pcb信赖性测试
PCB可靠性试验及外观检验判定标准
試驗方法﹑條件
判定標准 板邊緣護形漆出現白 點時長度不可往板內 伸超過3mm(120mil)
依據標准 依據 “IPC-TM650" 之6.2.3 之2.6.8
備注
11
試驗箱
1.進入試驗箱前﹐板面涂護形漆。 2.施加100± 10V電壓。
特殊情 況依客 戶要求
12
出氣 試驗
真空箱
1.板材體積約為1cm3。 2.置于7× 10﹣3Pa(5× 10﹣5mmHg)的真空箱24小時。
5PCS/每批 5PCS/每批 5PCS/每批 5PCS/每批 5PCS/每批 5PCS/每批 5PCS/每批
特性阻抗
每出貨批
AQL=1.0
Class=S-4
10
PCB檢驗方式
檢查水平 短﹑斷路測試 每入庫批 C=0抽樣水平 0.065 AQL 0收1退
防焊漆附著力 銅泊附著力測試 鍍金附著力測試
18
7628:150± 20 s; 7630:140 ± 20s 2116MF:150 ± 20s 2116HR:150 ± 20s 10810MF:15 0± 20s
“IPCTM650之 2.3.17”
特殊 情況 依客 戶要 求
6
PCB信賴度試驗項目
(五)
膠流量 測試 膠流量 測試機 沖圓機 ﹐ 電子天 平
14
孔不良判定
1.鍍瘤/毛頭 允 收﹕鍍瘤/毛頭未影響起碼孔徑要求時則可允收。 不合格﹕未能符合起碼孔徑時均不合格。 2.孔 破 允 收﹕任何孔壁上的破洞均未超過一個全板中有破洞 的通孔在數量上亦未超過5%﹐所出現的任何破洞尚未 超過孔長的5%﹔破洞也不可超過周長的四分之一。 不合格﹕瑕疵超出上述准則皆為不合格 。 3.粉紅圈 ----粉紅圈尚無影響功能的跡象﹐皆為允收。
PCB信赖度测试规划书
江苏贺鸿电子有限公司Jiangsu H-fast Electronics Co.,LtdPCB信赖度测试规格书目录1目的和适用范围 (3)1.1 目的 (3)1.2 适用范围 (3)2引用和参考的相关标准 (3)3功能简述 (3)4试验要求 (3)4.1一般要求 (3)4.2电气要求 (4)4.3信赖度试验要求 (4)4.3.1热应力试验 (4)4.3.2拉力强度........................................................................................ 错误!未定义书签。
4.3.3剥离强度 (5)4.3.4弓曲和扭曲 (6)4.3.5文字油墨附着力 (7)4.3.6镀层附着力 (7)4.3.7阻焊膜附着力 (7)4.3.8可焊性试验 (7)4.3.9绝缘电阻 (8)4.3.10耐电压 (8)4.3.11阻焊油墨硬度 (8)5质量与可靠性 (9)5.1质量可靠性测试表 (9)5.2样本 (9)5.3样本试验 (9)1目的和适用范围1.1 目的信赖度测试规格书是描述公司外购或外协物料的检测受控性文件,是公司保障物料、产品合格的基石。
其作用为:·质量部门验货、退货的依据·采购部进行采购的依据·对供应厂商产品质量进行技术认证的依据·员工进行正确性信赖度检测和判定的依据1.2 适用范围本规格书适用于采用覆铜箔层压板制造的单面、双面及多层印刷线路板的生产以及验收。
2引用和参考的相关标准IPC-6012A 刚性印制板的鉴定及性能规范IPC-6011 印制板通用性能规范IPC-A-600G 印制板的验收条件IPC-TM-650 试验方法手册(汇编)J-STD-003 印制板可焊性测试方法GB/T 4677-2002 印制板测试方法3功能简述略。
4试验要求4.1一般要求4.1.1 材质要求材质类型: FR-4.4.1.2 外形尺寸要求按照公司提供的PCB文件要求控制尺寸,所有尺寸均要求在文件规定的范围之内。
PCB信赖性试验及一览表
試驗結果不可有火花、閃光或燒焦,無 以上異常則判定PASS,否則判定Fail
是否有異常.
