导柱安装规范
行位抽芯方式与斜导柱的安装与选用原则
行位抽芯方式与斜导柱的安装与选用原则
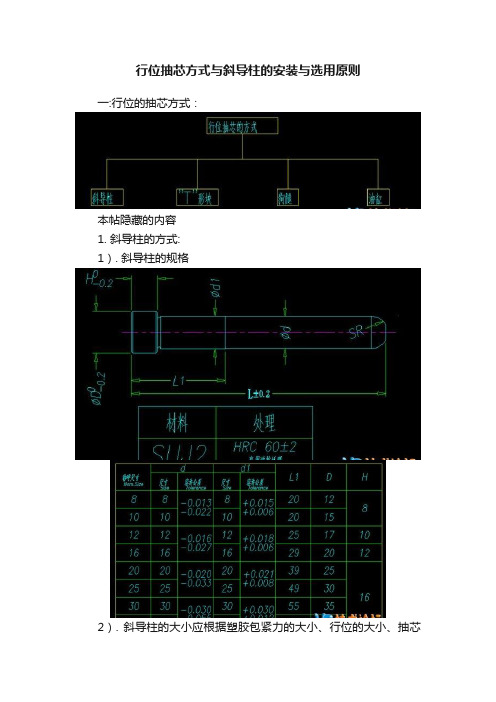
一:行位的抽芯方式:
本帖隐藏的内容
1. 斜导柱的方式:
1). 斜导柱的规格
2). 斜导柱的大小应根据塑胶包紧力的大小、行位的大小、抽芯
距的长度来确定。
2.1:当行位有空间时,尽量选用大一号的斜导柱。
2.2:行位的总重量小于5公斤时可选用直径16或以下直径的斜导柱,有空间优先选用直径16的。
2.3: 行位宽度尺寸小于200mm,用一支斜导柱是,斜导柱的直径需大于等于20。
行位的宽度方向尺寸等于或大于200mm时,选用两支斜导柱,另一个参考方向,行位宽度尺寸小于200mm,重量超过10公斤时,也需用两支斜导柱。
斜导柱边到行位的边距离在25-35之间取值.
3). 斜导柱的安装
①. 斜导柱在大水口模胚上的安装
注意事项: d=D+1
L1≥5
L≈2D
当斜导柱安装在模胚或模肉上时,起钻点到加工基准最好是整数.
尽量不采用图4.3-4所示的安装方法.因为A板和前模材料不一样,容易钻偏.
②.斜导柱在细水口模胚上的安装
4).斜导柱压板的规格:
谢谢!。
冲压模具导柱装配方法

冲压模具导柱装配方法冲压模具是工业生产中常用的制造工具,用于将金属材料冲击成所需形状的零件。
而导柱则是模具的核心部分,起到支撑和引导模具运动的作用。
在冲压模具的装配过程中,导柱的正确安装是非常重要的,下面将详细介绍冲压模具导柱的装配方法。
首先,在装配导柱之前,需要先对模具的导柱孔和导柱进行清洁和检查。
确保导柱孔没有留下任何切屑、油脂或其他杂质,并检查导柱的外观是否有明显损坏。
如果有任何问题,需要及时进行修复或更换。
接下来,将适量的导柱润滑油涂抹在导柱的表面。
这样可以减少导柱在模具使用过程中的摩擦,并延长导柱的使用寿命。
然后,开始将导柱插入导柱孔中。
通常情况下,导柱的一端是锥形的,另一端则是平面的。
这是为了方便导柱的装配和定位。
在插入导柱之前,需要使用导柱锤轻轻敲击导柱的锥形端口。
这样可以确保导柱的顶端与导柱孔的顶端保持对齐,并且尽量减少导柱的弯曲。
当导柱的锥形端口与导柱孔的底部接触后,继续用导柱锤轻轻敲击导柱的平面端口。
这将导致导柱在孔内收紧,确保导柱的固定稳定。
在敲击导柱锤的过程中,需要注意力度的控制。
太轻的力度可能无法固定导柱,而太重的力度可能会导致导柱和模具的损坏。
完成导柱的装配后,需要再次检查导柱的安装位置和固定情况。
确保导柱完全嵌入导柱孔中,并且没有松动。
最后,可以进行模具的功能测试。
通过按下冲压机的脚踏板,观察模具的动作情况和导柱的稳定性。
如果发现任何问题,需要及时进行调整或修复。
总结起来,冲压模具导柱的装配方法需要注意以下几点:清洁导柱孔和导柱表面、涂抹导柱润滑油、适当敲击导柱以保持正确安装位置、检查导柱的安装和固定情况、进行功能测试和及时修复问题。
只有正确安装导柱,才能保证模具的正常运行和稳定生产。
导柱安装规范
导柱安装规范文件编号:07-NB-JS-19E-2006 版本:E生效日期:2006.12.04受控印章:1范围:本规则适用于生产部门。
2职责:无3内容:模具结构中经常采用导柱导套导向的导向形式。
目前,我公司导柱与底板孔之间的配合形式主要有过盈配合和间隙配合两种配合形式。
