RTM树脂传递模塑料成型工艺培训教材(PPT43页)
RTM树脂传递模塑料成型工艺培训教材实用PPT(43页)
树脂传递模塑料成型工艺
南京东源汽车科技有限公司 刘雄
序言
我国手糊玻璃钢成型工艺因质量、强度、 成本、环保、清洁等综合方面的要求,已经开 始由敞开式手糊工艺过渡到闭模成型工艺。近 几年,该工艺在汽车配件、风电制品、船舶游 艇等相关领域部分企业得以应用,部分或者全 部代替了传统手糊工艺。
ห้องสมุดไป่ตู้
模具的工装夹具设计
6.如果一个人有自己的心灵追求,又 在世界 上闯荡 了一番 ,有了 相当的 人生阅 历,那 么,他 就会逐 渐认识 到自己 在这个 世界上 的位置 。世界 无限广 阔,诱 惑永无 止境, 然而, 属于每 一个人 的现实 可能性 终究是 有限的 。
7.一个人不论伟大还是平凡,只要他 顺应自 己的天 性,找 到了自 己真正 喜欢做 的有意 义的事 ,并且 一心把 它做得 尽善尽 美,他 在这个 世界上 就有了 牢不可 破的家 园。
10.词 的 结 尾 , 放言 “了却 君王天 下事, 赢得生 前身后 名”, 更是快 人快语 。最后 一句“ 可怜白 发生” ,感叹 “老之 将至” ,也暗 指壮志 难酬, 这给“ 壮词” 更增加 了慷慨 悲凉的 色彩。
8.于是,他不但会有足够的勇气去承 受外界 的压力 ,而且 会以足 够的清 醒来面 对形形 色色的 机会的 诱惑。 我们当 然没有 理由怀 疑,这 样的一 个人必 能获得 生活的 充实和 心灵的 宁静。
9.这 首 词 处 处 扣着 “壮词”来 写, 开篇即 言“醉里 挑灯看 剑”, 可谓壮 怀激烈 。接着 主要写 战场上 的情景 :号角 连营, 分炙、 奏乐、 点兵, 马快、 弦鸣。 这些情 景再现 ,既是 词人曾 经驰骋 沙场的 回忆, 也是他 渴望回 到战场 的心声 ,可谓 豪情万 丈。
树脂传递模塑_RTM_工艺的发展及应用
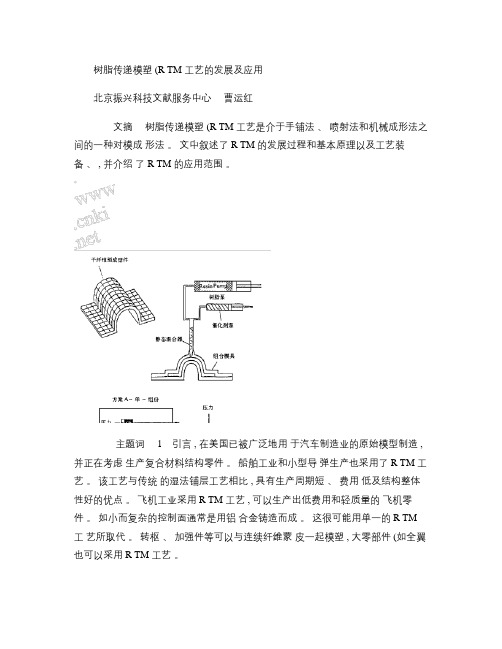
树脂传递模塑 (R TM 工艺的发展及应用北京振兴科技文献服务中心曹运红文摘树脂传递模塑 (R TM 工艺是介于手铺法、喷射法和机械成形法之间的一种对模成形法。
文中叙述了 R TM 的发展过程和基本原理以及工艺装备、 , 并介绍了 R TM 的应用范围。
主题词 1引言 , 在美国已被广泛地用于汽车制造业的原始模型制造 , 并正在考虑生产复合材料结构零件。
船舶工业和小型导弹生产也采用了 R TM 工艺。
该工艺与传统的湿法铺层工艺相比 , 具有生产周期短、费用低及结构整体性好的优点。
飞机工业采用 R TM 工艺 , 可以生产出低费用和轻质量的飞机零件。
如小而复杂的控制面通常是用铝合金铸造而成。
这很可能用单一的 R TM 工艺所取代。
转枢、加强件等可以与连续纤维蒙皮一起模塑 , 大零部件 (如全翼也可以采用 R TM 工艺。
R TM 工艺的起源 , 可以追溯到四十年代末期 , 最初是为适用飞机雷达天线罩成形而发展起来的。
经过 30年的发展 , 英国航空航天公司在采用 R TM 工艺生产高整体性和高价结构如雷达天线罩方面拥有相当的经验。
手铺成型和喷射成型具有投资少等优点 , 但对环境污染 (苯乙烯较严重。
近年来 ,欧美等国家限制大气中苯乙烯含量 , 人们的兴趣也转移到 R TM 工艺上来。
因 R TM 工艺的掘起已使欧美发达国家产生了很大的变。
2基本原理及工艺装备 2. 1基本原理图 1 R TM 工艺原理图R TM 工艺的基本原理是 :在一个闭式的模具内预置纤维增强预型件 , 再用低压 (小于 0. 69M Pa 将树脂系统注入模具内 , 使之浸透纤维增强预型件 , 然后固化成两面光洁的零件 , 如图 1、 2所示。
图 2 R TM 工艺简图2. 2 R TM 工艺装备美国壳牌发展公司用作 R TM 工艺的装备包括注射系统、电热式加热器加热的 P -20钢模具、液压机、温度控制系统、真空泵、压力容器。
RTM成型学习资料
RTM成型工艺解析与生产注意事项RTM成型工艺与分类1.RTM所谓闭模成型工艺就是在阴、阳模闭合的情况下成型复合材料构件的工艺方法。
SMC、BMC模压、注射成型、RTM、VEC技术都属闭模成型工艺。
由于环境法的制定和对产品要求的提高使敞模成型复合材料日益受到限制,促使了闭模成型技术的应用,近年来尤其促进了RTM技术的革新和发展。
2.RTM的类型RTM工艺,即树脂传递模塑工艺,是一种新型的模压成型方法。
