常用检具使用手册
通用量检具使用维护手册

尺身 尺框
1.2、角度游标的读数(以分辨率为2′的万能角度尺为例) 1.2.1角度游标读数原理 角度游标的读数原理本质上和直线游标相同。如图,零位重合,游标上30个刻度间距等 于主尺上29个间距(29′),即每个游标刻度间距比主尺小1/30个间距,相当于2′。如游 标右移过2′的角度,则游标的第二条刻线与主尺的第二条刻线重合,即读数为2′
线偏斜将出现视差
⑤测深尺使用时,测量时先将尺身上拉,让尺框的测量面与工件被测深度的顶面(测量基 准面)贴合好之后,在将尺身下推,直到尺身测量面与被测深度部位手感接触(如用微动 装臵,注意不要过量接触,以致使尺框的测量面脱离正常贴合),此时即可读数,也可用 紧固螺钉固定尺框,取出深度尺在进行读数。尺身下方的测量面很小,要注意避免磨损及 碰伤。 ⑥用圆弧型量爪测量内径时,应在读数值上再加上量爪的宽度值,才是所测的内尺寸。 ⑦为了避免损伤电子元件,数显卡尺的使用应轻拿轻放,液晶显示屏和电池盖处应禁油禁 水禁灰尘,尺身保持干净(用丝绸或软布擦拭)。数显卡尺任何部位不能施加电压,也不
它的尺身刻线间隔为1mm,而游标刻线是在尺身49 格刻线间隔间均分50等分,故其刻线间距为 49mm÷50=0.98,即尺身与游标刻线每格间相差 1mm-0.98mm=0.02
1.1.2、直线游标的读数方法
第一步:读出游标零刻线左边主尺上的毫米整数;
第二步:看游标的第几条刻线与主线的刻线对齐,将游标上该刻线的序号乘上游标分度值 (0.02或0.05),即得小数部分,也可以根据游标上标出的数值直接读出小数部分; 第三步:将毫米的整数与小数部分相加,即得被测尺寸读数。 例如下图所示被测尺寸,由尺身刻线读得32mm,再沿游标刻线找出与尺身刻线对齐位臵‘2’ 的右侧一格,即表示该被测尺寸为32.22mm
检具使用说明书(PDF)
定固及动移具检 .5 型类准标具检 .4 具工测检具检 .3 )期周扫清 ,度湿度适 ,度温度适( 境环管保具检 .2 的目用使具检 .1录目书明说作操 书明说作操 书明说作操 书明说作操。
管保紧贴面REPPOTS到要定一后用使以所 。
锈生于易上面准基在,话的置放间时长好上温室果如时态状PMALCNU ,GNIWSNU )。
抵安着慢上面地,脚轮损破于易于由时下放车叉用( 。
撞冲或撞碰意注请时运搬车叉用 。
转运常正以可内围范在备设的有所 )锈生免以意注请(境环的净干维油滑润及油锈防用时随,尘灰去进免以意注次每时用使 。
力压及撞冲加施免以工加ERIW ,工加CN工加因域区的度精证保要等位部测检面型,面准基如,LEETS和LA是料材 。
s/m9.2 速风 ) %86 度湿季夏, %87 度湿季冬( %59~%56:度湿 ℃03 ~ ℃01 : 度温 zH05 zH05 %01±V022CA:源电明照 %01±V083CA:源电 线4厢3项 事 意 注 管 保 具 检 .2。
质品的件金钣认确的期周用使后装安接直上线产生后成完YDOB/S )2 。
养培质品及YDOB/S的件金钣用使了为时期初 )1 )能功 NOITCEPSNI ,能功 YDOB/S( 。