3.1过盈配合3.1.1 VW 标准39D974,VW 标准39D969,VW 标准39D862,SANKYO 标准SNG51,配合公差均为r6/H7。
SANKY0标准的SGP系列,配合公差p6/H7。
要保证顶部起重孔为M12、深25mm 的螺纹孔。
3.1.2安装形式:冷拔嵌入、强压入。
3.1.3冷冻形式:1)冷嵌:放入液态氮中,保温时间为10分钟,要求所用容器密封性好,氮液深度大于导柱有效配合长度。
如果所用容器密封性差,则造成氮液挥发,且保温时间长。
2)强压入时米用工业冰箱零下40°冷冻24小时,强压入。
3.2间隙配合3.2.1 SMS的GPO系列,标准中起重为M12、深25mm的螺纹孔。
3.2.2安装形式:打入。
3.3安装前的准备工作3.3.1加工导柱底孔时,以接近公差上限为好,要求将加差值用记号笔标在相应的孔边,例如:+28为+0.028mm。
3.3.2加工导柱时,以接近公差下限制为好,提供配套件的导柱固定部分应用记号笔或标签标注上实际公差值。
3.3.3以上两项质保部检查员应作为阶段检查重点项目,以保证导柱的经济装配。
3.3.4钳工装配前应根据导柱、底孔公差挑选导柱,作对应装配标识,保证预压量合理。
允许预压量值见下表。
335钳工要对底孔、导柱固定部分尺寸确认,对超过最大预压量值的导柱要二次加工或改为液氮冷冻。
导柱固定部分表导柱底孔表二国际公差对照表:模具公司导柱(孔)自制件公差执行表:说明:冰箱冷冻预压量最大值是-40。
冰箱充分冷冻后导柱可收缩量,以©80r6/H7导柱为例: r6导柱最大值为80.062mm ,最小值为80.043mm ,H7 底孔最小值为80mm ,最大值为80.03mm ,因此,实际预压量为0.013-0.062mm ,当实际加工后预压量在0.013-0.032mm 之间时,可采用-40。
导柱安装方法
导柱安装方法简介导柱是用于支撑建筑物或桥梁的主要结构元件之一,安装导柱的正确方法对于建筑结构的稳定性和安全性至关重要。
本文将介绍导柱的安装方法,包括前期准备工作、安装过程和注意事项,以确保导柱正确、牢固地安装在指定位置。
前期准备在进行导柱的安装前,需要进行充分的前期准备工作,以保证后续工作的顺利进行。
1. 设计方案确认在开始安装之前,必须要有详细的设计方案,并且经过相关部门的审核和确认。
设计方案应包括导柱的材料、型号、尺寸以及安装位置等信息。
2. 安全措施安全是安装导柱过程中最重要的考虑因素之一。
在开始安装前,需要制定相关的安全措施并告知所有工人。
安全措施可能包括使用个人防护装备、设置警示标志、确保工作区域固定等。
3. 工具和材料准备在安装导柱之前,需要准备好所需要的工具和材料。
常用的工具包括起重机、吊索具、扳手、螺栓等;而材料可能包括导柱本体、基础垫片、螺栓等。
4. 基础预备工作在导柱安装之前,需要进行基础的预备工作。
包括地基处理、基础施工等。
确保基础的稳固性对于导柱的安装非常重要。
安装过程1. 准备工作在开始详细的安装过程之前,需要对现场进行详细的检查和准备工作。
•确保现场整洁,没有杂物和障碍物。
•检查所需要的工具和材料是否准备充分。
•检查导柱的相关参数和尺寸是否符合设计要求。
2. 安装导柱按照以下步骤进行导柱的安装:(1)使用起重机将导柱安装到指定位置,确保导柱与基础之间有足够的间隙。
(2)使用水平仪对导柱进行调整,确保其垂直度和水平度符合设计要求。
(3)使用螺栓将导柱固定在基础上。