它具有模具造价低、生产周期短、劳动力成本低、环境污染少、制造尺寸精确、外形光滑、可制造复杂产品等优点。
40年代来,该工艺是为适应飞机雷达罩成型而发展起来的。
目前,RTM成型工艺己广泛应用于建筑、交通、电讯、卫生、航天航空等领域。
下面介绍几种RTM技术。
1)RTM,树脂传递模塑。
该技术源自聚氨酯技术,成型时关闭模具,向预制件中注入树脂,玻纤含量低,约20-45%。
2)VARIT,真空辅助树脂传递注塑。
该技术利用真空把树脂吸入预制件中,同时也可压入树脂,真空度约10-28英寸汞柱。
3)VARTM,真空辅助树脂传递注塑。
制品孔隙一般较少,玻纤含量可增高。
4)VRTM,真空树脂传递模塑。
5)VIP,真空浸渍法。
6)VIMP,可变浸渍塑法。
树脂借助真空或自重移动,压实浸渍。
7)TERTM,热膨胀RTM。
在预制件中插入世材,让树脂浸渍并对模具与成形品加热。
芯材受热膨胀,压实铺层。
利用这种压实作用,结合表面加压成型。
8)RARTM,橡胶辅助RTM。
在TERTM方法中不用芯材而用橡胶代之。
橡胶模具压紧成型品,使孔隙大大减少,玻纤含量可高达60-70%。
9)RIRM,树脂注射循环模塑。
真空与加压结合,向多个模具交替注入树脂,使树脂循环,直至预制件被充分浸透。
10)CIRTM,Co-Injection RTM。
共注射RTM,可注入几种不同的树脂,也可使用几种预制件,可利用真空袋和柔性表面的模具。
11)RLI,树脂液体浸(渗)渍。
树脂传递模塑(RTM)工艺过程资料

充填速度对流动的影响
山东大学博士学位论文答辩
130 125 120 115 110
纤维束间距对流动的影响
4.6 4.4 4.2 R=2.0mm R=1.6mm R=1.2mm
Pressure (Pa)
105 100 95 90 85 80 75 70 2.2 2.4 2.6 2.8 3.0 3.2 3.4 3.6 3.8 4.0 4.2
山东大学博士学位论文答辩
Fiber Composites
山东大学博士学位论文答辩
课题来源
国家重点基础研究发展计划(973计划)项目: ——“先进聚合物基复合材料的多层次结构和
性能研究”
(批准号:2003CB615600) —— 01课题:复合体系的浸润、流变与检测 起止年月:2004年1月-2008年12月
3.3 束内与束间的树脂流场相互作用的 数值模拟流程
3.4 恒流速入口条件下的数值模拟 3.5 恒压入口条件下的数值模拟
山东大学博士学位论文答辩
3.1.1 控制方程
连续性方程
u x v y 0
动量方程 控 制 方 程
f 2 u 2 u p 1 u 1 u u u v 2 eff 2 f t f x y x y 2 x
C u C v C 0 t f x f y
山东大学博士学位论文答辩
把树脂在纤维预制体内的流动作为两相流 (树脂相和空气相)处理,在每个控制体内, 粘度和密度的表达式为: C 1 (1 C )2
C 1 (1 C) 2
流体体积函数的定义如下:
2
S ABFGD
2
2
树脂传递模塑成型工艺及设备

7.1.2 RTM
第七章 树脂传递模塑成型工艺及设备
树脂固化加热
物料充模后,将整个模具置于
炉(釜)内整模加热法。 固化炉(或高压釜)内加热。热能
纤维与树脂的结合除了需要用偶联剂预处理以加强 树脂与纤维的化学结合力外,还需要有良好的树脂 与纤维结合紧密性。 希望获得高的注胶速度,以提高生产效率。 成 从气泡排出的角度,也希望提高树脂的流动速度, 型 但不希望速度的提高会伴随压力的升高。 工 艺
第七章 树脂传递模塑成型工艺及设备 (3)注胶温度
成 型 工 艺
第七章 树脂传递模塑成型工艺及设备
7.1.2 RTM
优点:
一般RTM工艺在树脂注入时,模具型腔内可积几
吨压力。通过使用真空,模具内形成这种压力的趋
势可得到减少,因而增加了使用更轻的模具的可能
性。
成 型
真空的使用也可提高玻璃纤维对树脂的比率,使
工 充入模具型腔内物料的纤维含量更高。
问题:RTM压注如何降低压力?
为降低压力采取以下措施:
成 降低树脂粘度;
型 工
适当的模具注胶口和排气口设计;
艺 适当的纤维排布设计;
降低注胶速度。
7.1.2 RTM
第七章 树脂传递模塑成型工艺及设备
(2)注胶速度
注胶速度取决于树脂对纤维的润湿性和树脂的表面 张力及粘度;受树脂的活性期、压注设备的能力、 模具刚度、制件的尺寸和纤维含量的制约。
