c6150控制电路分析详解
试题名称C6150车床电气控制线路故障检查及排除
试题名称:M7130平面磨床电气控制线路故障分析与排除1、操作条件(1) M7130平面磨床电气控制电路故障模拟鉴定装置(2) M7130平面磨床电气控制线路图(3) 电工常用工具、万用表。
2、操作内容根据给定的M7130平面磨床电气控制电路故障模拟鉴定装置和M7130平面磨床电气控制线路图, 利用万用表等工具进行检查,对故障现象和原因进行分析,找出实际具体故障点。
3、操作要求(1) 根据给定的设备和仪器仪表先后分二次完成2个故障点的检查及排除工作。
(2) 接通电源,自行判断工作现象,并将故障内容填入答题卷中。
(3) 根据故障现象,作简要分析,并填入答题卷中。
(4) 用万用表等工具进行检查,寻找故障点,将实际具体故障点填入答题卷中。
(5) 安全生产,文明操作,未经允许擅自通电,造成设备损坏者该项目零分。
附图: M7130平面磨床电气控制线路图答题卷试题名称:M7130平面磨床电气控制线路故障检查及排除第一题:故障现象分析可能出现的故障原因写出实际故障点第二题:故障现象分析可能出现的故障原因写出实际故障点试题名称:C6150车床电气控制线路故障检查及排除1操作条件(1) C6150车床电气控制电路故障模拟鉴定装置(2) C6150车床电气控制线路图(3) 电工常用工具、万用表。
根据给定的C6150车床电气控制电路故障模拟鉴定装置和C6150车床电气控制线路图, 利用万用表等工具进行检查,对故障现象和原因进行分析,找出实际具体故障点。
3操作要求(6) 根据给定的设备和仪器仪表先后分二次完成2个故障点的检查及排除工作。
(7) 接通电源,自行判断工作现象,并将故障内容填入答题卷中。
(8) 根据故障现象,作简要分析,并填入答题卷中。
(9) 用万用表等工具进行检查,寻找故障点,将实际具体故障点填入答题卷中。
附图: C6150车床电气控制线路图答题卷试题代码:2.1.2试题名称:C6150车床电气控制线路故障检查及排除第一题:故障现象分析可能出现的故障原因写出实际故障点第二题:故障现象分析可能出现的故障原因试题单试题名称:Z3040摇臂钻床电气控制线路故障检查及排除1操作条件(1) Z3040摇臂钻床电气控制电路故障模拟鉴定装置(2) Z3040摇臂钻床电气控制线路图(3) 电工常用工具、万用表。
C6150车床线路分析与排故解析
答题卡
1、故障现象描述 2、故障范围 节点符号+器件触点名称 3、故障点确认 参考给出的故障清单
• 车床的主轴在车削螺纹时,要求主轴反转来退刀,
因此要求主轴能正反转。
• 进给运动是溜板带动刀架的直线运动。采用点动操
作、短时工作方式。
• 润滑泵是为了个需要切削的工件和刀具进行润滑,
而有时不采用,因此采用自动空气开关控制润滑泵
电动机单相旋转。
一、 主 电 路
手动扳动SA1选择M4 正转或反转。 正转 反转 正转 反转
二、控制电路分析
• 主电动机转向的变换由SA2主令开关实现。 • 主轴的转向与主电动机的转向无关,而是取决于走刀箱或溜
板箱操作手柄的位置。手柄的动作使行程开关、继电器及电
磁离合器产生相应的动作,使主轴得到正确的转向。 • 主轴制动:操作手柄置于中间位置,SQ1或SQ2组合行程开 关常闭触点断开,切断KA1和KA2继电器的电源,YC1和 YC2电磁离合器断电,主轴制动电磁离合器YB通电,使主轴 制动。
