超出许多,这样就会导致后期对氨进行处理的难度增加,严重的时候还会对自然环境带来一定程度的污染。
(二)流程不合理造成汽提效率降低部分炼油厂受到传统生产模式和理念的影响比较深,多数情况下都是依照以往的流程来开展各方面工作,侧线抽出的富氨气会直接进入到浓氨水塔内部,在这之后可以对富氨气进行充分应用,通过汽提来对浓氨水进行提取。
对炼油厂酸性水汽提工艺的选择相关思考与分析

一、酸性水汽提工艺1.单塔加压侧线抽出汽提工艺在应用单塔加压侧线抽出汽提工艺时需要将酸性水分成冷、热进料运送汽提塔进行理塔。
单塔加压侧线抽出汽提工艺应用的主要设备分别为主汽提塔、冷进料冷却器、酸性气冷凝冷却器、酸性气分液罐、一级冷凝冷却器、重沸器、原料水净化水一级换热器、原料水净化水二级换热器、净化水空冷器、凝结水罐以及净化水冷却器。
单塔加压侧线抽出汽提工艺的处理流程在应用中较为简单,蒸汽耗量较低并且占地面积较小,可以有效地控制投资以及操作成本,并且具有很强的灵活性,能够有效处理不同性质酸性水中硫化氢以及氨浓度。
副产品氨气质量基本能够达到国家合格品标准。
单塔加压侧线抽出汽提工艺当前广泛应用于国内炼油石化行业,为污水气体技术的发展开辟了新的路线,针对一些处理量较大并且副产品氨气可以回收利用的工厂有着较强的应用优势。
2.单塔低压汽提工艺图1 酸性水单塔低压汽提流程示意图单塔低压气体工艺需要确认塔顶压力和温度,保障氨在水中的溶解度贴近于零,从而获取更好的净化水质。
酸性水单塔低压汽提技术在实际应用时存在有塔顶气冷凝回流和不冷凝回流两种流程,如图1所示为酸性水单塔低压汽提流程。
其中主要设备根据图示编号分别为主汽提塔、原料水净化水换热器、原料水进料泵、净化水加压泵、净化水冷却器、重沸器、塔顶空冷器、塔顶回流罐、塔顶回流泵以及凝结水罐。
酸性水单塔低压汽提处理工艺优势在于应用的设备较少,消耗较低,从而能够有效控制建设费用和操作成本,最终净化水质质量较高可以直接回收利用。
需要注意的是酸性水单塔低压汽提技术配套的硫磺回收装置主燃烧炉需设置烧氨火嘴(燃烧温度不低于1250度),从而确保将氨气完全分解,能够真正解决炼油厂副产氨气带来的污染问题,由于操作容易、投资及占地面积最省因此能够有效提升炼油厂的经济效益和社会效益。
3.单塔加压汽提工艺在炼油厂酸性水水量较小且硫化氢和氨气浓度不高的情况下,如果只希望获取高纯度的酸性气体进入硫回收装置,可以采用单塔加压气体工艺减少生产能耗。
酸性水汽提塔处理量降低的原因分析与处理对策

低温工况下通过低温洗涤(或结晶),氨气中的硫化氢由气相转入液相得以脱除,塔顶氨气中硫化氢浓度一般为100~200mg/m 3, 脱除率达99%以上,再经过脱硫吸附器以脱除氨气中的少量硫化氢,出口氨气中硫化氢质量分数一般不大于3μg/g ,经过氨精制后的氨气,大部分装置采用压缩机压缩并冷凝冷却得到液氨产品,个别装置(如齐鲁石化)通过氨蒸馏塔替代压缩机,塔顶得到氨气,再进入氨冷凝器,冷凝冷却后得到液氨产品。
2 某炼油厂酸性水汽提塔处理量出现下降状况某炼油厂实际运行中,酸性水汽提塔使用的是单塔低压汽提工艺。
在脱硫过程中,酸性水的主要来源主要涉及到下面一些流程:原油预处理流程、催化裂解流程、柴油加氢流程。
在酸性水汽提塔运行中,发现其实际处理量无法达到设计标准,且呈现下降趋势。
为了提升处理效率,工作人员就需要对相关设备进行停工检修,这不但影响了正常生产的进行,同时还消耗量大量的人力、物力资源,一旦在停工检修过程中发生了紧急状况,那么可能会导致整个工厂的停产,所以,如何解决酸性水汽提塔处理量下降的问题就显得越来越关键。
3 酸性水汽提塔处理量降低的原因分析酸性水汽提塔处理量下降的原因通常涉及到下面两个方面:(1)酸性水汽提塔的塔盘堵塞;(2)酸性水汽提塔塔底重沸器管束结垢导致其换热效应下降。
[1]3.1 塔盘堵塞酸性水汽提塔塔盘堵塞是非常常见的,也是当前炼油企业生产中酸性水汽提塔运行中的通病,部分酸性水汽提塔塔盘堵塞发生时间比较短,部分酸性水汽提塔塔盘堵塞时间比较长。