工 2.7MPa的压力将树脂注入型腔;
艺 ④ 型腔充满后真空度消失,在10l kPa下型腔内的制品固
RTM技术工艺详解
增强材料
由于在RTM成型过程中,增强材料在模具型腔 中要经过带压树脂流动充模过程,会带动或充 散纤维,造成制品出现“冲浪”或“跑道”现 象。因此,为保证制品质量,RTM工艺适用于 采用长纤维和连续纤维织物作为增强材料
工艺因素
影响RTM工艺的因素
VARTM(真空辅助RTM)工艺
一般RTM工艺在树脂注入时,模具型腔内可积起几吨压力。 通过使用了真空,模具内形成这种压力的趋势得到了减少, 因而增加了使用更轻模具的可能性,真空的使用也可提高 玻璃纤维的含量,而且有助于树脂对纤维的浸渍。纤维含 量可达65%以上,空隙率小于2%。
VARTM工艺过程
ห้องสมุดไป่ตู้合模
注射树脂
RTM – 脱模
RTM的优点
无需胶衣涂层即可为 构件提供光滑表面, 能制造出具有良好表 面的高精度复杂制品
模具制造及选材灵 活性大,设备及模 具投资小,产品只 需做小的修边
产品铺层过程中 可加入嵌件及对 局部进行加强
制品纤维含量高, 空隙率低(<0.2%)
成型过程中挥发物少, 车间环境及气味较好
在制作高质量RTM制品时,会让出口流出一定 量的树脂以后才结束充模。
目的是改善树脂对纤维的浸渍程度及排出微观 气泡。即改善了纤维与树脂的物理结合强度, 又改善了制品的密实程度。
一般浪费树脂量可达模制品重量的1/3~2/3。
注胶压力
压力的高低决定模具的材料要求和结构设计, 高压力需要高强度、高刚度和大的合模力。
基体树脂
室温或工作温度下具有低的粘度(小于1.0Pas) 及一定长的适用期
树脂对增强材料具有良好的浸润性、匹配性、 粘附性
树脂在固化温度下具有良好的反应性且后处理 温度不应过高
塑料材料及成型工艺性能培训课件(共32张PPT)

1.3 塑料成型工艺性能
1.3.4 热敏性及吸湿性
热敏性:
塑料对温度的敏感性,高温下发生变色、分解的倾 向性。
热敏性塑料:硬聚氯乙烯、聚偏氯乙烯、氯乙烯和醋酸 乙烯共聚物(EVA)、聚甲醛、聚三氟氯乙烯等。
吸湿性:
是指塑料对水分的亲疏程度。吸湿性的大小取决于 聚合物组成及分子结构。
03.02.2019
17
1.2 塑料的流变性
图1-4 不同类型流体的流动曲线
图1-5 不同类型流体表观黏度 与剪切速率的关系
18
03.02.2019
1.2 塑料的流变性
图1-6 温度对表观黏度的影响
03.02.2019 19
1.3 塑料成型工艺性能
1.3.1 流动性
定义:在成型过程中,塑料熔体在一定的温度与压 力作用下充填型腔的能力。
03.02.2019 32
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
激励学生学习的名言格言 220、每一个成功者都有一个开始。勇于开始,才能找到成功的路。 221、世界会向那些有目标和远见的人让路(冯两努——香港著名推销商) 222、绊脚石乃是进身之阶。 223、销售世界上第一号的产品——不是汽车,而是自己。在你成功地把自己推销给别人之前,你必须百分之百的把自己推销给自己。 224、即使爬到最高的山上,一次也只能脚踏实地地迈一步。 225、积极思考造成积极人生,消极思考造成消极人生。 226、人之所以有一张嘴,而有两只耳朵,原因是听的要比说的多一倍。 227、别想一下造出大海,必须先由小河川开始。 228、有事者,事竟成;破釜沉舟,百二秦关终归楚;苦心人,天不负;卧薪尝胆,三千越甲可吞吴。 229、以诚感人者,人亦诚而应。 230、积极的人在每一次忧患中都看到一个机会,而消极的人则在每个机会都看到某种忧患。 231、出门走好路,出口说好话,出手做好事。 232、旁观者的姓名永远爬不到比赛的计分板上。 233、怠惰是贫穷的制造厂。 234、莫找借口失败,只找理由成功。(不为失败找理由,要为成功找方法) 235、如果我们想要更多的玫瑰花,就必须种植更多的玫瑰树。 236、伟人之所以伟大,是因为他与别人共处逆境时,别人失去了信心,他却下决心实现自己的目标。 237、世上没有绝望的处境,只有对处境绝望的人。 238、回避现实的人,未来将更不理想。 239、当你感到悲哀痛苦时,最好是去学些什么东西。学习会使你永远立于不败之地。 240、伟人所达到并保持着的高处,并不是一飞就到的,而是他们在同伴们都睡着的时候,一步步艰辛地向上爬 241、世界上那些最容易的事情中,拖延时间最不费力。 242、坚韧是成功的一大要素,只要在门上敲得够久、够大声,终会把人唤醒的。 243、人之所以能,是相信能。 244、没有口水与汗水,就没有成功的泪水。 245、一个有信念者所开发出的力量,大于99个只有兴趣者。 246、环境不会改变,解决之道在于改变自己。 247、两粒种子,一片森林。 248、每一发奋努力的背后,必有加倍的赏赐。 249、如果你希望成功,以恒心为良友,以经验为参谋,以小心为兄弟,以希望为哨兵。 250、大多数人想要改造这个世界,但却罕有人想改造自己。
