工字钢质量证明书
GBT714-2000桥梁用结构钢

G B / T 2 2 3 . 6 3 -1 9 8 8 钢铁及合金化学分析方法 高碘酸钠( 钾) 光度法测定锰量
GB / T 2 2 3 . 6 7 -1 9 8 9 钢铁及合金化学分析方法 还原蒸馏一 次甲基蓝光度法测定硫量 GB / T 2 2 3 . 6 8 - - - 1 9 9 7 钢铁及合金化学分析方法 管式炉内燃烧后碘酸钾滴定法测定硫含量
表 1 Βιβλιοθήκη 5 . 1 . 1 . 1 表1 中的酸溶铝( Al s ) 可以用测定总含铝量代替, 此时铝含量应不小于 0 . 0 2 0 0 o 0 5 . 1 . 1 . 2 为改善钢材性能, 可以加入钒、 妮、 钦、 氮等微量元素, 其含量应符合表 2的规定, 并应在质量 证明书中注明。
G B / T 2 2 3 . 6 9 -1 9 9 7 钢铁及合金化学分析方法 管式炉内燃烧后气体容量法测定碳含量 G B / T 2 2 8 -1 9 8 7 金属拉伸试验法
GB / T 2 2 9 -1 9 9 4 GB / T 2 3 2 -1 9 9 9 GB / T 2 4 7 -1 9 9 7 GB / T 7 0 6 -1 9 8 8 GB / T 7 0 7 -1 9 8 8 金属夏比缺口冲击试验方法 金属材料 弯曲试验方法 钢板和钢带验收、 包装、 标志及质量证明书的一般规定 热轧工字钢尺寸、 外形、 重量及允许偏差 热轧槽钢尺寸、 外形、 重量及允许偏差
G B / T 4 3 3 6 - - - 1 9 8 4 碳素钢和中低合金钢的光电发射光谱分析方法 G B / T 6 3 9 7 -1 9 8 6 金属拉伸试验试样
G B / T 1 7 5 0 5 -1 9 9 8 钢及钢产品交货一般技术要求
国家质f技术监督局2 0 0 0 一 1 0 一 2 5 批准 2 0 0 1 - 0 9 一 0 1实施
工字钢国标型号
工字钢国标型号
(原创实用版)
目录
1.工字钢的概念和特点
2.工字钢的国标型号
3.工字钢的用途和应用领域
4.工字钢的选购和安装注意事项
正文
一、工字钢的概念和特点
工字钢,又称为宽翼缘钢梁,是一种经济型钢材,因其横截面呈工字型而得名。
工字钢具有较好的抗弯性能和抗震性能,广泛应用于建筑、桥梁、输电塔等领域。
二、工字钢的国标型号
在我国,工字钢的国标型号主要分为普通型和轻型两种,分别用 H 型钢和 HM 型钢表示。
其中,普通型工字钢的型号从 H 型钢 100mm×100mm 到 H 型钢 600mm×600mm 不等;轻型工字钢的型号从 HM 型钢 50mm×50mm 到 HM 型钢 300mm×300mm 不等。
三、工字钢的用途和应用领域
工字钢因其良好的力学性能和结构特点,广泛应用于以下领域:
1.建筑领域:工字钢可用于建筑物的梁、柱、桁架等结构件,以及建筑工地的临时设施。
2.桥梁领域:工字钢可用于桥梁的主梁、副梁、横梁等结构件,以及桥梁的临时支撑结构。
3.输电塔领域:工字钢可用于输电塔的主体结构和附属设施,如塔架、
横担等。
4.机械制造领域:工字钢可用于制造各种机械设备的框架、支架等部件。
四、工字钢的选购和安装注意事项
1.选购注意事项:购买工字钢时,应选择正规厂家生产的产品,查看产品的质量证明书和合格证书,确保钢材的质量和规格符合要求。
质量证明书、合格证、检测报
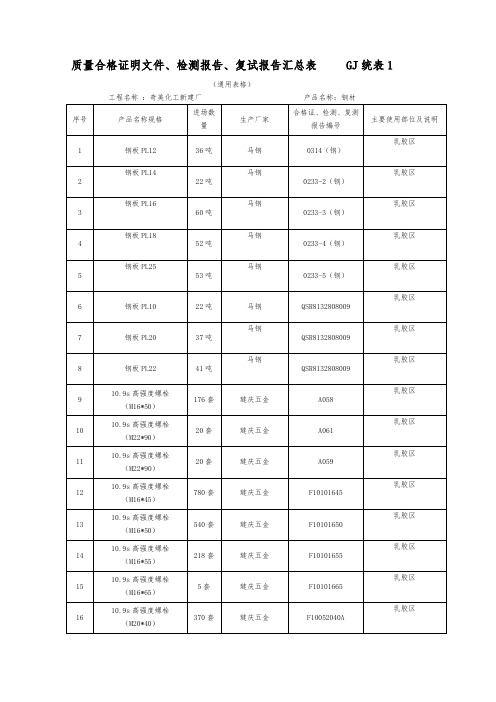
质量合格证明文件、检测报告、复试报告汇总表 GJ统表1
(通用表格)
工程名称:奇美化工新建厂产品名称:钢材
圆钢(25)
