立达精梳机的工艺分析
高效能精梳机分离接合工艺比较与分析

k = ,
X 1 0% 0
=
×1 0% 0
q, %Βιβλιοθήκη k/ 2 % :
3 , 35 6 , 65
4. 1 9 . 59
G+S= L () 1
口3 口 2 口3 口
( ) S<G<2 ( 3当 S 1<'<2 时 , 整 个 分 离 r ) 在 / 丛 长 度 上 既有 二层 叠 合 , 有 三 层 叠 合 , 图 3 又 如
所示 。
设 厶为 分离 罗 拉 的分 离 工 作 长 度 ( n ) Z m 1 , 为 所纺 纤 维 长度 ( m) 则 精 梳机 的接 合率 叼为 : m ,
为 三层 棉 网叠 合 段长 度 ( m) 由此 可知 : m ,
』 , 口 :
解之得 :
【2 口 +2 3=G a
() 3
由( ) ( ) ( ) ( 、 1 ) 可 知 : 效 输 2 及 5 、 6 、9) ( 0 式 有 出长 度 S减 小 时 , 网接 合 率 增 大 , k 及 k 棉 则 ,
上 都 为二 层 叠合 , 图 1 示 。 如 所
产 新一 代 高效 能 精 梳机 的设计 及 老 机 的技 术 改造
具 有 重要 意 义 。
1 棉 网叠合 层数分 析
精梳 机 在分 离 接 合 过 程 中 , 离罗 拉 将 上 一 分 工 作循 环 分 离 的棉 网 倒 人 机 内 , 钳 板 送 来 的棉 与 丛搭接 , 而后 分 离罗 拉 快 速顺 转 , 纤 维从 钳 板送 将 来 的棉丛 中快 速 分 离 , 而 实 现 分 离 接 合 。棉 网 从 叠 合 层 数 的多 少 , 响 棉 网 的接 合 牢 度 。棉 网 的 影 叠合 层 数越 多 , 旧棉 网的 接合 牢 度越 大 , 精 梳 新 在 机 高速 时 , 不 易 出现 棉 网破 洞 与破 边 现 象 。 因 越 ( ) G= S 即 ' = 时 , 整 个 分 离 丛 长 2当 2 ( r 2) 在 / 度 上 都 为三 层叠 合 , 图 2所 示 。 如
立达e80型精梳机性能分析

立达E80型精梳机性能分析立达E80型精梳机性能分析E80型精梳机加大了锡林的梳理弧长,这一重大改进提高了设备的梳理能力,保证了梳棉的质量与产量,增强了设备对原料的快速适应性。
此外,该精梳机生产系统里配置了全自动机器人,可实现更进一步的自动化生产,对提高劳动效率、减少用工有明显成效。
E80精梳机的圆周梳理角度由传统的90度改为130度沿梳理圆周(RI-Q-COM)。
增加了梳理弧长,从而不需要提高顶梳针板的上下跳动次数。
与传统的90度梳理弧长相比,130度圆周梳理角度的梳理面积增加了45%,可能会使每一周的梳理点比90度的锡林增加60%。
130度弧长的E80精梳机的精梳条质量可比普通90度弧长精梳机减少纱疵20-30%。
提升原棉使用效果在纺纱厂的实际应用中,E80精梳机也表现出了突出的特点:该设备不仅可以生产出优质高产的精梳产品,还可以提高原棉质量较差的精梳产品质量。
经对比,在同样落棉率及产量条件下,E80比E66的梳理质量更好(见表1)。
所有纺纱厂都很重视增加精梳落棉量。
但过多的落棉并不一定能够显著改进精梳条及精梳纱的质量。
E80精梳机对分梳锡林梳理弧加大的问题做了改进。
改进后比同样的产量条件下的其它精梳机(E66/E76)的质量改进20%,与其他市场上的高档精梳机相比较,纱疵减少30%,条干均匀、对原棉品种等级的适应性更高,可加工较低原棉品种等级的原棉。
在落棉相同的条件下,E80每小时产量可比E66/E76高10kg,且质量相同(见表2)。
高产也可高效速度与定量都是衡量精梳机生产力的重要因素,E80的设计同样考虑到了这两个因素。
E80精梳机在同一时间里喂入比其他高档精梳机更重的棉条,可提高产量。
生产表明,E80精梳机棉条重量可在80克/米,日产精梳条2吨。
在条件允许的情况下,适当的提高车速是可以的,但要有一定的限度,也要考虑精梳机的投资与产出比。
往往为了单方面提高车速会采用高档精梳机的部件,造价提高许多,而且纤维对精梳机的高速度所产生的惯性并不适应,因此过高的速度对提高产品质量不利。
立达C70高性能梳棉机高产优质高效技术简析

