注塑件不良常见缺陷及产生原因解析
注塑常见缺陷和原因分析
注塑常见缺陷和原因分析注塑是一种常用的制造工艺,用于生产各种塑料和橡胶制品。
然而,在注塑过程中常常会出现一些缺陷,如短裂纹、熔痕、气泡等,影响产品的质量和性能。
本文将对注塑常见缺陷进行分析,并探讨其原因。
1.短裂纹短裂纹是注塑中最常见的缺陷之一,通常出现在产品的边缘或表面,呈现出细小的裂纹。
它的主要原因有:(1)材料问题:注塑中使用的塑料或橡胶材料的熔融指数较低,流动性差,容易造成流动不畅而引起短裂纹。
(2)模具问题:模具的出水口或喷嘴设计不合理,导致材料流动不畅,产生过高的注射压力,从而引起短裂纹。
(3)注塑参数问题:注塑机的注射速度过快,冷却时间不足,也会在产品中产生短裂纹。
2.熔痕熔痕是注塑过程中另一种常见的缺陷,表现为产品表面的沟槽或凹痕。
造成熔痕的原因主要有:(1)注塑温度问题:注塑温度过高会导致材料熔化过度,流动性增强,从而产生熔痕。
(2)注塑压力问题:注塑压力过大时,材料在模具中流动不畅,产生摩擦力增加,也会导致熔痕的产生。
(3)模具设计问题:如果模具中的出水口或喷嘴设计不合理,也会在产品表面形成熔痕。
3.气泡气泡是注塑中常见的缺陷,表现为产品内部或表面的空腔。
气泡的形成原因有:(1)材料问题:注塑材料中含有过多的水分或挥发性物质,注塑过程中被加热蒸发,生成气泡。
(2)注塑温度过高:高温会导致材料熔化过度,容易产生气泡。
(3)注塑压力问题:过高的注塑压力会使材料在注塑过程中产生剧烈的振动,从而引起气泡。
(4)模具问题:模具中存在堵塞或不良的冷却系统,也会导致气泡的产生。
4.缩短问题缩短是指产品在冷却过程中出现尺寸缩小的现象。
产生缩短的主要原因有:(1)注塑温度过低:低温会使注塑材料的熔融程度不足,流动性降低,产生缩短。
(2)冷却时间不足:注塑材料冷却时间不足会导致产品未完全固化,容易产生缩短。
(3)注塑压力问题:过大的注塑压力会使产品产生内部的应力,引起尺寸缩小。
(4)模具问题:模具中存在过多的冷却系统,会导致材料过度冷却而使产品缩短。
注塑缺陷原因分析与解决方案

注塑缺陷原因分析与解决方案注塑是一种常见的塑料加工方法,广泛应用于各个行业。
然而,在注塑过程中,可能会出现各种缺陷,如气泡、翘曲、短射等问题,影响产品的质量和性能。
为了解决这些问题,我们需要进行缺陷原因分析,并提出相应的解决方案。
一、缺陷原因分析1. 气泡缺陷气泡是注塑过程中常见的缺陷之一。
其主要原因可能包括以下几个方面:- 塑料材料中含有挥发性物质,如水分、溶剂等,这些物质在高温下蒸发产生气泡。
- 注塑机温度设置不当,过高的温度会使塑料材料中的气体膨胀形成气泡。
- 注塑模具设计不合理,存在气孔或死角,导致塑料充填不均匀,形成气泡。
2. 翘曲缺陷翘曲是注塑产品常见的缺陷之一,其主要原因可能包括以下几个方面:- 注塑机温度不均匀,导致塑料材料在冷却过程中收缩不均匀,引起产品翘曲。
- 注塑模具设计不合理,存在过于薄弱的部位,无法承受注塑过程中的压力,导致产品变形。
- 注塑过程中冷却时间不足,使得产品在脱模后还未完全固化,导致变形。
3. 短射缺陷短射是指注塑产品未能充填满模具而产生的缺陷,其主要原因可能包括以下几个方面:- 注塑机温度设置不当,导致塑料材料粘度过高,无法充填满模具。
- 注塑模具设计不合理,存在过于狭窄的充填道或浇口,导致塑料流动受阻,无法充填满模具。
- 注塑过程中注射速度过快,导致塑料材料无法充填满模具。