操作步骤总结
• • • • 合上QF1,YB灯亮,主轴制动,HL、EL灯亮; 转动SA1,M4正转或反转; 合上QF2,润滑油泵M2运转; SA2置左(正转),按下SB3,KM1线圈得电吸 合,主轴电动机M1正转;压合SQ3或SQ4,KA1 得电吸合,主轴正转,YB灯灭,YC2灯亮;压合 SQ1或SQ2,KA1失电,YC2灯灭,YB灯亮;按 SB1或SB2,M1停止。 • SA2置右(反转),按下SB3,KM2线圈得电吸 合,主轴电动机M1反转;压合SQ3或SQ4,KA1 得电吸合,主轴正转,YB灯灭,YC1灯亮;按SB1 或SB2, M1停止。
控 制 电 路
离合器用来使同轴线的两 轴或轴与轴上的空套传动 件随时接合或脱开,以实 现机床运动的起动、停止、 变速和变向等。
C6150车床线路分析与排故ppt课件
资金是运动的价值,资金的价值是随 时间变 化而变 化的, 是时间 的函数 ,随时 间的推 移而增 值,其 增值的 这部分 资金就 是原有 资金的 时间价 值
• 同上在电机M1运转且KA1得电的情况下,按下SB4, 主轴点动控制。
• 主轴电动机M1正转时压合SQ5或SQ6,KA2得电吸合, YB灯灭,YC1灯亮,主轴反转;压合SQ1或SQ2,KA2 失电,YC1灯灭,YB灯亮;按SB1或SB2,M1停止。
主轴正转:
➢➢将按锁压由点点触得如其释合按开下。下于闭3点直0要断放器关主行S合,流KS1BM-B停开。YS轴程3,使电134BA,已0可车 , 这接电开2常源Y3放KC得接实动关M, 时闭吸K2通在1电电通A机S得触合现压 制1直Q正,磁、、正3电点,点下 动流使转K离经Y转吸断主M动其位电S电合C1K。合开轴常MQ2闭置器2控磁1源失并。正开常使合,获制离,电自节转触闭,。。 K主A1得轴电迅吸速合制自动锁停,K车A1。常开
板箱操作手柄的位置。手柄的动作使行程开关、继电器及电 磁离合器产生相应的动作,使主轴得到正确的转向。 • 主轴制动:操作手柄置于中间位置,SQ1或SQ2组合行程开关 常闭触点断开,切断KA1和KA2继电器的电源,YC1和YC2电磁 离合器断电,主轴制动电磁离合器YB通电,使主轴制动。
资金是运动的价值,资金的价值是随 时间变 化而变 化的, 是时间 的函数 ,随时 间的推 移而增 值,其 增值的 这部分 资金就 是原有 资金的 时间价 值
参考给出的故障清单
资金是运动的价值,资金的价值是随 时间变 化而变 化的, 是时间 的函数 ,随时 间的推 移而增 值,其 增值的 这部分 资金就 是原有 资金的 时间价 值
SUCCESS
C6150-普通车床控制电路分析

• M4为迅速移动电动机,由SA1三位置自动复位开 关控制,由FU1熔断器作短路保护。
C6150控制电路
C6150 一般车床旳控制电路分析
• 1)合上QF2自动开关,M2润滑泵电动机开 启。
• 2)主电动机转向旳变换由SA2主令开关来 实现。主轴旳转向与主电动机旳转向无关, 而是取决于走刀箱或溜板箱操作手柄旳位 置。手柄旳动作使行程开关、继电器及电 磁离合器产生相应旳动作,使主轴得到正 确旳转向。
• SA2在正转位置:按下SB3,KM1线圈得电, M1正转。电路中305—307接通、303— 309接通。操作手柄向右或向上(SQ3或 SQ4压合),主轴正转继电器KA1线圈得电, YC2电磁离合器通电,带动主轴正转。若把 操作手柄向左或向下(SQ5或SQ6压合), 主轴反转继电器KA2线圈得电,YC1电磁离 合器通电,带动主轴反转。
