发那科进给倍率控制G0速度参数
发那科参数大全

发那科参数大全以下是为大家整理的发那科参数大全的相关范文,本文关键词为发那科,参数,大全,发那科,系统,参数,总表,不正确,会使,,您可以从右上方搜索框检索更多相关文章,如果您觉得有用,请继续关注我们并推荐给您的好友,您可以在教育文库中查看更多范文。
......发那科系统参数总表[1]系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用mDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认pmc信号或连线无误,应检查有关参数。
一.16系统类参数0:oFF1:on1.seTTIng参数(与设定相关的参数)参数号符号意义16-T16-m0000/0TVc代码竖向校验o:不进行1:进行0000/1IsoeIA/Iso代码o:eIA代码1:Iso代码0000/2InImDI方式公/英制o:米制1:英制0000/5seQ自动加顺序号o:不进行1:进行0002/0RDg远程诊断o不进行1进行0002/7sJZ手动参考位置返回0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0mIRx各轴镜像的设定0关闭1开启0012/4AIc轴命令的移动距离0依照指定的地址1总为增量命令0012/7RmVx各轴的受控轴拆除设定0不拆除受控轴1拆除受控轴3216自动加程序段号时程序段号的间隔o12.Rs232c口参数0020此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1Rs-232-c串行端口12Rs-232-c串行接口23遥控缓冲器接口4存储卡接口5数据服务器接口10Dnc1/Dnc2接口,osI因特网12Dnc1接口#20XX1前台输入设备的设定0022后台输入设备的设定0023后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
FANUC数控全参数一览表

FANUC系统参数一览表系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1. SETTING 参数(与设定相关的参数)参数号符号意义 16-T 16-M0000/0 TVC 代码竖向校验 O:不进行 1:进行0000/1 ISO EIA/ISO代码 O:EIA代码 1:ISO代码0000/2 INI MDI方式公/英制 O:米制 1:英制0000/5 SEQ 自动加顺序号 O:不进行 1:进行0002/0 RDG 远程诊断 O不进行 1进行0002/7 SJZ 手动参考位置返回 0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定 0关闭 1开启0012/4 AIC 轴命令的移动距离 0依照指定的地址 1总为增量命令0012/7 RMVx 各轴的受控轴拆除设定 0不拆除受控轴 1拆除受控轴3216 自动加程序段号时程序段号的间隔 O 12.RS232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1 RS-232-C串行端口 1 2 RS-232-C串行接口 2 3遥控缓冲器接口4存储卡接口5数据服务器接口10 DNC1/DNC2接口,OSI因特网12 DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
FANUC 系统全参数
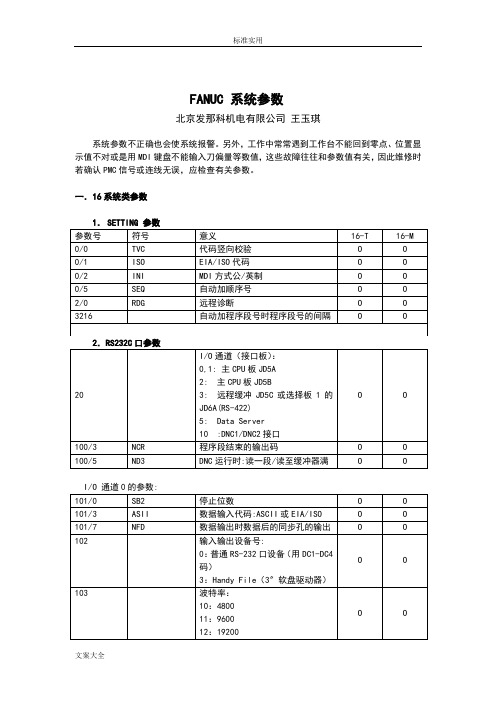
FANUC 系统参数北京发那科机电有限公司王玉琪系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数I/O 通道0的参数:I/O 通道1的参数:其它通道参数请见参数说明书。