二、解决方案1. 气泡缺陷的解决方案- 检查塑料材料的质量,确保其含水量和挥发性物质含量符合要求。
- 调整注塑机的温度,确保塑料材料在注塑过程中不会过热。
- 优化注塑模具的设计,避免气孔和死角的存在,确保塑料充填均匀。
2. 翘曲缺陷的解决方案- 调整注塑机的温度分布,确保塑料材料在冷却过程中收缩均匀。
- 优化注塑模具的设计,增加产品的结构强度,避免过于薄弱的部位。
- 增加注塑过程中的冷却时间,确保产品完全固化后再进行脱模。
3. 短射缺陷的解决方案- 调整注塑机的温度,降低塑料材料的粘度,促进充填。
注塑件的缺陷和产生原因

12.漆花(白花)
1.涂料中银粉氧化
2.涂料干燥速度太慢
3.吐出量太大
4.喷涂距离太近
5.温度太高,干燥时间不够
13.回粘
1.涂膜硬度不够
2.配比错误
3.涂膜太厚
4.烘干时间不够
5.高温储存
6.太阳曝晒
14.针孔
1.注塑件毛细孔粗深(刮泥子,喷底漆)
2.涂层太厚
15.喷涂不均
注射及保压时间太短
加料量不够
料筒温度太高
注射压力太小
注射速度太慢
杂料
料筒没清洗干净,一般在先生产的几只产品有杂料现象,回料中混有杂质
顶白
模具筋条不够光
模具型芯光洁度不够
顶杆顶在塑件薄弱处,
脱模斜度太小,冷却时间太短
注射压力太大,保压压力太高,保压时间太长
原材料原因
熔接痕
塑料温度太低
浇口太多
脱模剂过量
模板变形,工艺控制不当(注射速度太快,注射压力过前,时间过短,
加料量过多。
气泡
原料含水份,溶剂或易挥发物
塑料温度太高或受热时间太长,已降聚或分解,产生大量气体
注射压力太小
注射柱塞退回太早
模具温度太低
注射速度太快
在料筒加料端混入空气
凹痕、收缩
流道、浇口太小
制品太厚或厚薄悬殊
浇口位置不适当(收缩发生在远离浇口)
成型温度太低
熔接不良
塑料回用次数太多
塑料潮湿
浇口位置不当(如在受弯曲力处)
塑料混入杂质
制件设计不良,如有锐角、缺口
难脱模
模具光洁度不够
模具斜度不够
模具镶块处缝隙太大
注塑生产中15种注塑缺陷不良原因分析和对策
注塑生产中15种注塑缺陷不良原因分析和对策常见注塑不良原因分析和对策1.充填不足2.溢料3.气孔4.波纹5.银条纹6.表面晕音7.融合线8.气泡9.黑条纹及烧痕10.龟裂11.离模溢料12.弯曲13.脱模不良14.直浇口的脱模不良15.材料的叠边不良不良现象及其原因处理办法1、充填不足[1]成形品的体积过大[2] 流道、浇口过小[3] 喷头温度低[4]材料的温度或者射出压力低[5]内腔里的流体流动距离过长[6]模具温度低了[7]射出速度慢了[8]材料的供给量过少[9]排气不良2、溢料[1]锁模力不足[2]模具不好[3]模具面的杂质[4]成形品的投影面积过大[5]材料的温度过高[6]材料供给量过剩[7]射出压力高3、气孔在材料為充分干燥时,是挥发物或空气所致;大多时候发生在產品胶厚的位置,实际是材料的收缩引起的真空气泡[1]流道或浇口过小[2]成形品的壁厚差大[3]材料的温度高[4]离浇口的流动距离长[5]脱模过早[6]射出压力低[7]冷却时间短[8]保压不充分4、波纹[1]材料流动不畅[2]模具温度低[3]进浇口过小5、银条纹[1]水分或挥发成分[2]材料的温度过高[3]模具温度低[4]排气不良[5]成形品或模具的设计不良[6]模具面上的水分或挥发成分[8]混入夹杂的材料[9]螺桨的运转不当6、表面晕暗[1]润滑或挥发成分过多[2]脱模材过多7、融合线------实际是2股或多股材料汇合时,材料的融合线。