注意螺栓的紧固力度,确保导柱牢固地固定在基础上。
3. 检查和测试安装完成后,进行以下检查和测试工作:(1)检查导柱的固定情况,确保导柱没有发生移位或倾斜。
(2)使用测量仪器对导柱进行测量,确保其尺寸和位置符合设计要求。
(3)进行振动测试,确保导柱的稳定性和抗震性能。
注意事项在导柱安装过程中,需要注意以下事项以确保安全和质量:1.严格按照设计方案进行安装,不得随意改变安装位置和参数。
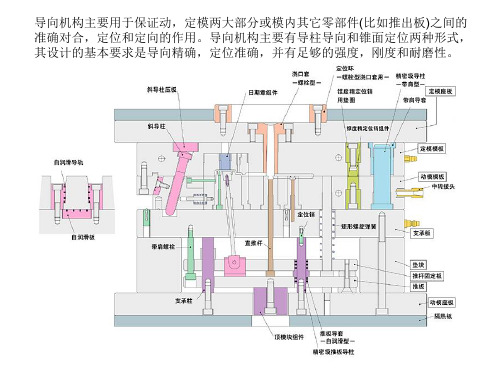
注塑模具结构及设计-5(导向_定位_顶出_复位)
3,导柱的端部通常设计成锥形或半球形,以便导柱顺利进入导向孔。
导柱的端部分别为锥形,半球形,R角,斜角
4,导柱与导向孔通常采用间隙配合,导柱与安装孔通常采用过渡配合。
5,导柱的固定形式 普通导柱的固定形式:
推板导柱的两端都要固定,这样才能 更好的起导向作用。
挂台固定 (通孔)
螺钉固定(盲孔) 导柱配合面研伤更换 时可避免损坏固定孔
定位: 1,在模架上通常增加一些精定位来帮助动, 定模之间更准确的定位。这些精定位的位置 选择要注意关于中心对称,以使受力平衡。 定模 动模
右边为常用的几种 精定位形式(圆锥 面定位型,侧面安 装无锥度型,嵌入 安装锥面定位型)
2,在动,定模芯之间,为了达到更好的定位效果,防止动,定模芯之 间错位,需要增设定位。 动模定位 定模定位
定位到型腔边的距离不 等可能定位效果不理想
4,侧向受力不均匀的 塑件对模具往往有较 大的侧向力,该压力 可能引起型芯和型腔 的偏移,如果传递到 导柱上,将使导柱发 生卡住或损坏的现象, 需要采用定位的形式。
5,有些分型面坡 度过大,合模时受 力不平衡,为了抵 消这些不平衡力, 防止动,定模之间 错位,要设置定位。
动,定模合在一起
定位需带有斜度,合上之后没有间隙
动定模错位导致壁厚不均匀 3,对于成型大型深腔, 高精度或薄壁制品的模具, 型腔可能因为受到大的侧 向压力而向外变形,为消 除动定模之间的断差确保 壁厚均匀需要设置定位。
定 模 涨 开 导 致 动 定 模 之 间 断 差
大型腔或要求壁厚均匀的薄壁塑件的分型面上设置的 定位要随着型腔的外形走
推管顶出后
推管与推管芯的通常固定形式:
3,推块
推块可以有效的增加顶出面积
导柱安装方法
导柱安装方法一、前言导柱是机械加工中常用的工具,它可以帮助机床在加工过程中保持精度和稳定性。
在使用导柱时,正确安装非常重要,否则可能会影响加工质量和安全性。
本文将介绍导柱的安装方法。
二、准备工作1.确认所需的导柱型号和规格,并检查其是否符合要求。
2.准备必要的工具:扳手、螺丝刀等。
3.清洁导轨和底座表面,确保无灰尘和杂物。
三、安装步骤1.确定安装位置:根据需要安装导柱的机床类型和加工需要,确定导柱的安装位置。
通常情况下,导柱应该垂直于机床台面并固定在底座上。
2.调整高度:根据机床台面高度和加工件高度,调整导柱的高度。
如果需要调整高度,则可以使用垫片或其他适当材料进行调整。
3.固定底部:将导柱放置在预定位置上,并使用螺丝固定在底部。
注意螺丝应该均匀拧紧,并确保不会损坏导柱或者机器表面。
4.安装顶部:将导柱的顶部与机床上相应的零件连接。
在此过程中,需要确保零件与导柱的接触面光滑,不应有杂物或凹陷。
5.调整水平:使用水平仪检查导柱是否垂直于机床台面,并进行必要的调整。
如果导柱不垂直,则可能会影响加工精度和稳定性。