5.行程限位参数12.其它二.0系统参数1.SETTING 参数3.伺服控制轴参数4.坐标系参数5.行程限位6.进给与伺服电机参数7.DI/DO参数8.显示和编辑9.编程参数10.螺距误差补偿11.刀具补偿12.主轴参数13.其它目录第三章 FANUC系统的通用故障分析第一节FANUC的CNC系统第二节故障原因分析方法一.藉助梯形图诊断故障二.根据CNC的内部运行状态诊断故障三.根据报警号分析故障原因第三节CNC系统的故障分析一.各系统的共性故障(一).数据输入/输出接口不能正常工作(二).CNC系统不能通电(三).返回参考点时出现偏差(四).返回参考点异常(五). PMC梯形图编程不能正常工作(六).在手动,自动方式都不能运转(七).在自动方式系统不能运行(八).手摇脉冲发生器(MPG)方式下机床不运行(九).显示器上显示电池电压不足警告(BAT)(十).加工精度差,表面光洁度不好(十一).维修使用的一些操作方法二.各系统的故障分析(一).0系统故障(二).16系统故障(三).10,11,12,15系统故障(四).Power Mate 系统故障(五).3,6系统第四节伺服系统故障分析第五节PMC信号第六节系统参数一.16系统类参数二.0系统参数。
法兰克数控系统的操作档

FANUC数控系统的操作及有关功能发那科有多种数控系统,但其操作方法基本相同。
本文叙述常用的几种操作。
1.工作方式FANUC公司为其CNC系统设计了以下几种工作方式,通常在机床的操作面板上用回转式波段开关切换。
这些方式是:①.编辑(EDIT)方式:在该方式下编辑零件加工程序。
②.手摇进给或步进(HANDLE/INC)方式:用手摇轮(手摇脉冲发生器)或单步按键使各进给轴正、反移动。
③.手动连续进给(JOG)方式:用手按住机床操作面板上的各轴各方向按钮使所选轴向连续地移动。
若按下快速移动按钮,则使其快速移动。
④.存储器(自动)运行(MEM)方式:用存储在CNC内存中的零件程序连续运行机床,加工零件。
⑤.手动数据输入(MDI)方式:该方式可用于自动加工,也可以用于数据(如参数、刀偏量、坐标系等)的输入。
用于自动加工时与存储器方式的不同点是:该方式通常只加工简单零件,因此都是现编程序现加工。
⑥.示教编程:对于简单零件,可以在手动加工的同时,根据要求加入适当指令,编制出加工程序。
操作者主要按这几种方式操作系统和机床。
2.加工程序的编制①.普通编辑方法:将工作方式置于编辑(EDIT)方式,按下程序(PROG)键使显示处于程序画面。
此方式下有两种编程语言:G代码语言和用户宏程序语言(MACRO)。
常用的是G代码语言,程序的地址字有G**,M**,S**,T**,X**,Y**,Z**,F**,O**,N**,P**等,程序如下例所示:O0010;N1 G92X0Y0Z0;N2 S600M03;N3 G90G17G00G41D07X250.0Y550.0;N4 G01Y900.0F150;N5 G03X500.0Y1150.0R650.0;N6 G00G40X0Y0M05;N7 M30;编程时应注意的是代码的含义。
车床、铣床、磨床等不同系列的系统同一个G代码其意义是不同的。
不同的机床厂用参数设定的G代码系及设计的M代码的意义也不相同,编程时须查看机床说明书。
非常全FANUC常用CNC参数大汇总资料

非常全!FANUC常用CNC参数大汇总
CNC参数是数控机床的灵魂,数控机床软硬件功能的正常发挥是通过参数来“沟通”的,机床的制造精度和维修后的精度恢复也需要通过参数来调整,所以,如果没有参数,数控机床就等于是一堆废铁,如果CNC参数全部丢失,将导致数控机床瘫痪。
数控系统中有关伺服控制的参数较多,不同CNC生产厂家的数控系统在参数名称、种类及功能上不尽相同。
参数设置的正确与否将直接影响进给运动的精度和稳定性,对于没有经验或权限的用户,禁止随意调整这些参数,否则容易造成数控机床不能正常工作。