项目经理:质检员:监理工程师:
出厂合格证、评定报告、检测报告总表 GJ统表1
(通用表格)
工程名称:奇美化工新建厂
项目经理:质检员:监理工程师:
质量合格证明文件、检测报告、复试报告汇总表 GJ统表1
(通用表格)
工程名称:奇美化工新建厂产品名称:钢材
圆钢(25)
项目经理:质检员:监理工程师:
出厂合格证、评定报告、检测报告总表 GJ统表1
(通用表格)
工程名称:奇美化工新建厂
项目经理:质检员:监理工程师:。
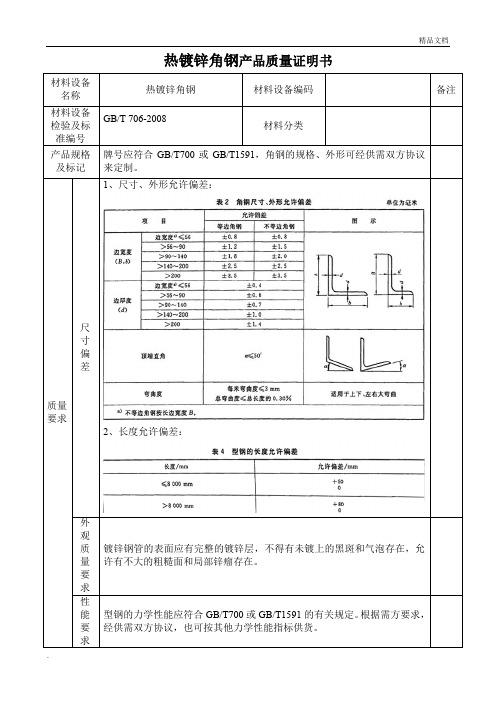
热镀锌角钢产品质量证明书检测报告
材料设备名称
热镀锌角钢
材料设备编码
备注
材料设备检验及标准编号
GB/T 706-2008
材料分类
产品规格及标记
牌号应符合GB/T700或GB/T1591,角钢的规格、外形可经供需双方协议来定制。
质量要求
尺寸偏差
1、尺寸、外形允许偏差:
2、长度允许偏差:
外观质量要求
镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允许有不大的粗糙面和局部锌瘤存在。
性能要求
型钢的力学性能应符合GB/T700或GB/T1591的有关规定。根据需方要求,经供需双方协议,也可按其他力学性能指标供货。
质量检验
质合格判断标准
1、型钢的检查和验收由供方技术质量监督部门进行。
2、型钢的组批按GB/T700、GB/T1591及相应标准规定进行。
3、型钢的复验和验收规则应符合GB/T2101的规定。
标志、包装、运输及储存要求
标志
符合GB/T2102的规定
包装
符合GB/T2102的规定
运输
无
设计图纸专项要求
图纸有特殊要求,必须满足图纸设计要求。
常用物资所需质量证明文件及要求

给排水与采暖工程常用物资所需质量证明文件及要求表一:
通风与空调工程常用物资所需质量证明文件及要求
建筑电气工程常用物资所需质量证明文件及要求
供应单位提供质量证明文件的管理要点
供应单位提供营业执照复印件(有厂家签章,并有年审记录)等资质文件
材料、设备一般按规定标准(国家标准、地方标准、行业标准或通过备案的企业标准)生产的产品,并具有出厂质量证明文件(包括产品合格证、质量合格证、检验报告、试验报告、产品生产许可证和质量保证书等)。
产品合格证或质量合格证应具有产品名称、产品型号、产品规格、数量、质量标准代号或地方(地区)企业代号,出厂日期、厂名、地址、产品出厂检验证明(检验章)或代号等。
其中,原材料及辅料合格证,同种材料、同种规格、同批生产的保存一份合格证即可。
主要设备、器具合格证要全部保存,并将合格证编号同编号同设备铭牌对照保证一致。
取得合格证后施工单位应统一编号。
检验报告由具有相应资质检验单提供。
主要设备、器具安装使用说明书有供应单位提供。
质量证明文件的复印件应与原件内容一致,加盖原件存放单位公章,注明原件存放处,并有经办人签字和时间。
复印件要求自己清晰,项目填写及签认手续完整。
扣件质量证明书

扣件质量证明书篇一:14号工字钢质量证明书一、编制依据 (2)二、工程概况 (2)三、脚手架材质选用及质量要求 (2)1.钢管 (2)2.扣件 (3)3.脚手板 (3)4、连墙件 (3)5.安全网 (3)四、脚手架设计与计算 (3)1、挑架设计 (3)2、立杆、横杆、剪刀撑、拉接点的设计 (4)3、悬挑水平支架抗弯强度验算 (6)4.水平悬挑梁设计与验算 (7)5.立杆稳定性计算 (10)6.连墙件计算 (12)7.大横杆的抗弯强度计算(按三跨连续梁计算) (12)8、扣件抗滑计算 (13)五、悬挑脚手架的构造要点 (13)六、搭设要点 (14)七、使用要求 (17)八、拆卸作业 (18)九、安全注意事项 (18)十、环境要求 (19)十一、成本降低措施..................................... 