立达C70高性能梳棉机高产优质高效技术简析作者:张晓生朱建青来源:《纺织导报》2014年第02期摘要:文章从高产、优质、高效等 3 个方面简单总结分析了立达C70高性能梳棉机的设计、结构、工艺、技术及其性能。
高产、优质、高效一直是梳棉机追求的主要目标,立达通过自己的努力,持续朝着这一目标迈进,在一定程度上实现了这些目标,如模块化、自动生头、自动磨针系统、一定程度的清梳并联等。
C70高性能梳棉机工艺配置灵活,在环锭纺、紧密纺、转杯纺和喷气纺应用广泛,可以纺制天然纤维和化学纤维等各种原料。
关键词:C70高性能梳棉机;高产;优质;高效中途分类号:TS103 文献标志码:BBrief Technological Analysis on High Production High Quality and High Efficiency of RieterC70 High-performance CardAbstract: The authors, briefly analyses high production, high quality and high efficiency of C70 highperformance card from design, structure, processing, technology and its excellent performance.Key words: C70 high-performance card; high production; high quality; high efficiency瑞士Rieter(立达)1.5 m工作宽度高性能梳棉机自2003年正式发布以来,已在全球推广应用近万台;其中2009年正式发布的C70高性能梳棉机,身居27项专利,开创了梳理新时代,也已推广应用近3 000台。
本文从纺纱厂家十分关心的高产、优质、高效等 3 个方面对C70高性能梳棉机进行简单的技术分析。
E66型精梳机的技术特征及纺纱性能测试

T ru hu igs eil o igc l d ra d Ri T ptpcmb,rd csrn eo 6 o e a eice sd, o — ho g sn p ca mbn yi e n — o o o c n Q- po u t a g fE 6 cmb rc nb n rae i c n n
Te h l g c no o y Ch r c e itc nd S i i g Pr p r y a a t r si s a p nn n o e t o 6 Co b r f E6 m e
Re iz i Ma Ho g ig n Ja h n qn Fer nto uc d a l a p c a o i g c ln r, e h o o y c a a t rs i s n E6 o r we e i r d e s we l s s e i l c mb n y i de t c n l g h r c e i t c
[ Z o g u n U i r t o eh ooy i e C a gh uT x l I s u ns o , t . ‘ h n y a nv s y f c n l ,R e r h n z o e te n t me t C . L d ] e i T g t i r
关键 词 : 计 算机 辅助 工 艺设计 ; 锡林 ; 顶梳 ; 绒 ; 短 结杂 ; 除率 ; 干 ; 排 条 常发 性 纱疵
中 图 分 类 号 :S0.25 T 132 文 献 标 志 码 : B 文 章 编 号 : 0— 1 (010 . 4. 1 1 45 21 )9 060 0 7 0 4
e f c f C ・A ・P ・D fe t o
0 — T p tp c mb. df ain fs v r omigd vc n u t n s u tr eeit d c dte anq ai a f Q— o o o Ri mo ic t so l e r n e iea d sci t cuew r nr u e h ny r u lyw s i o i f o r o t
精梳机工艺技术与质量分析
以下 。
2 精 梳 机 的基 本 性 能
精 梳机 基本 性 能 的评 价 , 可根 据 纺 纱 质 量 的
2 3 精 梳 机 速 度 .
