常用异种钢焊接选用的焊接材料修订稿
不同钢号相焊时如何选用焊接材料推荐表
不同钢号相焊时如何选用焊接材料推荐表常用钢号分类分组类别号组别号钢号0235-a'f,0235一a,q235一b,q235一ciⅰ-110#,20#,20g,20g,20rⅱ一lⅱⅱ一2ⅲ一lⅲⅲ一207mncrmovr12crmo,12crmog,15crmo,15crmog,15crmor,14crlmoⅳ一114crlmor,12crlmov,12crlmovgⅳ12cr2mo,12cr2mogⅳ一212cr2mol,12cr2molrvv一1ⅵ一lⅵⅵ一2ⅵ一31cr5mo09mnd,09mnnid,09mnnidr16mnd,16mndr,15mnnidr,20mnmod07mnnicrmovdr,08mnnicrmovd,10ni3movd1cr18ni9ti0cr18ni9ⅶ一10cr18nil0ti00cr19ni10ⅶ0crltnil2mo2,0crl8nil2mo2ti,00cr17nil4m|02ⅶ一20crl9nil3mo3,00cr19nil3ⅷⅷ一l0crl315mnvr,15mnnbr,20mnmo13mnnimonbr,18mnmonbr,20mnmonb16mn,16mnr相同钢号相焊接所推荐采用冲压材料表中接头母材类被焊钢材料类别别号或组别号焊条电弧焊焊条型号(标准号)e4303(gb/t5117)碳素钢之间焊接i+ie4315(gb/t5117)e4303(gb/t5117)i+(ii―1)e4315(gb/t51117)碳素钢与强度型低合金多见焊接e4315(gb/t5117)i+(ⅱ―2)e5015(gb/t5117)i+(ⅲ-1)ⅰ+(ⅲ―2)碳素钢与耐热型低合金钢焊接碳素钢与低温型低合金钢焊接强度型低合金钢的焊接i+ve4315(gbzt5117)j427h10mnsi(gb/t14957)i+ⅳf5315(gb/t5117)e5015(gb/t5117)e5015(gb/t5117)j507j427h10mnsi(gb/t14957)j507j427h10mnsi(gb/t14957)j427j427h10mnsi(gb/t14957)j427j422h10mnsi(gb/t14957)牌号示例j422h08a(gb/t14957)氩弧焊焊丝钢号(标准号)ⅰ+ⅵe4315(gb/t5117)e5015(gb/t5117)j427j507h10mnsi(gb/t14957)ⅱ+ⅱe5515―g(gb/t5118)ⅱ+(ⅲ―1)ⅱ十(ⅲ―2)e5015(gb/t5117)e5015(gb/t5117)j557j507j507j557j507j507h10mnsi(gb/t14957)h10mnsi(gb/t14957)强度型低合金钢的焊接(ⅱ-2)+(ⅲ-1)(ⅱ-2)+(ⅲ-2)e5515―g(gb/t5118)e5015(gb/t5117)e5015(gb/t5117)相同钢号相焊接所推荐采用冲压材料表中(Chinian)接头母材类别被焊钢材类别号或组别号强度型低合金钢与耐热型低合金钢焊接强度型低合金钢与耐热型低合金钢的焊接ⅲ+ve5515-g(gb/t5118)e5515-b1(gb/t5118)(ⅳ―1)+(ⅳ―2)e309-15(gb/t983)a307e5515-b2(gb/t5118)j557r207-r307h1cr24nil3不