6.固定顶部:当导柱已经调整到正确位置时,使用螺丝固定其顶部。
注意螺丝应该均匀拧紧,并确保不会损坏导柱或者机器表面。
四、注意事项1.在安装过程中,必须遵循相关安全规范,并确保操作人员没有受伤的风险。
2.在安装前,必须检查所有配件和工具是否符合要求,并确保它们没有损坏或缺失。
3.在安装过程中,需要注意松紧度,以免影响加工质量和稳定性。
4.在使用过程中,需要对导柱进行定期维护和检修,以确保其功能正常并延长寿命。
五、总结本文介绍了导柱的安装方法。
正确的安装可以提高加工精度和稳定性,同时也可以保证操作人员的安全。
在使用导柱时,需要遵循相关的安全规范,并进行定期维护和检修。
1.6米导轨安装要求标准

1.6米导轨安装要求标准
1.6米导轨的安装要求标准可能会因制造商、具体用途和地区而有所不同。
导轨通常用于机械设备、轨道交通系统、自动化系统等领域。
以下是一般性的导轨安装要求,但请注意,具体的标准应该根据导轨的类型和应用来确定:平整度要求:安装导轨的表面应平整,确保导轨的安装面没有显著的凹凸不平。
平整度的要求通常根据导轨的用途和制造商的规范而定。
安装精度: 安装导轨时需要确保其准确的位置和方向。
这可能涉及到使用精密测量工具和设备来保证导轨的准确对齐。
固定方式:导轨通常需要通过螺栓、螺钉或其他固定方式紧固到支撑结构上。
安装时应根据制造商提供的规范,正确选择和安装固定件。
温度和环境要求: 导轨的安装位置应符合其使用时的温度和环境要求。
一些导轨可能对温度、湿度或腐蚀有特殊的要求,需要在安装过程中考虑这些因素。
润滑和维护: 安装时需要考虑导轨的润滑和维护要求。
有些导轨可能需要定期润滑以确保正常运行。
安全标准:导轨的安装应符合相关的安全标准。
这包括确保在操作和维护过程中,人员不会受到危险的威胁。
以上是一般性的导轨安装要求,具体的标准和规范可能根据导轨的类型 例如线性导轨、轨道交通用导轨等)而有所不同。
在进行导轨安装时,建议参考制造商提供的具体安装手册和技术规范,以确保符合相关标准和要求。
导柱规格 (2)

导柱规格1. 概述导柱是一种用于定位和导向机械装置的零件。
它通常由金属材料制成,具有各种不同的规格和尺寸,以适应不同的应用需求。
本文将介绍导柱的规格及相关信息。
2. 导柱的常见规格导柱的规格通常包括以下几个方面:2.1 直径导柱的直径是指导柱的外径尺寸。
常见的导柱直径规格有2mm、4mm、6mm等。
根据具体应用需求,可以选择不同直径的导柱。
2.2 长度导柱的长度是指导柱的整体长度。
常见的导柱长度规格有10mm、20mm、30mm等。
根据具体的应用需求,可以选择合适的长度。
2.3 公差导柱的公差是指导柱的尺寸偏差范围。
常见的导柱公差规格有H6、H7等。
公差越小,导柱的精度越高。
2.4 表面处理导柱的表面处理是指导柱表面的加工和处理方式。
常见的表面处理方式包括磨光、镀铬等。
表面处理可以提高导柱的耐磨性和防腐性能。
3. 导柱的选型与应用根据具体的应用需求,选择合适的导柱规格非常重要。
以下是几个常见的导柱应用场景:3.1 模具制造在模具制造中,导柱用于定位和导向模具零件。
选择合适的导柱规格可以确保模具的定位和导向精度,从而提高模具加工的精度和质量。
3.2 机械装备在机械装备中,导柱用于定位和导向各种运动部件。
通过选择合适的导柱规格,可以确保机器运动的平稳性和精度。