塑件成型工艺培训课件(PPT 36张)

第二章 塑料及塑料成型工艺
2.3塑件的工艺性
二、塑件的几何形状
1.表面形状
问题
目的和要求
31.01.2019
重点难点
一、塑料选材
二、尺寸精度 及表面粗糙度
三、结构设计 练习题
第二章 塑料及塑料成型工艺
2.3塑件的工艺性
二、塑件的几何形状
2.脱模斜度
问题
目的和要求
31.01.2019
重点难点
一、塑料选材
重点难点
一、塑料选材
二、尺寸精度 及表面粗糙度
三、结构设计 练习题
重点难点:
会分析产品的工艺性能
第二章 塑料及塑料成型工艺
2.3塑件的工艺性
31.01.2019
塑件的工艺性 ——是塑件对成型加工的适应性
问题
目的和要求
塑件工艺性设计包括 :塑料材料选择、尺寸精
重点难点
一、塑料选材
度和表面粗糙度、塑件结构
二、尺寸精度 及表面粗糙度
三、结构设计 练习题
其几何尺寸应小 其高度不应超过直径的两倍
第二章 塑料及塑料成型工艺
2.3塑件的工艺性
二、塑件的几何形状
7.塑件的凸台与角撑
问题
目的和要求
31.01.2019
重点难点
一、塑料选材
二、尺寸精度 及表面粗糙度
三、结构设计 练习题
凸台设计实例
第二章 塑料及塑料成型工艺
二、塑件的几何形状
8.塑件上的孔(槽)
问题
目的和要求
31.01.2019
⑵常见孔的设计要求: 当通孔孔径﹤1.5mm,由于型芯易弯曲折断,
重点难点
一、塑料选材
不适于模塑成型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RTM
树脂传递模塑料成型工艺
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
南京东源汽车科技有限公司 刘雄
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
序言
我国手糊玻璃钢成型工艺因质量、强度、 成本、环保、清洁等综合方面的要求,已经开 始由敞开式手糊工艺过渡到闭模成型工艺。近 几年,该工艺在汽车配件、风电制品、船舶游 艇等相关领域部分企业得以应用,部分或者全 部代替了传统手糊工艺。
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
油缸或气缸举升下模与上模合模
半圆支架可以使 上模360度旋转
油缸举升上模, 并限位
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
2. 疏 进料口 通 进 料 口 和 排 气 口
是 重 点
排气口
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页) RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页) RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页) RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
上 模
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页) RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
上 模
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页) RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 4M模具中限位销是控制产品的厚度和上下模吻合
的工具,目前根据模具的大小和应用范围大概分为锥形
和球形两种
锥形限位销