进行热处理(yb/y5091)h13crmoa(gb/t14957)时采用--ⅱ+ve5515-g(gb/t5118)e5015(gb/t5117)j507j507----焊条电弧焊焊条型号(标准号)e5015(gb/t5117)牌号示例j507氩弧焊焊丝钢号(标准号)--备注e5515-b1(gb/t5118)耐热型低合金钢之间的焊接ⅳ+ve5515-b2(gb/t5118)e5515-b2-v(gb/t5118)e6015-b3(gb/t5118)e310―15(gb/t983)r207r307r317r407a407--hicr26ni21不进行热处理(yb/t5091)时采用不同钢号相焊推荐选用焊接材料表(续)焊条电弧焊被焊接钢材类别接点母材类别号或组与别号焊条焊丝钢号型号(标准号)珠光体与铁素体不(i~ⅳ)十ⅷ锈钢冲压e309―15(gb/t983)e309―16(gb/t983)i+(ⅶ―1)珠光体钢与奥氏体不锈钢冲压ⅲ+(ⅶ―1)e310―15(gb/t983)a407ⅱ+(ⅶ―1)e309mo―16(gb/t983)e310―16(gb/t983)a312a402h1cr26ni21(yb /t5091)h1cr24nil3(y13/t5091)h1cr26ni21(yb/t5091)h1cr26ni21(yb/t5091)h1cr24nil3(yb/t5091)hicr26ni21(yb/t5091)hicr24nil3(yb/t5091)-e309―15(gb/t983)e309mo-16(gb/t983)e309―16(gb/t983)a307a302a307a312a302e309―16(gb/t983)牌号示例a302(标准号)氩弧焊附注h1cr24nil3(yb/t5091)h1cr24nil3(yb/t5091)-h1cr24nil3(yb/t5091)不展开热处理时使用---e309―16(gb/t983)a302-ⅳ+(ⅶ~1)珠光体钢与奥氏体不锈钢冲压v十(ⅶ―1)e310―16(gb/t983)a402-e310―15(gb/t983)a407-e309―16(gb/t983)e310―16e310―15(gb/t983)ⅵ+(ⅶ―1)e309―15e309―16(gb/t983)a302a402a407a302a307---。
常用异种钢焊接选用的焊接材料
A307
H1Cr24Ni13
HJ260
Q23AF、Q23A、Q23B、Q23AC、10、20、20g、20G、20R与1Cr5Mo
E4315
(GB/T5118)
J427
H10MnSi
(GB/T14957)
H08MnA
(GB/T14957)
HJ401—H08A
(GB/T5293)
07MnNiCrMoVDR、10Ni3MoVD
E4315
J427
H10MnSi
(GB/T14957)
H08MnA
(GB/T14957)
HJ401—H08A
(GB/T5293)
HJ431
H08Mn2SiA
(GB/T14958)
Q23AF、Q23A、Q23B、Q23AC、10、20、20g、20G、20R与0Cr18Ni9(304)、0Cr18Ni10Ti(321)、
E310—16
E310—15
(GB/T983)
A402
A407
H1Cr26Ni21