与材料汇合时,材料的粘度有狠大的关系。
从理论上讲,材料的汇合肯定会產生融合线,只是明显程度的不同而已。
[1]材料的温度[2]浇口的设计不当[3]材料里的挥发成分或脱模剂过多[4]材料的凝固快[5]成形品的设计不良8、气泡------在材料為充分干燥时,是挥发物或空气所致;大多时候发生在產品胶厚的位置,实际是材料的收缩引起的真空气泡[1]浇口或流道过小[2]射出压力低[3]过剩的水分[4]成形品的设计不良[5]排气不良9、黑条纹及烧痕------实际是材料受到高温、高压的作用出现分解烧焦的现象。
注塑件常见缺陷及原因

注塑件常见缺陷及原因注塑件常见缺陷包括飞边、欠注、翘曲、黑点、气泡、起皮、焦痕、龟裂、色差、脆化、喷流纹等。
这些缺陷的形成原因有很多,具体如下:1.飞边:模具分型面或成型区域的设计尺寸不当,注塑压力过高,注射时间过早,注射位置离口模过远,注射位置离型腔面过远或浇口过大。
2.欠注:注塑机压力过低,注射时间过短,模具温度过低,熔体温度过高,模具浇注系统有堵塞现象。
3.翘曲:模具设计不当,冷却时间过短或过长,注塑温度或模具温度过高或过低,塑料材料的收缩率过大。
4.黑点:塑料材料中含有杂质,螺杆转速过高,螺杆温度过高,塑料受热时间过长。
5.气泡:塑料材料中含有水分或挥发物,料温过高或过低,注射压力过小,流道和浇口的尺寸过大。
6.起皮:塑料材料中水分和挥发物含量高,料温过高或过低,注射压力过小,模具温度过高或过低。
7.焦痕:塑料材料中水分和挥发物含量高,料温过高或过低,注射压力过大或过小,模具排气不良。
8.龟裂:塑料材料中水分和挥发物含量高,料温过低,注射压力过小,模具温度过低。
9.色差:塑料材料中水分和挥发物含量高,料温过高或过低,注射压力过小或过大,模具温度过高或过低。
10.脆化:塑料材料中水分和挥发物含量高,料温过高或过低,注射压力过小或过大。
11.喷流纹:塑料材料中水分和挥发物含量高,料温过高或过低,注射压力过小或过大。
此外,注塑件缺陷的形成原因还可能包括设备原因、模具设计问题、原料问题等。
解决注塑件缺陷的方法包括调整操作条件、检查设备及模具设计、更换原料等。
如何避免注塑件常见的缺陷产生,可以从以下几个方面进行改进:材料准备:设定适当的干燥条件,避免过长的干燥时间和过高的干燥温度,以免塑料内挥发物被驱离。
同时,根据产品需求选择适当的塑料材料,如高强度和热稳定性良好的塑料。
模具设计:改善模具排气系统,特别是在流动路径的末端和盲孔位置。
确保排气孔大小合适,结晶性塑料和非结晶性塑料的排气孔大小应有所区别。
注塑缺陷原因分析与解决方案
注塑缺陷原因分析与解决方案引言概述:注塑工艺是一种常见的塑料成型工艺,但在实际生产中常常会出现一些缺陷,如翘曲、气泡等。
本文将分析注塑缺陷的原因,并提供解决方案。
一、材料选择不当1.1. 材料质量不合格:材料质量是影响注塑成型的关键因素之一。
如果选择的材料质量不合格,如杂质含量过高、熔体流动性不佳等,就容易导致注塑缺陷。
解决方案:选择质量可靠的供应商,进行材料质量检测,确保材料符合要求。
1.2. 材料配比不当:材料的配比不合理也会导致注塑缺陷。
例如,过多的填充剂可能会导致产品强度不足,而过多的添加剂可能会影响材料的流动性。
解决方案:进行材料配比的试验和优化,确保配比合理。
1.3. 材料储存不当:材料在储存过程中容易吸湿,吸湿后的材料会导致注塑过程中产生气泡等缺陷。
解决方案:储存材料时应采取密封防潮的措施,避免材料吸湿。