• 故障原因: 110V→1→FU2→2→SB1→3→SB2→4→F R→5→QF2→6→SB3→7,2在这段电路中 可能存在元件损坏或导线松脱。
• 故障点:FU2断开、4号线断开、SB3断开 无法闭合。
• 5、故障现象:SA2正转,按下SB3,KM1 不得电,主电动机无法正转,其他正常。
• 故障原因:10→KM1→11→KM2→1在这段 电路中可能存在元件损坏或导线松脱。
• 故障点: KM2线圈断路损坏。
• 6、故障现象:SA2反转,按下SB3,KM2 不得电,主电动机无法反转,其他正常。
• 故障原因:8→KM2→9→KM1→1在这段电 路中可能存在元件损坏或导线松脱。
• 故障点:9号线断开、KM1线圈断路损坏。
• 7、故障现象:合上SA3,KM3不得电,冷 却泵失灵,其他正常。
C6150车床故障分析
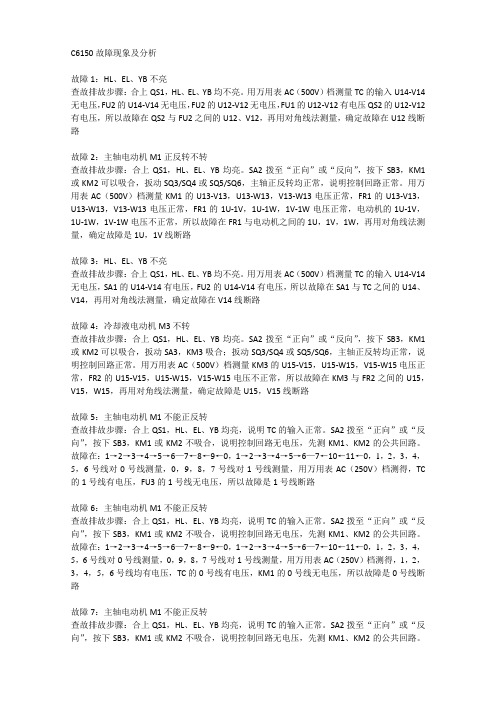
C6150故障现象及分析故障1:HL、EL、YB不亮查故排故步骤:合上QS1,HL、EL、YB均不亮。
用万用表AC(500V)档测量TC的输入U14-V14无电压,FU2的U14-V14无电压,FU2的U12-V12无电压,FU1的U12-V12有电压QS2的U12-V12有电压,所以故障在QS2与FU2之间的U12、V12,再用对角线法测量,确定故障在U12线断路故障2:主轴电动机M1正反转不转查故排故步骤:合上QS1,HL、EL、YB均亮。
SA2拨至“正向”或“反向”,按下SB3,KM1或KM2可以吸合,扳动SQ3/SQ4或SQ5/SQ6,主轴正反转均正常,说明控制回路正常。
用万用表AC(500V)档测量KM1的U13-V13,U13-W13,V13-W13电压正常,FR1的U13-V13,U13-W13,V13-W13电压正常,FR1的1U-1V,1U-1W,1V-1W电压正常,电动机的1U-1V,1U-1W,1V-1W电压不正常,所以故障在FR1与电动机之间的1U,1V,1W,再用对角线法测量,确定故障是1U,1V线断路故障3:HL、EL、YB不亮查故排故步骤:合上QS1,HL、EL、YB均不亮。
用万用表AC(500V)档测量TC的输入U14-V14无电压,SA1的U14-V14有电压,FU2的U14-V14有电压,所以故障在SA1与TC之间的U14、V14,再用对角线法测量,确定故障在V14线断路故障4:冷却液电动机M3不转查故排故步骤:合上QS1,HL、EL、YB均亮。
SA2拨至“正向”或“反向”,按下SB3,KM1或KM2可以吸合,扳动SA3,KM3吸合;扳动SQ3/SQ4或SQ5/SQ6,主轴正反转均正常,说明控制回路正常。
用万用表AC(500V)档测量KM3的U15-V15,U15-W15,V15-W15电压正常,FR2的U15-V15,U15-W15,V15-W15电压不正常,所以故障在KM3与FR2之间的U15,V15,W15,再用对角线法测量,确定故障是U15,V15线断路故障5:主轴电动机M1不能正反转查故排故步骤:合上QS1,HL、EL、YB均亮,说明TC的输入正常。
c6150普通机床的自动化改造 机电一体化毕业论文