12CrMo、12CrMoG、15CrMo、15CrMoG、15CrMoR、14Cr1Mo、14Cr1MoR、12Cr1MoV、12Cr1MoVG与12Cr2Mo、12Cr2MoG、12Cr2Mo1、12Cr2MoR
E5515—B1
E5015
E5515—G
(GB/T5118)
J507J557
E310—15
(GB/T983)
不热处理时
A407
H1Cr24Ni13
13MnNiMoNbR、18MnMoNbR、
20MnMoNb、07MnMoVR与0Cr18Ni9(304)、0Cr18Ni10Ti(321)、
904l异种钢焊接过渡层
904l异种钢焊接过渡层
904L不锈钢是一种高合金耐腐蚀材料,通常用于处理硫酸、醋酸、磷酸等腐蚀性介质的设备制造。
焊接过渡层是为了在不同材料之间建立良好的连接,通常用于连接不同种类的金属材料。
在焊接904L异种钢时,焊接过渡层的选择非常重要。
首先,选择合适的焊接材料对于焊接过渡层至关重要。
通常情况下,对于连接904L不锈钢和异种钢,一般会选择使用镍合金作为焊接过渡层的材料,比如ERNiCrMo-3。
镍合金具有良好的耐腐蚀性能和机械性能,能够有效地连接这两种不同的材料。
其次,焊接工艺也是至关重要的一环。
在焊接过渡层时,需要控制好焊接参数,包括焊接电流、电压、焊接速度等,以确保焊接过渡层的质量。
此外,还需要注意预热和后热处理,以减少焊接过程中产生的应力和变形,提高焊接接头的质量。
另外,焊接过渡层的设计也需要考虑到实际工程应用的需求。
要考虑到连接部位的受力情况、环境腐蚀性以及使用温度等因素,以确保焊接过渡层能够满足实际工程的要求。
总的来说,焊接904L不锈钢和异种钢时,选择合适的焊接过渡
层材料、控制好焊接工艺参数以及考虑实际工程需求是非常重要的。
只有综合考虑这些因素,才能够确保焊接接头的质量和可靠性。
异种钢焊接焊条选用及说明

应该选用 A402 焊条,因为奥氏体焊缝塑性好、强度低,可以承担多一些焊接应变,减少了 热影响区焊接应力,故抗裂性好。
3、低合金中强钢与其它钢种焊接
异种钢焊接焊条选用及说明
在 ISO/TR15608《焊接金属材料分类指南》标准中,将钢材分为 11 类组,不同类组钢 材之间的焊接称为异种钢焊接。
本文参照 ISO/TR15608 标准将钢材分为低碳钢、低合金中强钢(屈服强度 345-460MPa)、 耐候钢、管线钢、低温钢、珠光体热强钢、高强钢(屈服强度超过 460MPa)、铬不锈钢、 铬镍奥氏体不锈钢、铬镍双相不锈钢和中碳钢;与 ISO/TR15608 略有差异。
钢之间焊接选用双相不锈钢焊条 E2209-17,以确保焊缝也为双相不锈钢。
二、焊条选用一览表:
见表 1。
表 1:焊条选用表
钢材组别
中碳钢
双相 不锈钢
铬镍 不锈钢 铬不锈钢
高强钢
珠光体 耐热钢 低温钢 管线钢
耐候钢 低合金 中强钢
低碳钢
低碳钢
低合金 中强钢
耐候钢
管线钢
低温 钢
J427
J507 J507CuCrNi J507 A402
A302 /
铬镍 不锈钢
A302
E2209-17
/
双相 不锈
钢 A402
/
中碳 钢
J507
四、相关说明
1、薄板、母材冷裂倾向小的焊接可以选用非低氢焊条;拘束度特别大的情况下,表中奥氏
体不锈钢焊条应换成低氢型(-16)。
异种钢焊接材料选用原则
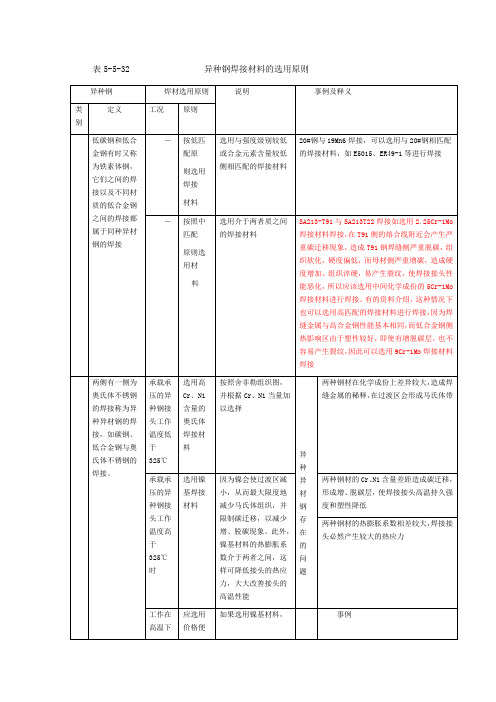