精梳 机速 度高低 是 衡量 其产 能大 小及 现代 化
水平 的重 要 标 志 。 因为 精 梳机 的速 度 越 高 , 机 单
棉结/ ・ m~ 个 k 2 8~ 9 3 24
断 裂 强 度
/c .tx N e一
4 . 5 0 7~ 1
l 9~l 5 1 6~1 2 7. 8. 8. 9.
条 子 线 密 度
/ tx ke
纯棉精梳 条条干 C / V%
5 水 平 % 5 % 水 平 0
单强 C/ V %
L
( ) 结 排 除 率 。在 落 棉 率 为 1 % ~1 % 2 棉 2 8
时, 利用 人 工 检 测 方 法 , 结 的排 除 率 为 1 % ~ 棉 0 2 % ; 落棉 率 为 1 % ~1 % 时 , 0 在 5 9 利用 机 器 检 测 , 如 瑞 士 U T R公 司生 产 的 A I SE FS及 印度 Pe ir rm e 公 司生 产 的 a ua 棉 结 的排 除率 大 约 为 6 % ~ Q r, 5
百分 点 , 断裂 强度 C 、 I ( V I 值 即成 纱千 米细 节 、 P 粗 节及 棉结 数 ) 善 最 为 显 著 。经 过 精 梳 后 , 线 改 纱 的 内在 品质得 到 了很 大改善 , 成织 物面 料后 , 形 产
品的 内在 质 量 、 观质 量 、 外 风格 、 泽 及 手感 将 发 光
工序 排 除 结 杂 及 短 绒 的 效 果 。
精梳机
1、瑞士立达最新精梳机E76的除了以提高产品质量为主外还考虑了节能问题,每生产一公斤纱可节能12%;钳板采用镁铝合金,减少了钳口的振动,E76的牵伸装置位与圈条器上方,以利于导条器的高速运转。
E76精梳机的单产可达74公斤/时。
国外的精梳机不再强调速度,而是在努力提高质量及节能。
这是值得注意的发展方向E35 OMRGALAP精梳准备—条卷机E35 OMRGALAP精梳准备—条卷机可提供最高的输出,条卷机应用了最新的技术,传动卷绕的芯部是带式卷绕系统,,传动带的纱芯元件是传动带的卷绕的中心,传动带就是围绕纱芯包缠成的,因此在传动带内的接触压力的分布是很均匀的,这样的传动带质量最佳,可使条卷机的产量最高。
2、特吕次勒TC01精梳机具车速高达500nip/min;在高速下机器无明显震动,能耗低,噪音也降低的特点;精确磨光的钢质钳口,能确保喂入棉卷重量高达80g/m的准确夹持;分离罗拉设计成鼓形,使罗拉沿轴向中间直径略大,而且是斜纹线凹槽表面,使在工作宽度下更加均匀的夹持。
四上四下的单独控制的上皮辊都各自具有可调节的敏感的气动加压系统以适应不同的原料,可纺重定量大牵伸(约8-22倍)保证棉网的顺利导向及防止叠层;特吕次勒TC01精梳机的棉卷退绕及喂入区的设计适于重定量喂入,可调气动加压紧罗拉将纤细的精梳条输送到高抛光的不锈钢钢板上。
特吕次勒TC01精梳机可向前向后喂入,喂入长度可很方便的根据原棉纤维的长度进行调节、更高精度的分离罗拉是由共轭凸轮驱动的等优点。
车速高达500 nip/min,已不再是理论速度而是实际运转速度。
3、、特吕次勒TC01精梳机钳板采用铝镁合金,降低了钳板重量,而且是精确磨光的钢质钳口,从而能却保喂入棉卷重量高达80g/m准确夹持,在500 nip/min时无明显震动,噪音也降低。