养培质品及测检度精的件金钣用使了为 -的 目 用 使 具 检 .1书明说作操 书明说作操 书明说作操 书明说作操测检行进尺隙间用 测检行进尺隙间用 测检行进尺隙间用 测检行进尺隙间用栓螺紧拧后然 块测检在插 栓螺紧拧后然 块测检在插 栓螺紧拧后然 块测检在插 栓螺紧拧后然 块测检在插 块色黄将 后里块测检在插销测检将 块色黄将 后里块测检在插销测检将 块色黄将 后里块测检在插销测检将 块色黄将 后里块测检在插销测检将里块测检孔在插销测检将 里块测检孔在插销测检将 里块测检孔在插销测检将 里块测检孔在插销测检将用使时量测尺尖交3用法无以所,能性的面型件品产测检有子销个这NIP KCEHC )1具 工 测 检 具 检 .3书明说作操 书明说作操 书明说作操 书明说作操线划上件金钣 线划上件金钣 线划上件金钣 线划上件金钣 后然 转旋后近贴上件金钣 后然 转旋后近贴上件金钣 后然 转旋后近贴上件金钣 后然 转旋后近贴上件金钣 将 将 将 将SCRIBEØ+ 42。
常用量检具的使用和保养
常用量具的使用方法目录第一章钢直尺、内外卡钳及塞尺1一钢直尺1二塞尺1第二章游标读数量具 2一游标卡尺的结构型式2二游标卡尺的读数原理和读数方法 4三游标卡尺的测量精度6四游标卡尺的使用方法7六高度游标卡尺10七深度游标卡尺11第三章螺旋测微量具13一外径百分尺的结构13二百分尺的工作原理和读数方法15三百分尺的精度及其调整16四百分尺的使用方法17五百分尺的应用举例18六杠杆千分尺19七内径百分尺19八内测百分尺20九三爪内径千分尺21十数字外径百分尺21第四章指示式量具22一百分表的结构22二百分表和千分表的使用方法22三杠杆百分表25四杠杆百分表和千分表的使用方法26五内径百分表29六内径百分表的使用方法30第五章角度量具30一万能角度尺30第六章水平仪31一条式水平仪32二框式水平仪33第七章量具的维护和保养36第一章钢直尺、塞尺一、钢直尺钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
图1-1 150 mm钢直尺钢直尺用于测量零件的长度尺寸,它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得。
钢直尺的使用方法a)量长度b)量螺距c)量宽度d)量内孔e)量深度f)划线二、塞尺塞尺又称厚薄规或间隙片。
主要用来检验机床特别紧固面和紧固面、活塞与气缸、活塞环槽和活塞环、十字头滑板和导板、进排气阀顶端和摇臂、齿轮啮合间隙等两个结合面之间的间隙大小。
塞尺是由许多层厚薄不一的薄钢片组成。
按照塞尺的组别制成一把一把的塞尺,每把塞尺中的每片具有两个平行的测量平面,且都有厚度标记,以供组合使用。
测量时,根据结合面间隙的大小,用一片或数片重迭在一起塞进间隙内。
例如用0.03mm的一片能插入间隙,而0.04mm的一片不能插入间隙,这说明间隙在0.03~0.04mm之间,所以塞尺也是一种界限量规。
检具操作说明书
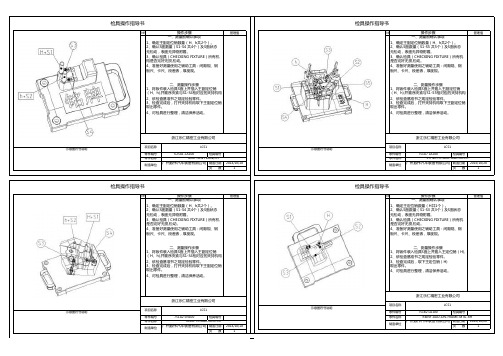
二、测量操作步骤 1、将钣件装入检具S面上并插入主副定位销 (H、h),并顺序夹紧与S1-S4相对应的夹持机构
2、依检查基准书之规定检验零件。 3、检查完成后,打开夹持机构取下主副定位销 取出零件。
4、对检具进行整理,清洁保养活动。
二、测量操作步骤 1、将钣件装入检具S面上并插入主副定位销 (H、h),并顺序夹紧与S1-S5相对应的夹持机构
2、依检查基准书之规定检验零件。 3、检查完成后,打开夹持机构取下主副定位销 取出零件。
4、对检具进行整理,清洁保养活动。
二、测量操作步骤 1、将钣件装入检具S面上并插入主定位销(H), 2、依检查基准书之规定检验零件。 3、检查完成后,取下主定位销(H) 取出零件。
4、对检具进行整理,清洁保养活动。
3、确认检具(CHECKING FIXTURE)所有机
是否完好无损,松动。
是否备好测量使用之辅助工具:间隙规、钢
板尺、卡尺、段差表,厚度规。
板尺、卡尺、段差表,厚度规。