高生产率。由于数控装置及伺服系统功能的改进,主轴转速和进给速度大大提高,减少了切削时间和非切削时间。加工中心的进给速度已达到80m/min~120m/min,进给加速度达9.8m/s2~19.6m/s2,换刀时间小于1s。高加工精度。以前汽车零件精度的数量级通常为10μm,对精密零件要求为1μm,随着精密产品的出现,对精度要求提高到0.1μm,有些零件甚至已达到0.01μm,高精密零件要求提高机床加工精度,包括采用温度补偿等。微机电加工,其加工零件尺寸大小一般在1mm以下,表面粗糙度为纳米数量级,要求数控系统能直接控制纳米机床。
摘 要
随着当今工业设备对精密程度的要求越来越高,加工设备的机械加工设备的加工的精密程度也要求越来越高。而在中国的机械加工设备的车床中普通车床占了很大比例。这已经越来越制约着当今工业的发展。而数控机床由于价格昂贵,且需要较高技术的加工工人。所以对机床进行自动化改造很是必要。本篇论文是在对普通卧式车床C6150的基础上对其进行自动化改造。
作者在搜索、查阅研究大量有关资料的基础上,对机床自动化改造技术进行了深入的研究和分析,并描述了机床控制系统的设计。整个改造过程主要对车床纵、横向进给系统进行改造,选用自动转位刀架,由脉冲发生器来加工所需要的螺纹。整个控制系统以8031型号的单片机为中心,通过编程对机床的驱动设备进行控制以达到所需要的加工程度。
⑤结构新型化
20世纪90年代一种完全不同于原来数控机床结构的新型数控机床被开发成功。这种新型数控机床被称为“6条腿”的加工中心或称虚拟轴机床(有的还称为并联机床),它能在没有任何导轨和滑台的情况下,采用能够伸缩的“6条腿”(伺服轴)支撑并联,并与安装主轴头的上平台和安装工件的下平台相连。它可实现多坐标联动加工,其控制系统结构复杂,加工精度、加工效率较普通加工中心高2~10倍。这种数控机床的出现将给数控机床技术带来重大变革和创新。
C6150车床故障点分析
故障现象:主轴电机M1不能正常启动,并发出噪音分析可能出现的故障原因:1、QF1总电源开关是否损坏2、三相电路U、V、W是否有缺相现象3、KM1交流接触器主触点是否损坏写出实际故障点:断路器QF1的U1号线到KM1的U1号线断路S2:故障现象:快速电机M4能正常正转启动,不能正常反转启动,反转启动发出噪音分析可能出现的故障原因:1、熔断器FU1、FU2、FU3是否已经熔断2、三相电路U、V、W是否有缺相现象3、SA1开关触点是否损坏写出实际故障点:SA1-12的4W号线(端子13)到SA1-6的4W号线(端子7)断路S3:故障现象:车床HL、EL指示灯不亮,制动离合器YB灯不亮分析可能出现的故障原因:1、QF1总电源开关是否损坏2、熔断器FU1、FU2、FU3是否已经熔断3、控制变压器T初级有断路4、HL、EL指示灯损坏写出实际故障点:熔断器FU1的U2号线到变压器T初级U2号线断路S4:故障现象:车床HL、EL指示灯亮,制动离合器YB灯不亮分析可能出现的故障原因:1、整流桥堆VC已损坏2、制动离合器YB灯已损坏3、整流桥堆出线到YB灯线路有断路写出实际故障点:整流桥堆出线301号线到继电器KA2常闭点的301号线断路故障现象:主轴电机只能单方向正转或反转,KA1和KA2继电器得电,YC2灯不亮。