二、模具设计问题2.1. 模具结构不合理:模具结构不合理是引起注塑缺陷的常见原因之一。
例如,模具中存在死角或过于复杂的结构,会导致材料流动不畅,产生翘曲等缺陷。
解决方案:优化模具结构,确保材料流动畅通。
2.2. 模具温度控制不当:模具温度对注塑成型过程有着重要影响。
如果模具温度不均匀或温度过高,会导致产品表面糊化或变形等缺陷。
解决方案:采用合适的冷却系统,确保模具温度均匀稳定。
2.3. 模具磨损严重:模具长时间使用后会出现磨损,磨损严重的模具会导致产品尺寸不准确或表面粗糙等缺陷。
解决方案:定期检查和维护模具,及时更换磨损严重的模具部件。
三、注塑工艺参数设置不当3.1. 注射压力过高或过低:注射压力是影响注塑成型的关键参数之一。
如果注射压力过高,会导致产品变形或开裂,而注射压力过低则会导致产品表面光洁度不高。
解决方案:根据产品要求和材料特性,合理设置注射压力。
3.2. 注射速度不合理:注射速度对产品的充填和冷却过程有着重要影响。
如果注射速度过快,会导致产品内部产生气泡或短射,而注射速度过慢则会导致产品表面瑕疵。
注塑缺陷原因分析与解决方案
注塑缺陷原因分析与解决方案一、引言注塑是一种常用的塑料加工方法,广泛应用于各个行业。
然而,在注塑过程中常常会出现一些缺陷,如短射、气泡、翘曲等,影响产品的质量和性能。
因此,对注塑缺陷的原因进行分析,并提出相应的解决方案,对于提高产品质量和生产效率具有重要意义。
二、注塑缺陷的原因分析1. 短射短射是指注塑过程中无法完全填充模具腔体造成的缺陷。
其主要原因可能包括:(1)原料质量不合格:原料中含有过多的杂质或水分,导致塑料流动性变差。
(2)模具设计不合理:模具流道设计不合理或模腔中存在过多的尖角或倒角,阻碍了塑料的流动。
(3)注塑工艺参数设置不当:如注射速度过快、压力过低等,导致塑料无法充分填充模具腔体。
2. 气泡气泡是指注塑过程中产生的气体在塑料中形成的空洞。
其主要原因可能包括:(1)原料含水量过高:塑料料温过高或原料中含有过多的水分,造成水蒸气在注塑过程中析出形成气泡。
(2)注塑机排气不畅:注塑机的排气系统存在问题,无法及时排除注塑过程中产生的气体。
(3)注塑工艺参数设置不当:如注射速度过快、压力过高等,造成塑料内部气体无法顺利排出。
3. 翘曲翘曲是指注塑制品在冷却后出现变形的现象。
其主要原因可能包括:(1)模具温度不均匀:模具温度不均匀导致注塑制品冷却不均匀,从而引起翘曲。
(2)注塑过程中的应力积累:注塑过程中,塑料在注射后会受到冷却和收缩的影响,如果释放不及时,会导致应力积累引起翘曲。
(3)注塑工艺参数设置不当:如注射速度过快、冷却时间过短等,造成塑料冷却不充分,引起翘曲。
三、注塑缺陷的解决方案1. 短射的解决方案(1)优化原料质量:选择质量合格的原料,避免杂质和水分的存在。
(2)优化模具设计:合理设计模具流道,避免尖角和倒角的存在,保证塑料的顺畅流动。
(3)优化注塑工艺参数:合理设置注射速度和压力,确保塑料能够充分填充模具腔体。
2. 气泡的解决方案(1)控制原料含水量:确保塑料料温适宜,原料中的水分含量符合要求。
注塑产品缺陷原因及分析专业版
14
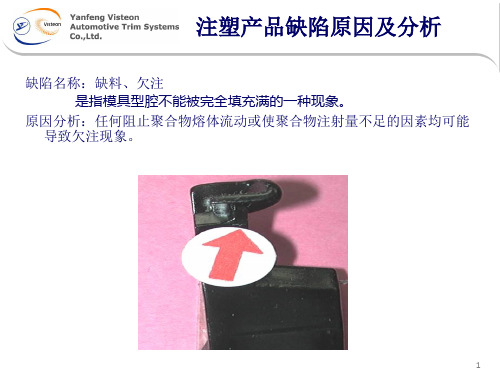
注塑产品缺陷原因及分析
缺陷名称:熔接痕 指两股料流相遇熔接而产生的表面缺陷。
原因分析:制件中如果存在孔、嵌件或是多浇口注塑模式或是制件壁厚不 均,均可能产生熔接痕。