图5、特吕次勒TC01精梳机车速高达500钳次/分4、特吕次勒TC01精梳机的棉卷退绕及喂入区的设计适于重定量喂入,特吕次勒TC01精梳机可向前向后喂入,喂入长度可很方便的跟裾原棉纤维的长度进行调节。
精梳机的工艺过程及运动配合

3.拔去、接合与顶梳梳理阶段: 此阶段是从拔取罗拉开始正转到正转结束。 圆梳继续转动,无梳理作用;上、下钳板张开到最大限度,然后静止; 给进盒、给进梳向前移动,再次喂入一定长度的毛片,然后静止;拔取 车向钳口方向摆动,使拔取罗拉到达拔取隔距的位置,开始夹持住钳口 外的须从,推备拔取;顶梳下降,刺透须丛并向前移动.做好拔取过程 中梳理须丛纤维尾端的工作;铲板向前上方伸出,托持和搭接须丛;喂 毛罗拉转过一个齿,喂入一定长度的毛片;拔取罗拉正转,拔取纤维; 上、下打断刀由张开、静止到逐渐闭合。
4.锡林梳理前准备阶段
指分离罗拉分离、接合结束到下一次锡林开始梳理的时期。
各主要机件的工作和运动情况如下:
(1)上下钳板:向后摆动,逐渐闭合; (2)锡林:继续回转,锡林前排梳针逐渐转向钳板
握持的须丛下方,准备开始梳理; (3)给棉罗拉:停止回转,不给棉; (4)分离罗拉:继续顺转输出棉网,逐渐趋向基本
2.拔取准备阶段:此阶段从梳理完毕开始,到拔取罗拉开始正转结束。圆梳继 续转动,无梳理作用;上、下钳板逐渐张开,作好拔取前的准备;给进盒、 给进梳仍在最后位置,处于静止状态;拔取车继续向钳口方向摆动,难备 拔取;顶梳由上向下移动,准备拨取;铲板慢慢向钳口方问伸出,难备拔 去;喂毛罗拉处于静止状态;拔取罗拉静止不动:上、下打断刀张开,准 备拔去。
静止; (5)后分离皮辊:向后滚动; (6)顶梳:向后摆动,逐渐脱离须丛,但在未脱离
须丛前对尚在分离抽出的纤维有梳理作用。
(三)棉型精梳机主要机件的运动及配合图
(三)毛型精梳机的工作周期
1. 园梳的梳理阶段: 此阶段从圆梳第一排钢针刺入须丛开始,到最后一排钢 针越过下钳板结束。圆梳上的有针弧面从钳口下方转过,梳针插入须丛内 梳理须从纤维头端,并清除未被钳口钳持的短纤维;上、下钳板闭合、静 止不动,牢固地握持纤维须从;给进盒和给进梳退回到最后位量,处丁静 止状态,准备喂入;拔取车向钳口方向摆动,然后处于静止状态;顶梳在 最高位置并处于静止状态;铲板缩回到最后位置,处于静止状态;喂毛罗 拉处于静止状态;拔取罗拉反转、例入一定长度的精梳毛网;上、下打断 刀关闭,然后静止。
E65/E75高性能精梳机
去 除棉 籽壳、 叶、 尘等 棉 灰
杂质 , 也去除棉结 , 通过锡林和顶
立达 面临 了一个 挑 战 : 方面 要 保 一 持在 短纤 棉 和 中 长 纤 维 棉 精 梳 加 工领域 的领 先地 位 , 另一 方 面在 长
( 计算机辅助工艺优化) 程序。在
精梳机的开发过程中 , 所有工艺部 件( 如钳板、 精梳锡林、 顶梳和分离 罗拉) 的运动、 控制和参 数之 间的 协调都 是 非常 完美 的 ( ) 新 图1 。
定比例 的短绒。这样 就增加 了纤
维的有效长度 , 使得较短的纤维也 得到了充分的利用 , 提高了纤维的
商用价 值 。棉 花 中 又 细 又 不 成 熟
技术 , 采用 E6 / 2已经 证 实 在 2 E7 的 元件 的 基 础 上 进 行 了 其 他 的 优 化 , 5 E 5在 短 纤 棉 和 中 长 纤 E 6/ 7