下面列出FANUC系统应用中最常用的CNC参数,希望能帮助您快速查找所需要的参数。
FANUC常用CNC参数表
用检测单位求出快速进给时的跟随误差量,为了使在一定的超量范围内系统不报警,应留有50%左右的余量。
①设定标准设定值 1000。
②指定成为主轴速度模拟输出最大电压(10V)的主轴速度。
③测量输出电压
④在参数(No.3730)中设定下式的值。
⑤在设定完参数后,再次指定主轴速度模拟输出成为最大电压的主轴速度,确认输出电压已被设定为
①设定标准设定值 0。
②指定主轴速度模拟输出被设定为 0 的主轴速度。
③测量输出电压。
④在参数(No.3731)中设定下式的值。
⑤在设定完参数后,再次指定主轴速度模拟输出被
设定为 0 的主轴速度,确认
输出电压已被设定为 0V。
若是串行主轴的情形则不需要设定此参数
主轴电机的最低钳制速度
主轴电机的最高钳制速度。
发那科0iC数控系统参数
PRM3102#3 繁体汉语 PRM3190#6 简体中文
参数分类
• 通讯接口 • 轴控制/设定单位〔1000〕 • 坐标系〔1200〕 • 进给速度〔1400〕 • 伺服参数〔1800、2000〕 • DI/DO参数〔3000〕 • 显示及编辑〔3100〕 • 编程〔3400〕 • 螺距误差补偿〔3600〕 • 主轴控制〔3700、4000〕 • 有关加工运行〔5000、6000、7000〕 • 〔固定循环、刀具补偿、图形显示等〕 • 有关FSOI根本功能的参数〔8100〕 • 其他参数
高分辨率设定
参数号 2000#0
设定单位:1/1000mm000mm
闭环
半闭环
1
1
外装检测器
1815 00100010 00100000 00100010 00100000
速度反馈脉冲 2023
8192
8192
819
819
位置反馈脉冲 2024
NS
12500
NS/10
参数设定帮助引导方法
伺服设定〔AXIS SETTING〕 项,伺服设定有二种画面, 一般常用的如图画面所示。
在参数设定帮助画面,选 择至伺服设定菜单,按 [〔操作〕]软键,再按 [选择]软键,进入伺服 设定画面,再按软键扩展 [>]键,再按[切换]软 键,进入伺服设定画面。 根据机床要求设定伺服参 数,如下图。
轴设定〔进给速度〕
PRM1424 各轴的手动快速运行速度 标准设定:5000/10000
PRM1425 各轴回零的FL速度 标准设定:400
轴设定〔加/减速〕
发那科参数大全
发那科系统参数总表[1]系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC 信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1. SETTING 参数(与设定相关的参数)参数号符号意义 16-T 16-M0000/0 TVC 代码竖向校验 O:不进行 1:进行0000/1 ISO EIA/ISO代码 O:EIA代码 1:ISO代码0000/2 INI MDI方式公/英制 O:米制 1:英制0000/5 SEQ 自动加顺序号 O:不进行 1:进行0002/0 RDG 远程诊断 O不进行 1进行0002/7 SJZ 手动参考位置返回 0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定 0关闭 1开启0012/4 AIC 轴命令的移动距离 0依照指定的地址 1总为增量命令0012/7 RMVx 各轴的受控轴拆除设定 0不拆除受控轴 1拆除受控轴3216 自动加程序段号时程序段号的间隔 O 12.RS232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1 RS-232-C串行端口1 2 RS-232-C串行接口2 3 遥控缓冲器接口 4 存储卡接口 5 数据服务器接口 10 DNC1/DNC2接口,OSI因特网 12 DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