表5-5-32 异种钢焊接材料的选用原则5.2 新型铁素体耐热钢与其它耐热钢异质接头焊接及焊后热处理工艺新型9%~12%Cr铁素体耐热钢与低合金耐热钢焊接(以P91与P22钢为例)(1) 焊接材料选用的可能类型美国AWS D10.8和英国BS2633工艺标准提供了一些指导性意见。
在AWS D10.8中列举了四种可能的选择。
a) 焊缝成分与低合金钢一侧材料的成分一致(低匹配)。
b) 焊缝金属与高合金材料侧成分一致,用9Cr-1Mo-V合金系统焊材(即高匹配)。
c) 焊缝金属取两种材料中间的成分如5CrMo或9CrMo(各部中间匹配)。
d) 焊缝金属采用镍基合金焊材。
(2) 焊接材料选用的原则及规范a) 基本原则焊缝金属须至少等于或高于两种材料中强度较低的一种钢,一般选择均偏向取低合金成分。
b) BS2633规范与基本原则相似,但建议涉及P91钢的异种钢焊接时,宜选用9CrMo 焊材。
尤其强调了镍基合金材料的采用。
c) AWSD 10.8规范则认为无须使用镍基,除非P91钢是与奥氏体不锈钢或镍基合金相焊接。
d) 镍基合金的使用在一定程度上影响NDT检测的范围。
(3) 焊接及焊后热处理工艺规范的规定a) 最合适的焊后热处理规范在P91异种钢焊接中极为重要。
b) 回火温度要兼顾平衡P91与P22(或其他低合金钢)的适用范围以及焊缝金属的最佳温度范围。
如P91为730℃~790℃,而P22为680℃~720℃,因此BS2633标准提出P91这种异种钢接头的热处理规范应是一种折衷的效果。
c) 回火温度具体确定一般采用P91钢的最低允许回火温度,但为取得最佳的抗蠕变性能,则应采用低合金钢侧的最高允许温度。
d) P91与P22异种钢常用回头规范为720℃~730℃,保温时间要应壁厚确定。
i.此规范能对P91钢HAZ进行足够的回火,而不会造成对P22钢的过回火;但不能有效地对采用2CrMo或9CrMo焊材的焊缝进行热处理。
不同钢相焊时如何选用焊接材料表
Ⅲ+(Ⅶ—1)
E310—16(GB/T983)
A402
H1Cr26Ni21
(YB/T5091)
-
E310—15(GB/T983)
A407
珠光体钢
与奥氏体
不锈钢焊接
Ⅳ+(Ⅶ~1)
E309—16(GB/T983)
A302
H1Cr24Nil3
(Y13/T5091)
-
E310—16(GB/T983)
J507
H10MnSi(GB/T14957)
(Ⅱ-2)+(Ⅲ-1)
(Ⅱ-2)+(Ⅲ-2)
E5015(GB/T5117)
J507
E5515—G(GB/T5118)
J557
E5015(GB/T5117)
J507
E5015
(GB/T5117)
J507
不同钢号相焊推荐选用焊接材料表(续)
被焊钢材类别
接头母材类别号
A402
H1Cr26Ni21
(YB/T5091)
-
E310—15(GB/T983)
A407
H1Cr26Ni21
(YB/T5091)
-
V十(Ⅶ—1)
E309—16(GB/T983)
A302
H1Cr24Nil3
(YB/T5091)
-
E310—16E310—15
(GB/T983)
A402
A407
HICr26Ni21
或组别号
焊条电弧焊
氩弧焊
备注
焊条
焊丝钢号
(标准号)
型号(标准号)
牌号示例
强度型低合金钢与耐热型低合金钢焊接
5-2异种金属焊接材料与方法选择

一船体结构某部位由12MnCrNiVCu与Q235连接 而成,板厚为24mm,试制定焊接工艺。
12MnCrNiVCu?