15
注塑产品缺陷原因及分析
涉及因素: 模具上有销、碰结构 浇口位置影响
改进方法: 增加注塑速度 增加注塑压力和保压压力 延长保压时间 增大模具温度 增大料筒和喷嘴温度
8
注塑产品缺陷原因及分析
缺陷名称:划伤 是指产品在成型后,在受到外力作用时导致产品表面损伤。
9
注塑产品缺陷原因及分析
涉及因素: 取件过程中机械手接触产品时造成 产品修边过程中操作工用刀时造成 产品包装过程中周围环境造成 产品存放过程器具造成
改进方法: 增加注塑压力和保压压力 降低熔体温度 增加浇口尺寸或改变浇口位置
12
注塑产品缺陷原因及分析
缺陷名称:气泡 气泡是指空气被困在型腔内而使制件产生空腔的现象。
原因分析:困在型腔内气体不能被及时排出,易导致出现表面起泡,制件 内部夹气,注塑不满等现象。
13
注塑产品缺陷原因及分析
涉及因素: 模具排气结构不良 产品壁厚较厚
现象。
改进方法: 增加注塑时间,降低注塑速度 降低料筒温度和喷嘴温度 降低注塑压力和保压压力 减少缓冲长度,使熔体不要在料筒中过填充
6
注塑产品缺陷原因及分析
缺陷名称:流动痕 是指在浇口附近呈波浪状的表面缺陷
7
注塑产品缺陷原因及分析
涉及因素: 熔体温度过低 模温过低 注塑速度过低 注塑压力过低 流道和浇口尺寸过小
26
注塑产品缺陷原因及分析
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.产品加工过程中操作不当.
2.产品在使用治具加工时被夹伤等 原因导致不良产生
【产品高/薄的骨位/胶位容易产生 或后加工过程中容易碰到的部分 容易产生】
裂痕/破裂
J09 1.顶针太长
2.保压时间短,冷却时间不足
3.顶针压力过大 等原因易造成.
【顶白不良通常出现在有顶针的 背部位置】
1.模具型腔面表面伤,一般如果是 模伤的话,都会出现在产品面部 的同一个位置.
2.产品成型压力过大或模具分型面 型腔面不光滑容易导致拖花产生【拖花一般出现在产品分型面的 边缘】
1.主要是塑材的硬度不够,耐摩擦 能力弱.
2.产品后加工或包装保护不好等原因 造成
【光面的产品容易被碰伤或划伤, 一般产品的边角部位或突出来的1.产品各CAV#模温不均;2.注塑压力过大或过小;3.产品冷却时间短;
等情况下容易造成产品变形.【产品胶厚不均,或产品胶位太薄, 加强筋不对称时出现】1.模具设计存在缺陷易导致【一般两个产品组装检查时容易 出现段差】
1.模温低
2.材料内含有水分
3.射胶速度过慢
4.产品浇口过小
5.材料流动性差 等原因易造成.
【产品几股胶流的结合处容易出现】
J10
J21
J11发白顶白顶高
模伤拖伤
碰伤划伤
夹水线
J12
J20段差
J05
变形
1.2.3. 【产品骨位或者是离进胶口较远的 1.2.3. 4. 【用 1.【一般比较深的孔位易出现此不良】
1.2.3.4.5. 【通常出现在水口周围】
1.2. 口 1.2.3.4. 【批锋一般出现在
1.2. 【胶花一般出现在进胶口周围,呈 1.2. 【该缺陷易出现于模具镶件及较深 1.2.3. 【一般较细小或较长的柱位容易断】
1.2. 【产品的顶针位,现,
1.2. 【缩水一般出现在产品厚薄胶位的 1.模
2.3.品
等原因造成
1.
2.
3.
及
【透明件容易出现此不良】
1.
2.
3.
4.
【透明的产品,如:
1.
2.
1.
2.
3.
【此缺陷多出现于进胶口附近】1.
2.
3.
4.
力
【带酸性的材料(。