19 中国建筑第八工程局悬挑脚手架施工方案___________________________________________________ _______________ 营东大厦工程2 一、编制依据序号文件名称编号备注1 设计文件(图纸、设计变更、图纸会审) 2 《钢管脚手架》(gj22-85)3 《扣件式钢管脚手架安全技术规范》(jgj30—2001) 4 《可锻铸铁分类及技术条件》(gb078-67) 5 《普通碳素结构钢技术条件》(gb700-88) 6 《直径5-152mm电焊钢管》(yb242-63)7 《钢结构设计规范》(gb50017—2002)8 《建筑结构荷载规范》(gbj50009—2001)9 《建筑工程施工组织设计规范》(gb50502—2009)二、工程概况使用性质为高层现代化综合办公楼,分为主体和裙房两部分。
工程规划建筑用地约为102000㎡,总建筑面积为54800㎡。
其中:半地下为8756㎡,地上为46044㎡。
结构体系为框架剪力墙结构,长202m,宽130.92m,建筑主体高度为75.30m,裙房高度19.20m。
关于焊管质量的证明书-证明书-
关于焊管质量的证明书-证明书-焊接是一种常见的金属加工方法,焊管作为焊接产品的一种,其质量直接影响到工程项目的安全和可靠性。
为了证明焊管的质量符合相关标准和要求,通常需要提供焊管质量的证明书。
本文将从焊管质量证明书的定义、内容、要求、编制和审查等方面进行详细介绍。
一、焊管质量证明书的定义1.1 焊管质量证明书是指对焊管的质量进行检测、评定,并出具书面证明的文件。
1.2 焊管质量证明书是焊管生产和使用过程中的重要依据,用于证明焊管的质量符合相关标准和要求。
1.3 焊管质量证明书是由具有资质的检测机构或者生产厂家出具,具有法律效力。
二、焊管质量证明书的内容2.1 焊管的基本信息,包括规格、材质、生产日期等。
2.2 焊管的检测方法和结果,包括焊接质量、金相组织、化学成份、力学性能等。
2.3 焊管的标准符合情况,包括符合的国家标准、行业标准等。
三、焊管质量证明书的要求3.1 焊管质量证明书必须真实、准确地反映焊管的质量情况。
3.2 焊管质量证明书必须由具有资质的检测机构或者生产厂家出具。
3.3 焊管质量证明书必须符合相关标准和法律法规的要求。
四、焊管质量证明书的编制4.1 生产厂家在生产焊管时,必须按照像关标准和规范进行检测和评定。
4.2 检测机构在对焊管进行检测时,必须按照像关标准和方法进行操作。
4.3 编制焊管质量证明书时,必须详细记录检测过程和结果,确保准确性和可追溯性。
五、焊管质量证明书的审查5.1 生产厂家在出具焊管质量证明书前,必须进行内部审核和审查。
5.2 检测机构在出具焊管质量证明书前,必须经过相关部门的审核和批准。
5.3 使用单位在收到焊管质量证明书后,应认真审查其中的内容,确保焊管的质量符合要求。
综上所述,焊管质量证明书是确保焊管质量符合标准和要求的重要文件,生产厂家、检测机构和使用单位都应严格按照像关规定进行编制、审查和使用,以确保焊管的质量和安全性。
希翼本文能为相关人员提供一定的参考和匡助。
建筑及安装工程中常用原材料所需质量证明文件及要求

建筑及安装工程中常用原材料所需质量证明文
件及要求
标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
给排水与采暖工程常用物资所需质量证明文件及要求表一:
通风与空调工程常用物资所需质量证明文件及要求表二:
建筑电气工程常用物资所需质量证明文件及要求表三:
供应单位提供质量证明文件的管理要点
供应单位提供营业执照复印件(有厂家签章,并有年审记录)等资质文件
材料、设备一般按规定标准(国家标准、地方标准、行业标准或通过备案的企业标准)生产的产品,并具有出厂质量证明文件(包括产品合格证、质量合格证、检验报告、试验报告、产品生产许可证和质量保证书等)。
产品合格证或质量合格证应具有产品名称、产品型号、产品规格、数量、质量标准代号或地方(地区)企业代号,出厂日期、厂名、地址、产品出厂检验证明(检验章)或代号等。
其中,原材料及辅料合格证,同种材料、同种规格、同批生产的保存一份合格证即
可。
主要设备、器具合格证要全部保存,并将合格证编号同编号同设备铭牌对照保证一致。
取得合格证后施工单位应统一编号。
检验报告由具有相应资质检验单提供。
主要设备、器具安装使用说明书有供应单位提供。
质量证明文件的复印件应与原件内容一致,加盖原件存放单位公章,注明原件存放处,并有经办人签字和时间。
复印件要求自己清晰,项目填写及签认手续完整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
篇一:◎安装工程常用物资质量证明文件及要求
安装
工程常用物资质量证明文件及要求
:
1.各类管材应有产
品质量证明文件,饮用水管必须提供卫生检验报告。
2.阀门、减压装置、消防设备、卫生洁具、给水系统、中水设备、排水设备、采暖设备、热水设备、散热器、锅炉及附属设
备、各类开(闭)式水箱(罐)、分(集)水器、安全阀、水位计、减压阀、热交换器、补偿器、疏水器、除污器、过滤器、游泳池
水系统设备等应有产品质量合格证及相关检验报告。
3.对于国家有规定的特定设备及材料,如消防、卫生、压力容器等,应附有相应资质检验单位提供的检验报告。
如:安全阀、
减压阀的调试报告、锅炉(承压设备)焊缝无损探伤报告、给水管道材料卫生检验报告、卫生器具环保检验报告、水表和热量表计量检
定证书等。
4.绝热材料应有产品质量合格证和质检报告,镀锌产品须有镀锌质量证明。
5.主要设备、器具应有安装使用说明书。
6.对涉及建筑工程质量、安全、节能、环保的建筑材料,实行供应备案管理。
7.已实施产品强制认证制度的消防产品:点型感烟火灾探测器、点型感温火探测器、火灾报警控制器、洒水喷头、湿式报警阀、
水流指示器、消防用压力开关、消防水带、手动火灾报警按钮、消防联动控制设备。
实施型式认可制度的消防产品:灭火剂、防火门、消火栓、灭火器、消防接口、消防枪炮、消防应急灯具、火灾报警设备(可燃气体报警控制器、可燃气体探测器、家用可燃气体报警器)、防火阻燃材料(钢结构、饰面型、电缆、无机防火堵料、有机防火堵料、堵火包)。
实施强制检验制度的消防产品:气体灭火系统、干粉灭火系统、气溶胶灭火系统、防火卷帘门、防排烟风机、防火阀、排烟防火阀、消防供水设备、消防供水设备、消防栓箱等。
8.境内制造、使用的锅炉压力容器,制造企业必须取得《中华人民共和国锅炉压力容器制造许可证》。
9.安装于建筑工程中用于贸易结算的电度表、水表、煤气表、热量表等计量仪表的生产厂家必须提供产品合格证和法定计量
检测单位出具的计量检
定。
10.国家实施生产许可证产品目录包括:电焊表、空气压缩机、家用燃气快速热水器、泵、燃气调压器(箱)、
铜及铜合金管材、耐火材料、锅炉及压力容器用钢管(管坯)、锅炉、压力容器用钢板、制冷设备产品。
11.所有电器产品及设备
必须提供“3c”证明。
12、航空障碍灯不需要3c认证。
目前固定式应急照明用灯具、隧道灯具、道路和街路照明灯具、投光灯具、影视舞台灯具、游泳池和类似场所用灯具、医疗场所用灯具、通风灯具等都还没有被归入3c认证目录范围内。