和16Mn类似,属于350MPa级普低钢
异种金属焊接材料与方法选择
低碳钢与低合金钢的焊接性
低 合 金 钢
合 金 元 素 增 加
淬 硬 组 织
冷 裂 纹
氢
应力
异种金属焊接材料与方法选择
而只能使应力进行重新分布。例如由1Cr18Ni9Ti不锈钢与12CrMo耐热钢焊成的
接头,不宜采用焊后热处理。
异种金属焊接材料与方法选择
低碳钢与低合金钢的焊接
• 一、焊接性 低合金钢是在碳钢的基础上,加人少量或微量的合金元素(合金元素质量分数 不超过3%),使碳钢的组织发生变化,从而获得较高的屈服强度和较好的冲击韧
止焊缝受到冷却硬化。
异种金属焊接材料与方法选择 • 四、异种钢焊接时焊接材料的选择
焊后热处理的目的是提高接头淬硬区的塑性及减小焊接应力,热处理规
范的选择必须考虑到加热、冷却时对接头中两种钢材及焊缝性能的影响。用 奥氏体钢焊条焊成的异种钢接头,焊后一般不进行热处理。 异种钢焊接接头的热处理是一个比较复杂的问题,一般根据组合的母村金 属、焊缝的合金成分和结构类型等具体情况来确定。若两种母村金属均有淬 硬倾向,则必须进行焊后热处理。热处理规范大多参照淬硬倾向较大的钢来 确定* 两种母村金属的性能差别较大时,接头的焊后热处理并不能消除焊接应力,
异种金属焊接材料与方法选择
• 二、异种钢焊接时焊接方法的选择原则
高合金异种钢焊接一般采用惰性气体保护焊,一般薄件采用钨极氩弧
焊,厚件采用熔化极惰性气体保护焊。电子束焊可以用于制造异种钢真空
设备薄壁构件。小直径的异种钢管可以用闪光对焊。形状复杂的异种材料 构件可用摩擦焊、扩散焊、爆炸焊和钎焊焊接。如采用熔焊时,应尽量采 用小电流快速焊,以降低母才金属的熔化量,保证较小的熔合比。
异种钢的焊条选用

异种钢的焊条选用1、异种钢焊接的主要问题:●焊接接头的化学不均匀性及由此引起的组织和力学性能的不均匀性●界面组织的不稳定性●应力变形的复杂性2、获得优质异种钢焊接接头的焊接工艺要点:●避免淬火钢的复合结构近缝区产生裂纹;●保证焊缝金属中没有热裂纹;●保证不使高合金钢有显著的稀释;●保证焊接接头与基本金属有较近的膨胀系数。
3、异种钢焊接材料选择的基本原则:●所选择的焊接材料必须能够保证异种钢焊接接头设计所需要的性能,如力学性能、耐热、耐蚀性能等;●所选择的焊材必须在有关稀释率、熔化温度和焊接件其他物理性能要求等方面能保证焊接性需要;●在焊接接头中不产生裂纹等缺陷的前提下,当不可能兼顾焊缝金属的强度和塑性时,应优先选用塑性好的填充金属;●焊接材料应经济、易得,并具有良好的焊接工艺性能。
4、碳钢与低合金结构钢或异种低合金结构钢焊接时的焊条选用:(1)选用的焊条应能保证焊缝金属及接头的强度高于强度较低一侧的钢材,而焊缝的塑性及冲击韧性不低于强度较高而塑性、韧性较低一侧的钢材。
即强度、塑性和韧性都不应低于被焊材料的最低值。
(2)一般选用低氢型焊条,以保证焊缝金属的抗裂性能和塑性。
(3)要求焊丝中的碳含量低些,而锰的含量高些,希望锰/硅的比值提高,以减少热裂纹产生。
★JB/T4709-2000规定:不同强度钢号的碳素钢、低合金钢之间的焊缝金属应保证力学性能,且其抗拉强度不应超过强度较高母材标准规定的上限值。
5、碳钢、低合金结构钢与珠光体耐热钢焊接时的焊条选用:(1)通常这类异种接头的使用温度不很高,一般选用与合金含量较低一侧的母材相匹配的焊材,并保证焊接接头的常温力学性能,接头强度不低于两种母材标准规定值的较低者。
(2)可选用碳钢焊条,也可选用耐热钢焊材。
但焊接工艺应遵循珠光体耐热钢的要求。
如A3或16Mn与15CrMo焊接时,可采用J507或R207焊条。
(3)结构刚性大、焊后不进行热处理的场合,可采用A307焊条,但这类异种钢接头的最高工作温度不得超过350℃。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HJ431
H08Mn2SiA
(GB/T14958)
E5515—G
(GB/T5118)
J557
HJ402—H10Mn2
(GB/T5293)
HJ350
H08Mn2SiA
(GB/T14958)
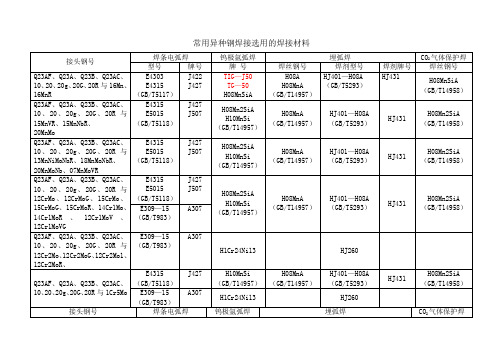
接头钢号