法兰克数控系统的操作档

FANUC数控系统的操作及有关功能发那科有多种数控系统,但其操作方法基本相同。
本文叙述常用的几种操作。
1.工作方式FANUC公司为其CNC系统设计了以下几种工作方式,通常在机床的操作面板上用回转式波段开关切换。
这些方式是:①.编辑(EDIT)方式:在该方式下编辑零件加工程序。
②.手摇进给或步进(HANDLE/INC)方式:用手摇轮(手摇脉冲发生器)或单步按键使各进给轴正、反移动。
③.手动连续进给(JOG)方式:用手按住机床操作面板上的各轴各方向按钮使所选轴向连续地移动。
若按下快速移动按钮,则使其快速移动。
④.存储器(自动)运行(MEM)方式:用存储在CNC内存中的零件程序连续运行机床,加工零件。
⑤.手动数据输入(MDI)方式:该方式可用于自动加工,也可以用于数据(如参数、刀偏量、坐标系等)的输入。
用于自动加工时与存储器方式的不同点是:该方式通常只加工简单零件,因此都是现编程序现加工。
⑥.示教编程:对于简单零件,可以在手动加工的同时,根据要求加入适当指令,编制出加工程序。
操作者主要按这几种方式操作系统和机床。
2.加工程序的编制①.普通编辑方法:将工作方式置于编辑(EDIT)方式,按下程序(PROG)键使显示处于程序画面。
此方式下有两种编程语言:G代码语言和用户宏程序语言(MACRO)。
常用的是G代码语言,程序的地址字有G**,M**,S**,T**,X**,Y**,Z**,F**,O**,N**,P**等,程序如下例所示:O0010;N1 G92X0Y0Z0;N2 S600M03;N3 G90G17G00G41D07X250.0Y550.0;N4 G01Y900.0F150;N5 G03X500.0Y1150.0R650.0;N6 G00G40X0Y0M05;N7 M30;编程时应注意的是代码的含义。
车床、铣床、磨床等不同系列的系统同一个G代码其意义是不同的。
不同的机床厂用参数设定的G代码系及设计的M代码的意义也不相同,编程时须查看机床说明书。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
发那科进给倍率控制G0速度参数
1、快移速度参数1420(实数轴型参数)1420各轴快速移动速度该参数为每个轴设定快速移动倍率为100%时的快速移动速度,各轴快速移动速度范围。
2、快移速度参数1421(实数轴型参数)1421各轴快速移动倍率的F0速度该参数为每个轴设定快速移动倍率的F0速度。
3、手动进给速度参数1423(实数轴型参数)1423每个轴的JOG 进给速度该参数分别被每个轴的手动快速移动速度钳制起来。
4、手动快移速度参数1424(实数轴型参数)1424每个轴的手动快速移动速度该参数为每个轴设定快速移动倍率为100%时的手动快速移动速度。
5、手动返回参考点速度参数1425(实数轴型参数)1425各轴手动返回参考点的FL速度该参数为每个轴设定返回参考点时减速后各轴的速度(FL速度)。
6、进给速度参数1426(实数路径型参数)1426切削进给时的外部减速速度该参数设定切削进给或直线插补型定位G00时的外部减速速度。
7、快速移动速度参数1427(实数轴型参数)1427每个轴快速移动时的外部减速速度该参数为每个轴设定快速移动时的外部减速速度。
8、各轴返回参考点速度参数1428(实数轴型参数)1428每个轴参考点返回速度该参数设定采用减速挡块参考点返回,或尚未建立参考点时参考点返回下的快速移动速度。
9、轴最大切削进给速度参数1430(实数轴型参数)1430各轴最大切削进给速度该参数用于设定各轴最大切削进给速度。
在切削过程中,各轴的进给速度分别钳制在各轴的最大切削进给速度。
10、手轮进给最大速度参数1434(实数轴型参数)1434各轴手动手轮进给最高速度该参数为每个轴设定手动手轮进给的最大进给速度。