3.3 汽车零部件在汽车制造中,导柱用于定位和导向各种汽车零部件。
合理选择导柱规格可以确保零部件的装配精度和可靠性。
4. 导柱的安装和维护为了确保导柱的正常使用和延长其使用寿命,正确的安装和维护非常重要。
4.1 安装在安装导柱时,应注意以下几点: - 确保导柱与安装孔的配合精度; - 使用适当的安装工具和技术,避免导柱变形或损坏; - 确保导柱安装后的固定稳固。
4.2 维护定期进行导柱的维护可以延长其使用寿命,并确保其正常工作。
维护包括以下方面: - 定期清洁导柱表面,避免灰尘和杂质的积累; - 定期检查导柱的表面状态和尺寸,如有异常应及时处理; - 使用润滑剂对导柱进行润滑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
导柱安装规范
文件编号:07-NB-JS-19E-2006版本:E 生效日期:2006.12.04
受控印章:
1范围:
本规则适用于生产部门。
2职责:
无
3内容:
模具结构中经常采用导柱导套导向的导向形式。
目前,我公司导柱与底板孔之间的配合形式主要有过盈配合和间隙配合两种配合形式。
3.1过盈配合
3.1.1VW标准39D974,VW标准39D969,VW标准39D862,SANKYO标准SNG51,配合公差均为r6/H7。
SANKYO标准的SGP系列,配合公差p6/H7。
要保证顶部起重孔为M12、深25mm的螺纹孔。
3.1.2安装形式:冷拔嵌入、强压入。
3.1.3冷冻形式:1)冷嵌:放入液态氮中,保温时间为10分钟,
要求所用容器密封性好,氮液深度大于导柱有效配合长度。
如果所用
容器密封性差,则造成氮液挥发,且保温时间长。
2)强压入时采用工业冰箱零下40°冷冻24小时,强压入。
3.2间隙配合
3.2.1 SMS的GPO系列,标准中起重为M12、深25mm的螺纹孔。
3.2.2安装形式:打入。
3.3 安装前的准备工作
3.3.1加工导柱底孔时,以接近公差上限为好,要求将加差值用记号笔标在相应的孔边,例如:+28为+0.028mm。
3.3.2加工导柱时,以接近公差下限制为好,提供配套件的导柱固定部分应用记号笔或标签标注上实际公差值。
3.3.3以上两项质保部检查员应作为阶段检查重点项目,以保证导柱的经济装配。
3.3.4钳工装配前应根据导柱、底孔公差挑选导柱,作对应装配标识,保
证预压量合理。
允许预压量值见下表。
3.3.5钳工要对底孔、导柱固定部分尺寸确认,对超过最大预压量值的导
柱Array要
二
次
加
工
或
改
为
液
氮
冷
冻。
导柱固定部
分
表
一
导柱底孔表二
国际公差对照表:
模具公司导柱(孔)自制件公差执行表:
说明:冰箱冷冻预压量最大值是-40°冰箱充分冷冻后导柱可收缩量,以φ80r6/H7导柱为例:
r6 导柱最大值为80.062mm,最小值为80.043mm,
H7 底孔最小值为80mm,最大值为80.03mm,
因此,实际预压量为0.013-0.062mm,当实际加工后预压量在0.013-0.032mm之间时,可采用-40°冰箱冷冻,达到负预压量或零预压量安装,当在0.032-0.062mm时,采用-40°冰箱冷冻后仍有0-0.03mm预压量,此时需采用二次加工方式磨导柱,保证预压量值在冰箱冷冻值范围内,才能保证功能使用和顺利安装。
拟订:邓燕审核:李广平批准:李悦06年12月04日06年12月04日06年12月04日。