焊条电弧焊
钨极氩弧焊
埋弧焊
CO2气体保护焊
型号
牌号
牌号
焊丝钢号
焊剂型号
焊剂牌号
焊丝钢号
16Mn、 16MnR、15MnVR、15MnNbR、20MnMo与0Cr18Ni9(304)、0Cr18Ni10Ti(321)、
1Cr18Ni9Ti、00Cr19Ni10(304L)
E309—16
A302
H1Cr24Ni13
H1Cr24Ni13
HJ260
E309Mo—16
A312
13MnNiMoNbR、18MnMoNbR、
E309Mo—16
A312
16Mn、 16MnR与13MnNiMoNbR、18MnMoNbR、20MnMoNb、07MnMoVR
E5015
(GB/T5118)
J507
H08Mn2SiA
(GB/T14957)
H08MnA
H10Mn2
(GB/T14957)
HJ401—H08A
(GB/T5293)
HJ431
H08Mn2SiA
(GB/T14958)
15MnVR、15MnNbR、20MnMo与13MnNiMoNbR、18MnMoNbR、20MnMoNb、07MnMoVR
E5015
(GB/T5118)
J507
H08Mn2SiA
(GB/T14957)
H10Mn2
H10MnSi
(GB/T14957)
HJ401—H08A
20MnMoNb、07MnMoVR
E4315
E5015
(GB/T5118)
J427
J507
H08Mn2SiA
H10MnSi
(GB/T14957)
H08MnA
(GB/T14957)
HJ401—H08A
(GB/T5293)
HJ431
H08Mn2SiA
(GB/T14958)
Q23AF、Q23A、Q23B、Q23AC、10、20、20g、20G、20R与12CrMo、12CrMoG、15CrMo、15CrMoG、15CrMoR、14Cr1Mo、14Cr1MoR、12Cr1MoV、12Cr1MoVG
HJ431
H08Mn2SiA
(GB/T14958)
E309—15(GB/T983)
A307
H1Cr24Ni13
HJ260
接头钢号
焊条电弧焊
钨极氩弧焊
埋弧焊
CO2气体保护焊
型号
牌号
牌号
焊丝钢号
焊剂型号
焊剂牌号
焊丝钢号
Q23AF、Q23A、Q23B、Q23AC、10、20、20g、20G、20R与09MnD、09MnNiD、09MnNiDR、16MnD、16MnDR、20MnMoD、08MnNiCrMoVD、
16Mn、 16MnR、15MnVR、15MnNbR、20MnMo与12CrMo、12CrMoG、15CrMo、15CrMoG、15CrMoR、14Cr1Mo、14Cr1MoR、12Cr1MoV、12Cr1MoVG、12Cr2Mo、12Cr2MoG、12Cr2Mo1、12Cr2MoR
E5003
E5015
E309—15(GB/T983)
A307
H1Cr24Ni13
HJ260
Q23AF、Q23A、Q23B、Q23AC、10、20、20g、20G、20R与1Cr5Mo
E4315
(GB/T5118)
J427
H10MnSi
(GB/T14957)
H08MnA
(GB/T14957)
HJ401—H08A
(GB/T5293CrMo、12CrMoG、15CrMo、15CrMoG、15CrMoR、14Cr1Mo、14Cr1MoR、12Cr1MoV、12Cr1MoVG与12Cr2Mo、12Cr2MoG、12Cr2Mo1、12Cr2MoR
E5515—B1
E5515—B2
(GB/T5118)
R207
R307
E309—15
(GB/T983)
不热处理时
A307
H1Cr24Ni13
12CrMo、12CrMoG、15CrMo、15CrMoG、15CrMoR、14Cr1Mo、14Cr1MoR、12Cr1MoV、12Cr1MoV、12Cr2Mo、12Cr2MoG、12Cr2Mo1、12Cr2MoR与1Cr5Mo
E309—16
(GB/T983)
A302
H1Cr24Ni13
E310—16
E310—15
(GB/T983)
A402
A407
H1Cr26Ni21
09MnD、09MnNiD、09MnNiDR、16MnD、16MnDR、15MnNiDR、20MnMoD、08MnNiCrMoVD、