分析可能出现的故障原因:1、YC2灯有损坏2、YC2灯线路中有断路写出实际故障点:YC2-1灯的309号线到交流接触器KM1常闭触点309号线断路S6和S7:故障现象:主轴电机M1不能工作分析可能出现的故障原因:1、断路器QF2损坏2、停止按钮常闭开关SB1或SB2接触不良3、正反转转换开关SA2损坏4、起动按钮SB3接触不良5、控制线路中有断路写出实际故障点:S6故障点:热继电器FR常闭触点5号线到断路器QF2常开触点的5号线断路S7故障点:控制变压器T的0号线到KM1的A2线圈断路S8:故障现象:主轴电机运转正常,但KA1、KA2继电器不能得电分析可能出现的故障原因:1、行程开关SQ1和SQ2接触不良2、行程开关SQ3、SQ4、SQ5、SQ6损坏导致继电器KA1、KA2不能得电3、控制线路有断路写出实际故障点:SA3-1的7号线(39号端子)到SQ1-3的7号线(14号端子)断路S9:故障现象:KA1继电器仅能点动控制,不能连续控制分析可能出现的故障原因:1、KA1常开自锁触点损坏2、KA1自锁控制电路有断路写出实际故障点:SQ4-2的15号线(端子21)到SB4-2的15号线(端子33)断路S10:故障现象:行程开关SQ5仅能点动控制KA2继电器,不能连续控制KA2继电器分析可能出现的故障原因:1、KA2常开自锁触点损坏2、KA2自锁控制电路有断路3、SQ6行程开关损坏写出实际故障点:SQ5-2的19号线(端子23)到SQ6-2的19号线(端子25)断路S11:故障现象:主轴电机M2不能正常启动,并发出噪音分析可能出现的故障原因:1、QF1总电源开关是否损坏2、三相电路U、V、W是否有缺相现象3、断路器QF2是否损坏写出实际故障点:断路器QF1的U1号线到断路器QF2的U1号线断路S12:故障现象:主轴电动机仅能正转,不能反转分析可能出现的故障原因:1、SA2转换开关接触不良2、KM1互锁触点损坏3、KM2线圈控制线路有断路写出实际故障点:KM1常闭触点的11号线到KM2-A1线圈11号线断路。
C6150型车床培训课件
互动: 1、写出主电机正转、手柄向左的回路 2、写出电动机反转、手柄向下的回路
此课件下载可自行编辑修改,仅供参考! 感谢您的支持,我们努力做得更好!谢谢
溜板箱
主轴电动机 丝杠 光杠
刀架快移电动机
冷却泵电动机
2、运动形式:
(1)主运动:主轴通过卡盘或顶尖带动工件的旋转运动。 (2)进给运动:溜板带动刀架的纵向或横向的直线运动。 (3)辅助运动:刀架的快速移动、工件的加紧与放松等。
五、电气控制线路分析:
SQ3—右 SQ4—上
SQ5—左 SQ6—下
设:主电动机 正转、手柄向右
KM1、YC2线圈 得电:主轴正转
KM3得电:冷却 泵电动机旋转,
送出冷却液
电动控制: 快速移动
设:主电动机 反转、手柄向右
KM2、YC1线圈 得电:主轴正转
设:主电动机 反转、手柄向下
KM2、YC2线圈 得电:主轴反转
KA1、KA2常闭触 点复合,YB线圈 得电:主轴制动
C6150型车床
一、车床用途:
车削外圆、内圆、端面、螺纹、螺杆以及车削 定型表面等。
二、车床型号意义:
C 6 1 50
类代号(车床类)
主参数折算值(1/10) 系代号(卧式车床系) 组代号(落地及卧式车床组)
三、车床主要构及运动形式
1、主要结构:
皮带
主轴箱
挂轮架
卡 盘
刀架
顶尖
尾架
进
给 箱
手柄
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C6150主电路
C6150 普通车床的主电路分析