(4)導體間距等於或大於80um(3mil),試驗電
壓500+15/-0 VDC;導體間距小於
80um(3mil),試驗電壓250+15/-0 VDC.
1次/月
絕緣耐電壓 測試儀
5
熱應力試驗
檢驗PCB板在熱衝 擊下是否有白斑、起 泡及板面或孔內有分 層現象。
泡,待30秒后,以垂直板面90度方向瞬間用
3M peeling tape
(寬:0.5" , 長:2")
(2) 橡皮擦 (3) 異丙醇
力將膠帶撕離測試區域
(1). 选取板边至少25.4mm处的测试线;
8
抗剝離強度試驗
檢驗銅箔與基材的結 合力.
(2). 路; (3).
用小刀挑起一段不超过12.7mm的線 用拉力计夹子夾住被挑起测试線末端;
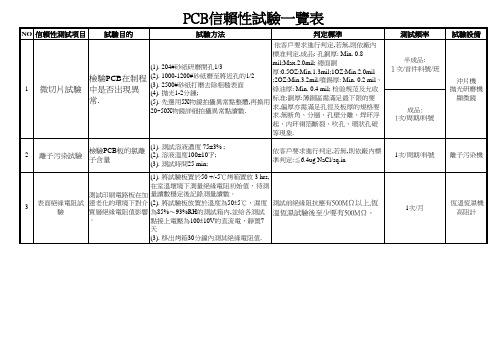
PCB信賴性試驗一覽表
NO 信賴性測試項目 試驗目的
試驗方法
判定標準
依客戶要求進行判定,若無,則依廠內
標准判定,成品: 孔銅厚: Min. 0.8
1
微切片試驗
檢驗PCB在制程 中是否出現異 常.
(1). 204#砂紙研磨開孔1/3 (2). 1000-1200#砂紙磨至將近孔的1/2 (3). 2500#砂紙打磨去除粗糙表面 (4). 抛光1-2分鍾; (5). 先選用5X物鏡拍攝異常點整體,再換用 20~50X物鏡詳細拍攝異常點讀數.
環;
(3). 試驗結束,移出試驗板冷卻至室溫後,用
微阻計分別測出測試前標示標簽的電阻並
記錄
(4).依客戶
(1).電阻的變動率≦10% (2).孔內無分層、分離、裂開、斷角等 異常現象
PCB可靠性测试方法
PCB可靠性测试方法PCB(Printed Circuit Board,印刷电路板)是电子产品中非常常见的一种组件,其可靠性对整个产品的功能和稳定性都至关重要。
为了确保PCB的可靠性,需要进行一系列的可靠性测试。
下面将介绍几种常用的PCB可靠性测试方法。
1.热老化测试热老化测试是通过模拟电子产品在长时间使用过程中的温度变化,来评估PCB在高温环境下的稳定性。
这种测试可以检测出PCB的材料性能、焊点和线路的可靠性等问题。
测试时,将PCB置于高温恒温箱或热循环箱中,通过设定一定的温度和时间来观察其性能变化。
2.湿热老化测试湿热老化测试是通过将PCB置于高温高湿的环境中来模拟产品在潮湿环境下的使用情况,以判断其耐潮湿性和防潮性能。
测试时,将PCB置于高温高湿箱中,通过设定一定的温度和湿度来模拟潮湿环境,观察其性能变化。
3.振动测试振动测试用于评估PCB在振动环境下的可靠性,模拟产品在运输或使用过程中的振动情况。
测试时,将PCB固定在振动台上,通过不同频率和振幅的振动来模拟振动环境,观察其性能变化和可能存在的失效情况。
4.冲击测试冲击测试用于评估PCB在碰撞或机械冲击下的可靠性,模拟产品在运输或使用过程中的冲击情况。
测试时,将PCB固定在冲击台上,通过施加冲击力或快速变向的机械冲击来模拟冲击环境,观察其性能变化和可能存在的失效情况。
5.可靠性寿命测试可靠性寿命测试是通过长时间的实际使用来评估PCB的可靠性,模拟产品在正常使用寿命内的情况。
测试时,将PCB安装在实际产品中,并进行正常操作和使用,通过长时间稳定运行来观察其性能变化和可能存在的失效情况。
6.温度循环测试温度循环测试用于评估PCB在温度变化环境下的可靠性,模拟产品在温度变化过程中的热膨胀和收缩情况。