13、检验报告必须是国家认可并具有法律许可证号的检测机构所岀具的证明文件。
篇二:常用物资所需质量证明文件及要求
给排
水与采暖工程常用物资所需质量证明文件及要求
表一:
篇三:热扎矿用工字钢验收标准
热扎
矿用工字钢验收标准
2页第1页
注:本验收标准参照yb/t 5047-2000、gb/t2101-2008编制。
共2页第2页
四:安装质量证明书填写样本
重机械施工质量检验记录
使用单位:设备品种:
型号规格:
施工类别:□新装
移装□改造□重大维修)
明
1.本质量检验记录
适用电动葫芦门
式起重机的安
装、改造、大
修、移装工程施
工过程记录。
2.检验依据
《起重机械安装改造重大维修监督检验规则》tsgq7016-2008 《起重机械安全技术监察规程-桥式起重机》tsgq0002-2008 《起
重机械安全规程》gb6067
《起重设备安装工程施工及验收规范》gb50278 《电气装置施工及验收规范》gb50256 《电动葫芦门式起重机》jb/t1306 设计
文件及相关产品合同以上文件和标准均为现行有效版本
3.此质量检验记录
中的记录为过程
记录,当每个阶
段自检完毕后,
应提交监检员进
行必要确认。
4.如起重机施工仅
为局部改造或大
修,则可针对施
工内容作部分填
写,并加以必要
说明。
5.性能试验结束
后,检验员应及
时完成质量检验
记录,并提交监
检机构和施工单
位存档。
6.所有表中“检验结
果”栏如无数据要
求时应采用
“√”、“×” 和
“/”分别表示“合
格”、“ 不合格”
和“无此项”;如
有测量数据要求
时应填写实测数
据并打“√” 或
“×”,有□选择项
的则在相应的□内
打“√”选择。
7.
检验用仪器设备
应完好并在计量
检定期内。
8.检验员应对检验记
录、检测数据进行核对,施工单位对质量检验记录负责。
录
:如本施工工程非吊运熔融金属(非金属)的起重机,则去掉序号21项及第20页内容。
重机施工验收证明书
重机械施工质量检验记录
用单位:济南玫德铸造有限公司
备品种:电动单梁起重机
号规格:ld3-14.5 a4
施工类别:■新装□
移装□改造□重大维修)
乡卫华起重设备安装有限公司
明
1.本质量检验记录
适用电动单梁起
重机的安装、改
造、大修、移装
工程施工过程记
录。
2.检验依据
《起重机械安装改造重大维修监督检验规则》tsgq7016-2008 《起重机械安全技术监察规程-桥式起重机》tsgq0002-2008 《起
重机械安全规程》gb6067
《起重设备安装工程施工及验收规范》gb50278 《电气装置施工及验收规范》gb50256 《电动单梁起重机》jb/t1306 设计文件
及相关产品合同以上文件和标准均为现行有效版本
3.此质量检验记录
中的记录为过程
记录,当每个阶
段自检完毕后,
应提交监检员进
行必要确认。
4.如起重机施工仅
为局部改造或大
修,则可针对施
工内容作部分填
写,并加以必要
说明。
5.性能试验结束
后,检验员应及
时完成质量检验
记录,并提交监
检机构和施工单
位存档。
6.所有表中“检验结
果”栏如无数据要
求时应采用
“√”、“×” 和
“/”分别表示“合
格”、“ 不合格”
和“无此项”;如
有测量数据要求
时应填写实测数
据并打“√” 或
“×”,有□选择项
的则在相应的□内
打“√”选择。
7.
检验用仪器设备
应完好并在计量
检定期内。
8.检验员应对检验记
录、检测数据进行核对,施工单位对质量检验记录负责。
录
:如本施工工程非吊运熔融金属(非金属)的起重机,则去掉序号21项及第20页内容。