一般来讲,塔盘堵塞主要的原因是油泥堵塞、结垢堵塞以及塔盘形变。
3.1.1 油泥堵塞酸性水汽提塔发生油泥堵塞的重要原因是由于储罐也为过于低下,导致入口管在吸进酸性水的过程中,吸进了大量的油泥杂质,继而引发管道压力上升,酸性水汽提塔压降上升。
但是需要注意的是,工作人员可以通过对储罐液位的调节,使堵塞状况发生缓解。
3.1.2 结垢堵塞在炼油厂生产中,酸性水汽提塔发生结垢堵塞主要是由于焦化装置所导致的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅析酸水汽提单塔与双塔工艺的比较
作者:陈志刚李畅肖云山
来源:《中国化工贸易·中旬刊》2018年第06期
摘要:对国内常用的酸性水汽提工艺单塔加压侧线抽出汽提和双塔加压汽提作了比较,并从应用案例中对单塔加压侧线抽出汽提和单塔低压汽提工艺的模拟计算结果进行详细比较,为后续项目中汽提工艺选择提供参考依据。
关键词:酸水汽提;单塔汽提;双塔汽提
粗苯加氢、煤焦油加氢等装置都要排出大量酸性废水,是一种含有H2S,NH3等挥发性弱电解质的水溶液,废水的硫和氨主要以NH4HS、(NH4)2S的形式存,同时含有油等污染物,直接排出会对环境造成较大的危害,所以必须经过处理后,使水中的污染物含量达到一定标准后,才可以排出。
1 酸水汽提工艺简介
目前,我国酸性水处理大多数采用蒸汽汽提法,称为酸性水汽提。
常用工艺有单塔加压侧线抽出汽提和双塔加压汽提。
1.1 单塔加压侧线抽出汽提
单塔加压侧线抽出汽提工艺,酸性水分成冷、热进料分别进入塔的顶部和中上部,冷热进料比为1:3,热进料经回收热量换热到138℃进入汽提塔,塔底用1.0MPa饱和蒸汽加热汽提,塔顶酸性气送硫化氢吸收装置制取硫氢化钠,塔中部侧线抽出粗氨气冷凝后得到粗氨水送焦化厂脱硝用,塔底部净化水冷却后送上游装置回用。
该工艺具有流程简单、蒸汽和循环水耗量低、投资较低及占地面积较少等优点。
对酸性水中的硫化氢及氨浓度具有较宽的适用性。
1.2 双塔加压汽提
双塔加压汽提工艺是在加压状态下,采用汽提塔和蒸氨塔分别汽提出酸水水中的硫化氢和氨,酸性水分成冷、热进料分别进入塔的顶部和中上部,冷热进料比为1:3,塔热进料经回收热量换热到145℃进入汽提塔,塔底用1.0MPa饱和蒸汽加热汽提,塔顶酸性气送硫化氢吸收装置制取硫氢化钠,塔釜液送蒸氨塔,蒸氨塔底用0.6MPa饱和蒸汽加热汽提,蒸氨塔顶粗氨气冷凝后得到粗氨水一部分作为蒸氨塔回流,另一部分送焦化厂脱硝,塔底部净化水冷却后送上游装置回用。
该工艺流程较复杂、蒸汽和循环水耗量较高、投资较高、占地面积较大,但可以处理硫化氢及氨浓度较高的酸性水,易建立气液平衡,生产平稳,且汽提出的粗氨气中的硫化氢含量、净化水中硫化氢及氨的含量均非常低,对后续回收制取副产品非常有利。
2 两种汽提工艺的计算比较
以山东某煤焦油加氢项目为例,产生18t/h的酸性废水,废水中硫化物含量9044.3mg/L ,氨氮含量10148.4mg/L,汽提塔和脱硫塔工作压力0.6MPa(G),蒸氨塔工作压力0.3MPa (G),处理后的粗氨水及净化水均降温至40℃,采用PROⅡ工艺模拟软件进行模拟计算,两种工艺的详细对见下表。
3 结束语
综上所述,双塔加压汽提相比单塔加压侧线抽出汽提工艺,产品质量更高、生产平稳、易于操作,但流程相对复杂、总投资及占地面积大、能耗高,对于酸性水汽提工艺的选择,需根据酸性水的性质、产品要求、占地面积、能耗、操作难易程度等综合比较后来选择。
参考文献:
[1]齐慧敏.王栋.炼厂含硫污水汽提技术分析[J].当代化工,2006,35(5):350-360.
[2]史惠君.沧州炼油厂酸性水汽提技术分析[J].石油化工环境保护,2004,27(4):27-35.
[3]谢晨亮.对两种污水汽提工艺的比较[J].沿海企业与科技,2005(5):149-151.
[4]李菁菁.炼油厂工艺环保装置的技术现状及展望[J].炼油技术与工程,2007,37(12):47-52.。