纤维棉的精梳加工领域 , 也必须给
用户 提 供 满 意 的 解 决 方 案 。 环 锭 纺 纱 机 产 量 提 高 了 , 要 求 精 也 梳 机 的 产 量 提 高, 同时 精梳 机
鲁
扭
\
霎
运 行性 能 MTB mi A/ n
删 J [ L
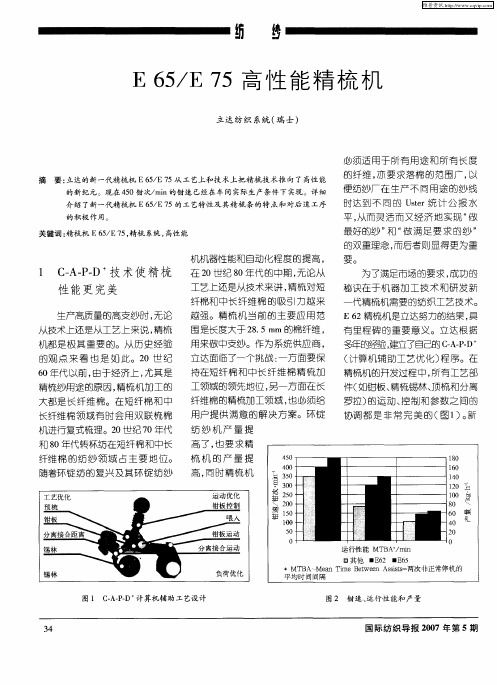
口其 他 _E 2 _E 5 6 6 }MT A- a i ewen A s t B Men TmeB t e sis s =两次非正 常停机 的 平 均 时 间 间隔
要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 8 精梳准备工序的弯钩方向
-5-
2.3 精梳准备工艺原则 在精梳准备工序并合数、总牵伸倍数及部分牵伸倍数设计的基本原则是: (1)精梳准备 的头道设备上牵伸工艺参数尽可能满足前弯钩纤维的伸直条件; (2) 在精梳准备的第二道设 备上尽可能满足后弯钩纤维的伸直条件。 2.4 条并卷工艺的工艺设计 2.4.1 并条机 根据弯钩纤维的伸直理论可知:如图 9 所示,前弯钩纤维的伸直效果 η'随牵伸倍数 e 的增大而增大,到了最大值 B 后随着牵伸倍数 e 的增大而减小,到达 C 点后随牵伸倍数 e 的增大没有任何伸直作用。在喂入生条中的前弯钩纤维的伸直度为 65%时,经计算可知前 弯钩伸直效果最佳时牵伸倍数为 1.96 倍,前弯钩没有伸直效果时的牵伸倍数为 4.26 倍。因 此并条机的后区牵伸倍数在 1.6-2.0 较好,前区牵伸倍数在 3.5 以下为宜。并条机的并合数 在 4-6 为宜。 2.4.2 条并联合机(或条卷机) 因在条并条机上喂入条子中多为后弯钩, 根据后弯钩纤维的伸直理论, 在条并卷联合上 后弯钩纤维的伸直效果 η'与牵伸倍数 e 的关系如图 9 所示, A→B→E; 因此增大牵伸倍数 e, 对提高伸直效果 η'有显著作用。一般并合数为 24-28,牵伸倍数在 1.4-2.5 倍。
-1-
目标的优化。此方面的优化内容是:第一,通过优化钳板摆传动机件的尺寸及上偏心轴的偏 心尺寸,改进钳板运动与锡林运动的配合;如钳板开口、闭口定时及钳板加压量等参数的优 化。第二,通过分离罗拉传动机构连杆尺寸的优化,改进分离接合时分离罗拉运动速度与钳 板运动速度的配合,提高分离接合质量。第三,通过优化锡林定位、分离罗拉定时,完善锡 林运动与分离罗拉运动的配合。第四,以减少顶梳对对分离接合工作的干扰为目标,对顶梳 的运动规律及对棉丛的插入深度进行优化。 第五对成条机构须条输出方向的优化, 以减少棉 网高速运动时的破网、堵塞及断头。 (3)以减小钳板、分离罗拉及锡林运动的惯性力,提高精梳机速度、效率及运转平稳 性为目标的优化。例如对分离罗拉传动机构部件的尺寸、钳板传动机构部件的尺寸及钳板、 锡林结构(轻量化)的优化。 1.1.3 优化结果 ( 1) 对短纤维的适纺性更好。 研究表明, E60 型精梳机适纺纤维长度的范围是 22.95 mm -52.52mm,经优化后的 E62、E65 及 E66 型精梳机适纺纤维长度的范围是 20.19 mm -49.07 mm。 (2)精梳机车速与产量逐步提高。瑞士立达公司不同时期精梳机的速度与产量见表 1。 E66 精机与 E60 相比产量提高了 44%。 表 1 瑞士立达公司精梳机的速度与产量 精梳机型号 E60 E62 E65 E66 投产时间 1995 1999 2004 2007 车速/钳次·min-1 350 400 450 500 产量/kg·h-1 50 58 65 72