测试时,将PCB置于温度循环箱或快速温度变化设备中,通过设定一定的温度和循环次数来模拟温度变化环境,观察其性能变化和可能存在的失效情况。
在进行PCB可靠性测试时,需要根据产品的应用场景和需求,选择合适的测试方法和参数进行测试。
PCB可靠性试验及外观检验判定标准ppt课件

試驗方法﹑條件
判定標准
依據標准
備注
6 阻抗測試 阻抗測試儀
依"特性阻抗測試作業規范"
在35℃時鹽霧沉降速度
7
鹽務試驗
鹽務試驗機
1.8-2ml/h(80cm2 收集區內)﹐鹽溶液濃度為50g/L,
PH值﹕6.5-7.2下進行24小時。
熱應力
8
測試
錫爐 秒表
1.錫爐溫度升至288℃±6℃; 2.浸錫10秒鐘;
依據 “IPC-TM-
650" 之2.3.38
依據 “IPC-TM-
650" 之2.6.5
依據 “IPC-TM-
650" 之2.6.9
依據 “IPC-TM-
650" 之2.6.9
備注
特殊情 況依客 戶要求
特殊情 況依客 戶要求
特殊情 況依客 戶要求
特殊情 況依客 戶要求
特殊情 況依客 戶要求
特殊情 況依客 戶要求5
1.0.5oz﹕大 于或等于
6LB/in. 2.1.0oz﹕大 于或等于
8LB/in
"IPCTM650之 2.4.20"
特殊 情況 依客 戶要
求
6計算﹕剝離強度lb/ in=Akg÷S in2。
7628:150±20
1暖機設定溫度170±0.5℃﹐用石臘清潔凝膠時間測試機熱盤﹐保持熱盤里無任何細小雜 s;
應符合規定阻抗值 要求
依據 “IPC-TM-650"
之2.5.5.7 之2.5.5.7
試驗24小時腐蝕面積 不可大於6%
依據 “GB/T10125”
無分層﹑起泡
依據 “IPC-TM-650"
PCB板可靠性试验(线路板可靠性试验)

斑、起泡及板面 (2).:置于温度288 +/-5℃之锡
或孔内有分层现 炉内 浸锡10 -11秒,共循环三
象。
次.
1.外观检查PP与铜箔无分层, 无裂开、无气泡.
2.显微镜观察无孔裂、断角 、,镀层分离.
新单首次做
1) 锡炉 (2) 烤箱 (3) 切片
冲床 (4) 研磨
机 (5) 显微
镜
NO 信赖性测试项目 试验目的
擦 (3) 异丙
醇
(1). 选取板边至少25.4mm处的
测试线;
8
抗剥离强度试 检验铜箔与基材
验
的结合力.
(2). 用小刀挑起一段不超过 12.7mm的线路;
(3). 用拉力计夹子夹住被挑起
测试线末端;
(4). 测量3次求均值;
(1).H/H铜箔≧6LB/in; (2).1/1铜箔≧8LB/in; (3).2/2铜箔≧10LB/in
铜厚: Min. 0.8 mil;Max.2.0mil; 总面铜 厚:0.5OZ:Min.1.3mil;1OZ:Mi n.2.0mil ;2OZ:Min.3.2mil. 喷锡厚: Min. 0.2 mil、绿油 厚: Min. 0.4 mil; 检验规范 及允收标准:铜厚:薄铜区需满 足最下限的要求,偏厚亦需满 足孔径及板厚的规格要求.无 断角、分层、孔壁分离、焊环
否合适。
间,电压应加在每层导体图形之 间,和每一相邻层的绝缘图形之
间.。 (3).尽可能均匀地将电压从0升 到规定的值,除非另有规定,其速 率约每秒100V(有效值或直流),.