• 主电路由QF1自动开关控制,它具有短路和过载 保护。 • M1为主电动机,由KM1接触器和KM2接触器的主 触点控制正反转。 • M2为润滑泵电动机,由QF2自动开关控制,具有 短路和过载保护。 • M3为冷却泵电动机,由KM3接触器控制,由FR 热继电器作过载保护。 • M4为快速移动电动机,由SA1三位置自动复位开 关控制,由F电, 主轴无法制动,其余正常。 • 故障原因: 301→KA2→311→KA1→313→YB→1在这 段电路中可能存在元件损坏或导线松脱。 • 故障点:KA2线圈断路损坏。
C6150控制电路
C6150 普通车床的控制电路分析
• 1)合上QF2自动开关,M2润滑泵电动机启 动。
• 2)主电动机转向的变换由SA2主令开关来 实现。主轴的转向与主电动机的转向无关, 而是取决于走刀箱或溜板箱操作手柄的位 置。手柄的动作使行程开关、继电器及电 磁离合器产生相应的动作,使主轴得到正 确的转向。
C6150外观图
C6150的功能
• 它能车削外圆、内圆、端面、螺纹和螺杆, 能够切削定型表面,并可用钻头、绞刀等 刀具进行钻孔、镗孔、倒角、割槽及切断 等加工工作。
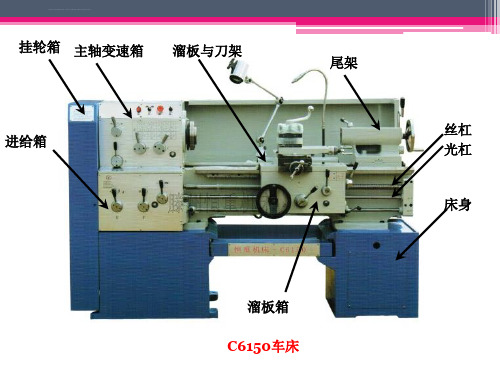
C6150普通车床的主要结构
• 它能加工工件的最大长度为1000mm,工件 在床身上的最大回转直径为500mm。 • 它主要由床身、主轴变速箱、挂轮箱、进 给箱、溜板箱、溜板与刀架、尾架、光杠 和丝杠等部件组成。
• 9、故障现象:合上SQ3/SQ4,KA1不得电, 主轴无法正向转动,其余正常。 • 故障原因:14,15→KA2→16→KA1→1在 这段电路中可能存在元件损坏或导线松脱。 • 故障点:KA1线圈断路损坏。
• 10、故障现象:合上SQ5/SQ6,KA2不得 电,主轴无法反向转动,其余正常。 • 故障原因:14→KA1→18,19→KA2→1在 这段电路中可能存在元件损坏或导线松脱。 • 故障点:KA2线圈断路损坏。
• 操作者控制主轴的正反转是通过走刀箱操 作手柄或溜板箱操作手柄来进行的。 • 进给箱手柄位置(自左向右):正转—空 档---停止—空档—反转。 • 溜板箱手柄位置(自上向下):正转—空 档---停止—空档—反转。
• 主轴停止(制动):手柄放在中间停止位 置,SQ1或SQ2常闭触点断开,KA1和KA2 继电器断电,YC1和YC2电磁离合器断电, 主轴制动电磁离合器YB通电,是主轴制动。 • 如果需要主轴微量转动,可以揿SB4点动按 钮。
• SA2在反转位置:按下SB3,KM2线圈得电, M1反转。电路中305—303接通、307— 309接通。操作手柄向右或向上(SQ3或 SQ4压合),主轴正转继电器KA1线圈得电, YC1电磁离合器通电,带动主轴正转。若把 操作手柄向左或向下(SQ5或SQ6压合), 主轴反转继电器KA2线圈得电,YC2电磁离 合器通电,带动主轴反转。
C6150的运动形式
• 车削的主运动是主轴通过卡盘或顶尖带动工件的 旋转运动,车削时,一般不要求反转,但在加工 螺纹时,要反转退刀,这就要求主轴具有正反转 功能。当接通电离合器YC1时使主轴得到正转; 接通电离合器YC2时,通过传动链使主轴得到反 转。 • 车床的进给运动是溜板带动刀架的纵向或横向直 线运动。 • 车床的辅助运动有刀架的快速移动及工件的夹紧 与放松。