07MnNiCrMoVDR、10Ni3MoVD与0Cr18Ni9(304)、0Cr18Ni10Ti(321)、
1Cr18Ni9Ti、00Cr19Ni10(304L)
E309—16
(GB/T983)
A302
H1Cr24Ni13
E310—16
E310—15
(GB/T983)
A402
A407
H1Cr26Ni21
1Cr5Mo与0Cr18Ni9(304)、0Cr18Ni10Ti(321)、
1Cr18Ni9Ti、00Cr19Ni10(304L)
(GB/T983)
不热处理时
A407
H1Cr24Ni13
13MnNiMoNbR、18MnMoNbR、
20MnMoNb、07MnMoVR与0Cr18Ni9(304)、0Cr18Ni10Ti(321)、
1Cr18Ni9Ti、00Cr19Ni10(304L)
E310—16
E310—15
(GB/T983)
A402
07MnNiCrMoVDR、10Ni3MoVD
E4315
J427
H10MnSi
(GB/T14957)
H08MnA
(GB/T14957)
HJ401—H08A
(GB/T5293)
HJ431
H08Mn2SiA
(GB/T14958)
Q23AF、Q23A、Q23B、Q23AC、10、20、20g、20G、20R与0Cr18Ni9(304)、0Cr18Ni10Ti(321)、
(GB/T5118)
J502J507
E309—16 E309—15
(GB/T983)
不热处理时
A302A307
16Mn、 16MnR、15MnVR、15MnNbR、20MnMo与1Cr5Mo
E5015
E5515—G
(GB/T5118)
J507J557
E410—15
(GB/T983)
不热处理时
A407
1Cr18Ni9Ti、00Cr19Ni10(304L)
E309—16
A302
H1Cr24Ni13
H1Cr24Ni13
HJ260
E309—15
A307
Q23AF、Q23A、Q23B、Q23AC、10、20、20g、20G、20R与0Cr17Ni12Mo2(316)、0Cr18Ni12Mo2Ti、00Cr17Ni14Mo2(316L)、0Cr19Ni13Mo3(317)、00Cr19Ni13Mo3(317L)
E4315
E5015
(GB/T5118)
J427
J507
H08Mn2SiA
H10MnSi
(GB/T14957)
H08MnA
(GB/T14957)
HJ401—H08A
(GB/T5293)
HJ431
H08Mn2SiA
(GB/T14958)
Q23AF、Q23A、Q23B、Q23AC、10、20、20g、20G、20R与13MnNiMoNbR、18MnMoNbR、
20MnMoNb、07MnMoVR与12CrMo、12CrMoG、15CrMo、15CrMoG、15CrMoR、14Cr1Mo、14Cr1MoR、12Cr1MoV、12Cr1MoVG、12Cr2Mo、12Cr2MoG、12Cr2Mo1、12Cr2MoR
E5015
(GB/T5118)
J507
E309—16 E309—15
J427
TIG—J50
TG—50
H08MnSiA
H08A
H08MnA
(GB/T14957)
HJ401—H08A
(GB/T5293)
HJ431
H08MnSiA
(GB/T14958)
Q23AF、Q23A、Q23B、Q23AC、10、20、20g、20G、20R与15MnVR、15MnNbR、
20MnMo
E5515—B1
E5515—B2
E5515—B2—V
(GB/T5118)
R207
R307
R317
E310—15
(GB/T983)
不热处理时
A407
H1Cr26Ni21
接头钢号
焊条电弧焊
钨极氩弧焊
埋弧焊
CO2气体保护焊
型号
牌号
牌号
焊丝钢号
焊剂型号
焊剂牌号
焊丝钢号
12CrMo、12CrMoG、15CrMo、15CrMoG、15CrMoR、14Cr1Mo、14Cr1MoR、12Cr1MoV、12Cr1MoV、12Cr2Mo、12Cr2MoG、12Cr2Mo1、12Cr2MoR与0Cr18Ni9(304)、0Cr18Ni10Ti(321)、