试验结果不可有火花、闪光或 烧焦,无以上异常则判定PASS,
否则判定Fail
依客户要求 (若客户无要求 的则每月随机抽
PCB可靠性测试方法则要
欢迎阅读PCB可靠性测试方法择要1.1测试目的:确定棕化之抗剥离强度1.2仪器用品:1OZ铜箔、基板、拉力测试机、刀片1.3试验方法:1.3.1取一张适当面积的基板,将两面铜箔蚀刻掉。
1.3.2取一张相当大小之1OZ铜箔,固定在基板上。
1.3.3将以上之样品按棕化→压合流程作业,压合迭合PP时,铜箔棕化面与PP接触。
1.3.4压合后剪下适合样品,用刀片割板面铜箔为两并行线,长约10cm,宽≧3.8mm。
1.3.5按拉力测试机操作规范测试铜箔之剥离强度。
1.4计算:1.5取样方法及频率:取试验板1PCS/line/周二、切片测试:2.1测试目的:压合一介电层厚度;钻孔一测试孔壁之粗糙度;电镀一精确掌握镀铜厚度;防焊-绿油厚度;2.2仪器用品:砂纸,研磨机,金相显微镜,抛光液,微蚀液2.3试验方法:2.3试验方法:2.3.1选择试样用冲床在适当位置冲出切片。
3.3.6若不能判别时做补线处的切片,用金相显微镜观查补线处有无异常。
3.4电阻值测试方法:3.4.1补线后用修补刀刮去补线处两端的覆盖物(防焊漆、铜面氧化层),不可伤及铜面。
3.4.2用欧姆表测补线处两端的电阻值。
3.4.3取样方法及频率:取成品板及半成品板各1PCS/周/每位补线操作员四、绿油溶解测试:4.1测试目的:测试样本表面的防焊漆是否已经完成硬化,及足以应付在焊接时所产生热力。
4.2仪器用品:三氯甲烷、秒表、碎布4.3测试方法:4.4取样方法及频率:3pcs/出货前每批五、耐酸碱试验:5.1测试目的:评估绿油耐酸碱能力。
5.2仪器用品:H2SO4??10%NaOH??10%胶带每次只可使用一次。
7.3.3用手将胶带垂直板面快速地拉起。
7.3.4检查胶带是否有附上防焊漆,板面防焊漆是否有松起或分离之现象。
7.4取样方法及频率:3pcs/出货前每批八、热应力试验:8.1试验目的:为预知产品于客户处之热应力承受能力8.2仪器用品:烘箱、锡炉、秒表、助焊剂、金相显微镜。
PCB可靠性试验及外观检验判定标准

1.0.5oz﹕大 于或等于
6LB/in. 2.1.0oz﹕大 于或等于
8LB/in
"IPCTM650之 2.4.20"
特殊 情況 依客 戶要
求
6計算﹕剝離強度lb/ in=Akg÷S in2。
7628:150±20s;
7630:140
18
凝膠時 間測試
凝膠時 測試機
1暖機設定溫度170±0.5℃﹐用石臘清潔凝膠時間測試機熱盤﹐保持熱盤里無任何細小雜質。 2准備好待測PP(美工刀切下左﹑中﹑右面積為4X4cm) 3把分篩放在一張干淨的紙上﹐取切好PP用手揉搓﹐使樹脂粉沫落入分析篩過濾。 4用電子天平稱取0.2g﹐精確到0.02 g.按順時針或逆時針方向攪拌﹐先由內而外﹐再由外而 內反復攪拌﹐攪拌范圍為熱盤的2/3﹐攪拌速率為2-3轉/秒﹐待樹脂開始固化成團狀時﹐以 拉絲高度不超過10 mm斷掉為止(每次最多只可挑起3次﹐停止計時器)記下膠化時間。
7628:22±5%;
19
膠流量 測試
膠流量 測試機
沖圓機 ﹐
電子天 平
覆蓋一張大于15 cm*15 cm的鑽沸龍或離型膜。) 3將組合好之試片放在不鏽鋼板(兩張)內﹐放入膠流量測試機中﹐立刻加壓﹐應在壓機合模 后5秒內到達規定的壓力﹐除非另有規定﹐溫度應為171±3℃﹐壓力為4.6kg/cm2時間為5分 種。
AQL=4.0 5PCS/每批 2PCS/每批 1PCS/每批 5PCS/每批