• 7、故障现象:合上SA3,KM3不得电,冷 却泵失灵,其余正常。 • 故障原因:7→SA3→12→KM3→1在这段 电路中可能存在元件损坏或导线松脱。 • 故障点:SA3元件短路损坏、KM3线圈断 路损坏。
• 8、故障现象:合上SQ3/SQ4或SQ5/SQ6, KA1和KA2不得电,主轴无法转动,其余正 常。 • 故障原因:7→SQ1→13→SQ2→14→,1 在这段电路中可能存在元件损坏或导线松 脱。 • 故障点:13号线断路损坏。
• 5、故障现象:SA2正转,按下SB3,KM1 不得电,主电动机无法正转,其余正常。 • 故障原因:10→KM1→11→KM2→1在这段 电路中可能存在元件损坏或导线松脱。 • 故障点: KM2线圈断路损坏。
• 6、故障现象:SA2反转,按下SB3,KM2 不得电,主电动机无法反转,其余正常。 • 故障原因:8→KM2→9→KM1→1在这段电 路中可能存在元件损坏或导线松脱。 • 故障点:9号线断开、KM1线圈断路损坏。
• 主电动机启动后,合上SA3,KM3得电, M3冷却泵转动;按下SB4,KA1得电,主 轴正转点动;断开SQ1或SQ2,KA1、KA2 断电,YB得电,主轴制动。
C6150故障分析
• 1、故障现象:合上QF1,HL灯不亮,其余均正 常。 • 故障原因: 6V→FU4→HL→6V在这段电路中可 能存在元件损坏或导线松脱。 • 故障点:FU4断开。 • 2、故障现象:合上QF1,EL灯不亮,其余均正 常。 • 故障原因: 24V→FU3→EL→24V在这段电路中 可能存在元件损坏或导线松脱。 • 故障点:FU3断开、EL断开。
• SA2在正转位置:按下SB3,KM1线圈得电, M1正转。电路中305—307接通、303— 309接通。操作手柄向右或向上(SQ3或 SQ4压合),主轴正转继电器KA1线圈得电, YC2电磁离合器通电,带动主轴正转。若把 操作手柄向左或向下(SQ5或SQ6压合), 主轴反转继电器KA2线圈得电,YC1电磁离 合器通电,带动主轴反转。
• 3)闭合SA3,接触器KM3线圈得电,冷却 泵启动。 • 4)EL为机床照明,HL为电源指示灯。
C6150操作步骤
• 合上QF1,HL、EL灯亮。 • 合上QF2,M2轮滑油泵转动。 • 合上SA1,M4快速移动电动机转动。
• SA2正转位置,按下SB3,KM1得电,M1 正转。压合SQ3或SQ4,KA1、 YC2得电, 主轴正转;压合SQ5或SQ6,KA2、 YC1 得电,主轴反转。 • SA2反转位置,按下SB3,KM2得电,M1 反转。压合SQ3或SQ4,KA1、 YC1得电, 主轴正转;压合SQ5或SQ6,KA2、 YC2 得电,主轴反转。
• 3、故障现象:合上SA1,快速移动电动机 缺相运行,EL、HL灯不亮,按下SB3,接 触器KM1、KM2不得电,主电动机无法启 动,轮滑油泵正常。 • 故障原因:U1、V1→FU1→U2、V2在这段 电路中可能存在元件损坏或导线松脱。 • 故障点:FU1断开。
• 4、故障现象:按下SB3,KM1、KM2均不 得电,主电动机和冷却泵无法启动,其余 正常。 • 故障原因: 110V→1→FU2→2→SB1→3→SB2→4→F R→5→QF2→6→SB3→7,2在这段电路中 可能存在元件损坏或导线松脱。 • 故障点:FU2断开、4号线断开、SB3断开 无法闭合。