图 1 C·A·P·D500 技术优化内容 1.1.2 计算机辅助工艺设计与优化技术内容 (1)以提高精梳机对短纤维的适纺性为目标的优化(特别是对 28mm 以下长度的棉纤 维) 。第一是对分离罗拉的运动参数的优化,如分离罗拉的顺转定时、有效输出长度、继续 顺转量等参数,使之对短纤维的适纺性更好。研究表明,缩小分离罗拉的继续顺转量或有效 输出长度可增强精梳机对短纤维的适纺性。 第二是改进给棉罗拉位置及对分离牵伸过程的优 化,以改善给棉罗拉对分离牵伸过程的控制。例如 E62 型精梳机给棉罗拉位置较 E7/6 型精 梳前移了 11.2mm,在分离牵伸过程中加强了对短纤维的控制作用,有利于改善分离罗拉输 出须条条干均匀度,并可使精梳落棉率降低 1%-2%。第三是改进牵伸机构与牵伸工艺配置, 例如 E65 型精梳机将三上五下曲线牵伸改为三上三下压力棒牵伸,增强了牵伸过程对短纤 维的控制; 将原来的预牵伸区罗拉握持距由原来的固定式改为可调式, 都是为了增强对短纤 维的适纺性。 (2)以提高锡林、钳板及分离罗拉运动配合精度,提高纺纱质量、降低精梳落棉率为
-2-
图 3 E65、E75 精梳机与其它精梳机落棉纤维长度的分布的对比 (5)机器运转的平稳性提高,故障率降低。瑞士立达 E60、E62、E65 及 E66 型精梳机 两次非正常停机平均间隔时间统计结果见图 4。 由此可知 E66 型精梳机两次非正常停机平均 间隔时间统计值是 E60 型精梳机的 4.8 倍,因此机器的运转效率大幅度提高。
瑞士立达精梳技术与工艺分析
摘要: 分析了瑞士立达精梳机计算机辅助工艺设计与优化技术的目标、 内容及优化效果; 介绍了锡林变速技术的目的、原理及运用效果。讨论了精梳准备工序的牵伸倍数、并合数的 设计原则与方法,并进行了纺纱实验验证;分析讨论了精梳机工艺设计采用“重定量、短给 棉”的理论依据及纺纱实验结果。 1 瑞士立达精梳技术分析 1.1 计算机辅助工艺设计与优化技术 1.1.1 计算机辅助工艺设计与优化技术的必要性 精梳机的机构复杂,钳板、锡林及分离罗拉的运动配合的精度对纺纱质量、机器速度有 较大影响,新型精梳机的设计应根据精梳工艺、质量、运转稳定性及提高速度的要求,利用 计算机辅助设计手段对钳板、 锡林及分离罗拉传动机构及部件尺寸, 进行多方案比较与优化, 这就是计算机辅助工艺设计与优化技术,简称为 C·A·P·D 技术。 瑞士立达公司自从 1995 年开始到 2007 年多次运用 C·A·P·D 技术, 使精梳机的综合质量 水平得到了大幅度提升。瑞士立达公司首次在 E60 精梳机的平台上运用 C·A·P·D 技术,于 1999 年推出了 E62、E72 型精梳机;之后又运用 C·A·P·D+技术对 E62 精梳机的关键机构有 部件进行优化设计,于 2004 年推出了 E65、E75 型精梳机。在 E65 型精梳机的基础上,再 次运用 C·A·P·D500 技术对 E65 精梳机进行优化设计 (优化内容如图 1 所示) , 于 2007 年推出 了 E66、E76 型精梳机。