0收1退 0收1退 0收1退 Class=S
-1 0收1退 0收1退 0收1退
0收1退
離子污染測試
每入庫批
1PCS/每批
0收1退
11
PCB檢驗項目
一﹑基材的判定標准 二﹑孔的判定標准 三﹑金手指判定標准 四﹑文字/ 符號判定標准 五﹑防焊漆判定標准 六﹑線路&板翹
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PCBf言赖性测试项目的品质要求和判定标准(2)操作过程及操作要求:一、棕化剥离强度试验:1.1测试目的:确定棕化之抗剥离强度1.2仪器用品:1OZ铜箔、基板、拉力测试机、刀片1.3试验方法:1.3.1取一张适当面积的基板,将两面铜箔蚀刻掉。
1.3.2取一张相当大小之1OZ铜箔,固定在基板上。
1.3.3将以上之样品按棕化-压合流程作业,压合迭合PP时,铜箔棕化面与PP接触1.3.4压合后剪下适合样品,用刀片割板面铜箔为两并行线,长约10cm,宽三3.8mm。
1.3.5按拉力测试机操作规范测试铜箔之剥离强度。
1.4计算:1.5取样方法及频率:取试验板1PCS/ line/周二、切片测试:2.1测试目的:压合一介电层厚度;钻孔一测试孔壁之粗糙度;电镀一精确掌握镀铜厚度;防焊-绿油厚度;2.2仪器用品:砂纸,研磨机,金相显微镜,抛光液,微蚀液2.3试验方法:2.3.1选择试样用冲床在适当位置冲出切片。
2.3.2将切片垂直固定于模型中。
2.3.3按比例调和树脂与硬化剂并倒入模型中,令其自然硬化。
2.3.4以砂纸依次由小目数粗磨至大目数细磨至接近孔中心位置2.3.5 以抛光液抛光。
2.3.6微蚀铜面。
2.3.7以金相显微镜观察并记录之。
2.4取样方法及频率:电镀—首件,1PNL/每缸/每班,自主件2PNL/每批,测量孔铜时取9点,测量面铜时C\S 面各取9 点。
钻孔-首件,(1PNL/轴/4台机/班,取钻孔板底板)打板边切片位置,读最大孔壁粗糙度数值。
压合—首件,(每料号1PNL 及测试板厚不合格时)取压合板边任一位置。
(注:压合介电层厚度以比要求值小于或等于1miI作允收。
)防焊—首件,(1PNL/4 小时)取独立线路。
三、绿油硬度测试:6.1测试目的:试验绿油的硬度。
6.2仪器用品:标准硬度的铅笔:6H 型号铅笔6.3测试方法:6.3.1用削笔刀削好铅笔,用细砂纸将笔咀磨尖。
6.3.2将样本水平放置于工作台面,首先用6H铅笔以一般力度在样本表面,倾斜45度,然后将铅笔以向样本方向推,使笔尖在防焊漆表面划过约1/4" 长。
6.3.3如防焊漆面没有被划花或破坏,则代表样本的硬度>6H 。
6.3.4 如防焊漆有被划花的痕迹,则该硬度<6H 6.4取样方法及频率:3pcs/出货前每批四、绿油附着力测试:7.1测试目的:测试防焊漆和板料或线路面的附着力。
7.2仪器用品:600#3M 胶带7.3测试方法:7.3.1在未进行测试之前,先检查样本表面必须清洁无尘埃或油渍。
7.3.2用600#3M胶带紧贴于漆面上长度约2英寸长,用手抹3次胶面,确保贴平,胶带每次只可使用一次。
7.3.3用手将胶带垂直板面快速地拉起。
7.3.4检查胶带是否有附上防焊漆,板面防焊漆是否有松起或分离之现象。
7.4取样方法及频率:3pcs/出货前每批五、热应力试验:8.1试验目的:为预知产品于客户处之热应力承受能力8.2仪器用品:烘箱、锡炉、秒表、助焊剂、金相显微镜。
8.3测试方法:8.3.1选取适当之试样于表面检查无任何分层、起泡、织纹显露状后,及BGA及CPU没有用白板笔画过的,置入烤箱烘150C, 4小时。