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
模具的密封
密封是整个模具制作过程中较为关键的一步,根 据产品大小结构的不同大致分为以下7种方法: 矩形密封、半圆形密封、蘑菇形密封、半圆形+V 型两道密封、圆形真空密封、圆形充气密封、半 圆形两道密封。
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
矩形密封
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
半圆形密封
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM工艺简介
RTM是先将增强织物置于模具中形成一定 的形状,再将树脂注射进入模具、浸渍纤维并 固化的一种复合材料生产工艺,是FRP的主要 成型工艺之一。其最大特点是污染小,为闭模 操作系统,另外在制品可设计性、可方向性增 强、制品综合性能方面优于SMC、BMC。
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
限位套(下摸用)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
限位销(上模用)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
球形限位销
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
下 模
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页) RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
下 模
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM-胶衣准备
把胶衣均与涂刷到模具内表 面,不得有透光、流挂、堆 积现象
根据当日气温情况 加入适量固化剂, 搅拌均匀
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
圆形真空密封
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
半圆形+V型两道密封
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
胶衣准备
铺层
合模
模具 准备
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
脱模
固化
树脂 注射
后处理
检验
制品
RTM成型工艺流程图
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM-模具准备
1.检查模具有无缺损,并 用压缩空气把模具表面的 杂志清楚干净。注射口、 排气口设计是否合理。
限位套(下摸用)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
限位销(上摸用)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
紧固的方式通常有两种 1.搭扣紧固 2.螺栓紧固
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
搭扣紧固
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
螺栓紧固
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
合模类型
上下模完全靠螺栓锁 紧至上下定位销完全吻合
定位销完全吻合
铰链式搭扣合模
铰链 搭扣紧固
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
铰链
油缸举升上模, 并限位
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
注胶口和排气口的位置
1、中心注入 2、四周注入 四周浇注可以比中心浇注充模时间减少60%以上,孔隙率可 以比之降低25%以上,同时也能提高一定的力学性能。 另外还有真空辅助和充模时间的控制。