表 3 精梳机速度对各工作阶段时间的影响
图 6 分离接合准备 1.2.2 锡林变速梳理技术的运用 解决精梳机高速时的分离罗拉与锡林运动配合及棉丛抬头问题的基本思路是缩短锡林 对棉丛的梳理时间,增大分离接合前准备时间;即锡林在对棉丛梳理开始定时不变情况下, 使锡林梳理的速度加快, 并使锡林梳理阶段提前结束及钳板提前开口。 这样既使锡林末排针 提前通过了分离罗拉, 避免锡林末排针对分离罗拉倒入机内棉网的干扰, 又解决了锡林梳理 过的棉丛抬头时间不足的问题。 E65 型精梳机的锡林传动是采用两对非圆齿轮机构(即椭圆齿轮机构)传动。如图 7 所 示,O1 为主动椭圆齿轮轴心,以等速回转,由车头轴传动;O2、O3 为从动椭圆齿轮轴心, 两齿轮同轴;O4 为锡林轴;四个齿轮都为 35 齿。在传动时由于两对椭圆齿轮的啮合节点的 位置在两椭圆齿轮连心线上变化, 因此两齿轮的传动比不再是常数而是按一定规律变化, 即 第一齿轮恒速运动,第二齿轮作变速运动,并通过 O3 使锡林轴 O4 作变速运动。这种变速机 构的特点是:主动椭圆齿轮轴 O1 与锡林轴 O4 转一周所用的时间相同,但不同分度时的速 度不同。
-3-
长绒时,此种现象极易发生。 (2)精梳机高速时棉丛的抬头问题。众所周知,精梳机的工作分为锡林梳理、分离接 合前准备、 分离接合及梳理前准备四个工作阶段, E62 型精梳机各工作阶段所用时间见表 2。 随着精梳机速度的提高, 各阶段所用时间越短, 特别是分离接合前准备阶段, 如果时间太短, 会使上钳板下压的棉丛抬头困难而造成棉丛抬头不良, 影响它与分离罗拉倒入机内棉网的接 合,如图 6 所示。E62 型精梳不同速度时各工作阶段所用时间见表 3。 表 2 精梳机各工作阶段所用时间 阶段 锡林 恒速 锡林 变速 n/N 250/0.24 300/0.20 400/0.15 500/0.12 所占分度数 所占比例 所占分度数 所占比例 锡林梳理 35-5(10) 25% 35-2(7) 17.5% 梳理阶段 0.06 0.05 0.0375 0.03 分离前准备 5-18(13) 32.5% 2-18(16) 40% 分离接合前准备 0.078 0.065 0.0488 0.039 分离接合 18-24(6) 15% 18-24(6) 15% 分离接合 0.036 0.03 0.0225 0.018 梳理前准备 24-35(11) 27.5% 24-35(11) 27.5% 梳理准备 0.066 0.055 0.0413 0.033
图 4 立达精梳机两次非正常停机平均间隔时间的统计值 (6)纺纱质量进一步提高。分别在 E66、 E62 型精梳机上,利用长度为 27mm 的棉纤 维纺制 40 英支精梳纱,在精梳落棉率为 18%、细纱的英制捻系数为 3.6 时,测得成纱的粗 节、细节、棉结杂质数及 IPI 值见图 5。