8.3.2取出试样待其冷却至室温。
8.3.3将锡炉温度调整为288C,并持温度计插入锡炉,确认锡炉之温度,若不符合要求,则进行补偿,直到其符合要求.8.3.4用夹子夹测试板,将板面均匀涂上助焊剂直立滴流5~10秒钟,使多余之助焊剂得以滴回8.3.5于288C± 5 C之锡炉中完全浸入锡液10 ±1秒/次,取出冷却后做第二次,共3次8.3.6取出试样后待其冷却,并将试样清洗干净。
8.3.7做孔切片(依最小孔径及PTH 孔作切片分析)。
8.3.8利用金相显微镜观查孔内切片情形。
8.4注意事项:操作时需戴耐高温手套、袖套及防护面罩,并使用长柄夹取放样品及试验。
8.5取样方法及频率:3pcs/出货前每批六、有铅焊锡性试验:9.1试验目的:为预知产品于客户处之焊锡状况,以Solder pot仿真客户条件焊锡。
9.2仪器用品:烘箱、有铅锡炉、秒表、有铅助焊剂、10X放大镜9.3 测试方法:9.3.1选择适当之试样,BGA及CPU没有用白板笔画过的,并确定试样表面清洁后,置入烤箱烘烤120C *1 小时。
9.3.2试样取出后待其冷却降至室温。
9.3.3将锡炉内溶锡表面的浮渣及已焦化的助焊剂残渣完全清除干净。
9.3.4将试样完全涂上助焊剂,试样须直立滴流5~10秒,使多余之助焊剂得以滴回。
9.3.5将试样小心放在温度为245C的锡池表面,漂浮时间3~5秒。
9.4注意事项:操作时需戴耐高温手套、袖套及防护面罩,并使用长柄夹取放样品及试验。
9.5取样方法及频率:3pcs/出货前每批。
七、无铅焊锡性试验:10.1 试验目的: 为预知产品于客户处之焊锡状况,以Solder pot 仿真客户条件焊锡。
10.2仪器用品:烘箱、无铅锡炉、秒表、无铅助焊剂、10X 放大镜10.3 测试方法:10.3.1选择适当之试样,BGA 及CPU 没有用白板笔画过的,并确定试样表面清洁后,置入烤箱烘烤120C *1小时。
10.3.2试样取出后待其冷却降至室温。
10.3.3将锡炉内溶锡表面的浮渣及已焦化的助焊剂残渣完全清除干净。
10.3.4将试样完全涂上助焊剂,试样须直立滴流5~10 秒,使多余之助焊剂得以滴回。
10.3.5将试样小心放在温度为260C的锡池表面,漂浮时间3~5秒。
10.4注意事项:操作时需戴耐高温手套、袖套及防护面罩,并使用长柄夹取放样品及试验。
10.5取样方法及频率:3pcs/出货前每批。
八、离子污染度试验:11.1测试目的:测试喷锡、棕化、成型后PCB受到的离子污染程度。
11.2仪器用品:离子污染机,异丙醇浓度75±3%11.3测试方法:按离子污染机操作规范进行测试。
11.4注意事项:操作需戴手套,不可污染板面。
11.5取样方法及频率:取喷锡板次/ 班取棕化板1 次/ 班取成型板1 次/ 班九、阻抗测试:12.1测试目的:测量阻抗值是否符合要求12.2仪器用品:阻抗测试机12.3测试方法:按阻抗测试机操作规范进行测试12.4取样方法及频率:有阻抗要求:干膜蚀刻每班每料号每条线首件板1PNL,自主2 PNL/批,防焊每班每料号3PNL(注:防焊后阻抗标准值与成品标准值要求相同)十、蚀刻因子测试:15.1测试目的:通过测试检查蚀刻线的侧蚀状况。
15.2仪器用品:砂纸、研磨机、金相显微镜、抛光液、微蚀液15.3测试方法:按正常参数进行蚀刻,然后打切片分析蚀刻因子计算公式:EF=2T/(b-a) 15.4取样方法及频率:取外层蚀刻线正常量产板,1PCS/每条线/月。
十一、化金、文字附着力测试:16.1测试目的:通过测试检查化金后化金处的附着力。
16.2仪器用品:3M#600 胶带16.3测试方法:16.3.1 将试验板放在桌上16.3.2用600#3M胶带紧贴于漆面上长度约2英寸长,用手抹3次胶面,确保贴平,胶带每次只可使用一次。
16.3.3用手将胶带垂直板面快速地拉起。
16.3.4观察胶带上有无沾金/文字漆,板面化金处/文字漆是否有松起或分离之现象。
16.3.5取样方法及频率:3pcs/出货前每批十二、孔拉力测试17.1测试目的:试验电镀孔铜的拉力强度17.2仪器用品:电烙铁,拉力测试机,铜线17.3测试方法:17.3.1将铜线直接插入孔内,以电烙铁加锡焊牢;17.3.2 被测试孔孔必需PAD 面完整无缺,并将多余线路在PAD 边切除;17.3.3将铜线的末端用拉力机夹紧,按拉力机上升,直到铜线被拉断或孔被拉出,计下读数C(Kg);17.3.4将待测孔使用游标卡尺测量出孔的内径C2(mm)和孔环外径C1(mm)。
17.3.5 计算孔拉力强度:ib/in2F = 4C/ (C12 - C22)*1420F:拉力强度C1 :孔环外径(mm)C2:孔环内径(mm)17.3.6取样方法及频率:取外层蚀刻板1PCSZ周十三、线拉力测试:18.1测试目的:试验镀层与PP的结合力。
18.2仪器用品:拉力测试机,刀片,游标卡尺。
18.3测试方法:18.3.1 用游标卡尺量测出线宽(mm)。
18.3.2将线端用刀片挑起并剥离约2cm,用拉力测试机夹头夹紧挑起的线端。
18.3.3按上升将线剥离,(拉杆速度:50MM/MIN )计下拉力读数(Kg)。
18.3.4线拉力计算:拉力(kg)单位:ib/in线宽(mm)单位:ib/in18.4取样方法及频率:取外层蚀刻板1PCS/周。
十四、高压绝缘测试:19.1测试目的:测试线路板材料的绝缘性能19.2仪器用品:高压绝缘测试仪,烘箱1 9.2仪器用品:高压绝缘测试仪,烘箱19.3测试方法:19.3.1烘烤板子,温度为50-60C/3小时,冷却至室温,选样品上距离最近且互相不导通的一对线.19.3.2按高压绝缘测试仪操作规范进行测试,测试要求为:a)线距<3mil,所需电压250V,电流0.5A。
b)线距三3mil,所需电压500V,电流0.5A。
c)可根据客户要求设定电压和电流。
d)或按双面板用1000V,多层板用500V。
19.3.3维持通电30+3/-0 秒,若在此段期间内有击穿现象出现,则表示样本不合格.19.3.4测试前,必须将测试台面清洁,并不可有金属物存在,以免影响测试结果或触电. 19.4注意事项:操作时需戴耐高压手套19.5取样方法及频率:取成品板1PCS/周期十五、喷锡(镀金、化金、化银)厚度测试:20.1测试目的:检验喷锡(化金、化银)厚度是否在合格范围内。
20.2仪器用品:X-Ray测试仪20.3 测试方法:按照X-Ray 测试仪操作规范进行测试。
20.4取样方法及频率:首件,1pcs/每批十六、异常管理与故障排除:1、成品信赖性实验发现有1pcs不合格者,需立即呈报品保主管,并取相同料号相同周期的板重做同一信赖性实验(数量10pcs以上),如第二次试验中有1pcs板测试不合格的板重做同一信赖性实验(数量10pcs以上),如第二次试验中有1pcs板测试不合格会商后续重工与重检对策。
2、制程中有测试1pcs不合格者,需立即呈报品保主管及知会责任单位主管,并取同料号相同周期板重做试验(数量5pcs以上),第二次试验中有1pcs板测试不合格开立CAR 予责任单位,追踪改善后取样确认效果,若仍不良可予以停产或呈报品保主管与责任单位主管会商对策。