图 5 成纱的粗节、细节、棉结杂质数及 IPI 值 1.2 锡林变速梳理技术 1.2.1 高速精梳机存在的问题 (1)锡林与分离罗拉的运动配合问题。在高速精梳机上,在锡林梳理将要结束时,分 离罗拉倒转把上一钳次的输出的棉网倒入机内, 准备与锡林梳理过的棉丛接合; 如果工艺参 数设计不当, 极有可能使分离罗拉倒入机内的棉网被锡林末排针抓走, 从而使精梳落棉中可 纺纤维增多及分离接合工作不良而使输出棉网的均匀度恶化; 特别是采用 110 度的锡林及纺
(3)精梳机的能耗进行逐步降低。瑞士立达公司从 E7/6 型精梳机到 E66 每生产 1kg 精梳条的耗量变化如图 2 所示。E66 型精梳机与 E7/6 相比,生产 1kg 精梳条耗电量下降了 43%。
图 2 不同时期精梳机生产 1kg 精梳条的能耗 (4)精梳落棉中的长纤维进一步减少。E65、E75 精梳机与其它精梳机相比,在纺纱质 量基本相同的情况下,精梳落棉率可降低 2%,且精梳落棉的长纤维明显减少,短纤维明显 增多。在纺纱工艺流程及所纺纱的特数相同的情况下,使用原棉的长度为 29mm,精梳落棉 率为 15%,测得 E65 精梳机及其它精梳机的精梳落棉的长度分布曲线如图 3 所示。
-4-
图 7 锡林变速传动系统 1.2.3 锡林变速技术的效果 E65 型精梳机在锡林定位为 37 分度、落棉隔距为 13. 5mm、锡林齿面角为 90 度时,测 得开始梳理定时为 35.8 分度,结束梳理定时为 2 分度,精梳机四个工作循环的所用时间见 表 2。 与 E62 精梳机相比锡林梳理时间减少了 30%, 开始梳理时锡林转速比车速高出约 40% 。 2 精梳准备工艺分析 2.1 精梳小卷的质量评价内容 (1)精梳小卷的纤维伸直度、平行度及分离度要好,以减少精梳加工过程中的纤维损 失及梳针的损伤; (2)精梳小卷的纵向结构及横向结构要均匀,以使钳板的横向握持均匀, 有利于改善梳理质量、精梳条的条干 CV%及重量不匀率,减少精梳落棉; (3)精梳小卷成 形良好、层次清晰、不粘卷; (4)在精梳准备加工时,产生的棉结要少。 实际生产中,在精梳小卷质量评价时存在问题:重视小卷的纵向均匀度,忽视纤维的伸 直度及小卷的横向均匀度。 2.2 梳理过程中弯钩纤维的产生及精梳准备工序弯钩纤维的方向分布 研究表明, 在梳棉机上经锡林盖板工作区梳理的纤维由锡林带至道夫时, 道夫抓取的纤 维前端受到锡林针布梳理而伸直, 因此在道夫输出的棉网中后弯钩纤维较多。 根据对金属针 布梳棉机所作的示踪纤维实验统计结果表明:道夫上后弯钩纤维占 64.89%,前弯钩纤维占 2.82%, 两端弯钩占 1.07%, 无弯钩纤维占 24.12%, 其它弯钩占 7.10%; 其伸直度分别为 65.3%, 66.7%, 54.9%, 95.5%, 59.0%。 也有学者利用示踪法对 3121 根纤维进行纤维伸直度的测定, 其平均值为 62%左右。 在纺纱过程中,纤维每经过一道加工设备,纤维的弯钩方向都要改变一次;例如在梳棉 机后弯钩纤维最多, 则到头道并条机上变为前弯钩最多。 精梳机的梳理功能主要是由锡林完 成;而锡林的梳理方式是钳板握持棉丛的尾端,锡林针齿梳理棉丛的头端,因此精梳机对前 弯钩纤维的梳直效果要优于后弯钩及其它弯钩纤维。 为使喂入精梳机的大多数纤维呈前弯钩 状态,需使梳棉到精梳的设备道数为偶数;这就是精梳准备工序设备道数的偶数法则。在精 梳准备工序,纤维弯钩方向分布如图 8 所示。