二、测量操作步骤 1、将钣件装入检具S面上并插入主副定位销 (H、h),并顺序夹紧与S1-S4相对应的夹持机构
检具操作指导书
检具操作指导书
№
操作步骤
管理值
№
操作步骤
管理值
示
一、测量前确认事项
示
一、测量前确认事项
1、确定主副定位销数量(H、h共2个)。
1、确定主副定位销数量(H、h共2个)。
2、确认S面数量(S1-S4 共4个)及S面状态
2、确认S面数量(S1-S5 共5个)及S面状态
无松动,表面无异物附着。
检具编号
REINF-ADD-ON-FRAME-MTG-RH 广州振伟汽车装备有限公司 制造日期 2014/10/28
品质部门常用量具的使用图文说明教材

1、游标卡尺的构造:
A
C
B
A、主尺 B、游标尺 C、窄片
游标卡尺
+ 3.1 游标卡尺常用的游标卡尺有三种:三用游标 卡尺、单面量爪游标卡尺和双面量爪游标卡尺。
+ a)用游标卡尺测量外尺寸时,应先把量爪张开得 比被测尺寸稍大,慢慢推游标量爪,使它轻轻地 接触被测件表面。测内尺寸时,把量爪张开得比 被测尺寸小一些,然后慢慢拉游标量爪,使它轻 轻地接触被测件表面,测量中可轻轻摆动量爪, 以便找出最佳被测值。当量爪与被测件表面接触 后,不应再施力于量爪上,如果用力过大,游标 量爪会倾斜成一角度,这样测量出的尺寸比实际 尺寸要小。
+ 2.4.3 通端光滑塞规
+ 用来检验内螺纹内径是否过小,塞规应通过, 使用方法同2.2。
+ 2.4.4 止端光滑塞规
+ 用来检验内螺纹内径是否过大,塞规不应通过, 使用方法同D2.2。3.5 长度(高度)及深度量规
+ 此类量规是检验工件长度(高度)、宽度和槽及 孔的深度用量规,也称为直线尺寸量规。此类量 规有两个工作尺寸,即最大工作尺寸和最小工作 尺寸,分别控制被测工件的最大与最小极限尺寸。 测量使用方法是;
+ 接触时,拧紧微动紧固螺钉,以固定微动 游框,然后旋动游框螺母,使游框微量移 动,直到两量爪的测量面与被测件表面接 触为止,最后拧紧游框紧固螺钉,然后进 行读数。
3.2 游标深度尺
+ 游标深度尺使用时,要松开游框紧固螺钉, 把测座的测量面放在被测的零件上,左手 在尺座上稍加压力,右手轻推主尺向下, 当感觉到主尺下端面与零件深处底面接触 后,就可进行读数,也可以把紧固螺钉拧 紧,把深度尺拿起来读数。
+ c)当量规上刻有最大、最小工作尺寸线时, 被测工件的一端在两尺寸线内,则判为合 格。
检验常用工具的介绍和使用

检验常用工具的介紹与使用方法一、卡尺1、卡尺分类:卡尺按显示的方式可以分为三类:游标卡尺、带表卡尺和数显卡尺。
(分別見下圖)2、使用說明(以帶表卡尺为例):1)使用前,先將测量面擦净,然後闭合,檢查表的指标是否对准刻度盤“O”位,若稍有偏差,可转动表盘調整“O”位。
2)保持測量面、齿条和其他转动部分的清洁润滑。
测量后应随手合上,以防止灰尘、切屑等物,损毁齿条。
3)應避免快速移動和跌落碰撞。
4)發現卡尺帶有磁性,應及時退磁後方可使用。
5)主要指標:單位mm3、性能特點1)能檢測內、外尺寸和深度、臺階四種尺寸2)能進行絕對測量和比較測量。
3)量值經指示表放大顯示,可消除讀數誤差。
4)採用滾輪進行微調,便於單手操作。
5)用不銹鋼材料製造,防銹性好。
6)主尺刻線鍍黑鉻,線紋清晰、耐磨,尺身刻度面無光鍍鉻。
7)指示表防震,並帶有消除誤差的輔助機構,正反向移動無回程誤差。
8)讀數方法:毫米整數值在尺身主刻度上讀出,小數值在指示表上讀出。
4、絕對測量和比較測量:1)用帶表卡尺直接測量工件,按《讀數方法》讀出工件的測量值。
2)比較測量:用帶表卡尺測量標準樣件,先鬆開錶盤鎖緊螺釘,轉動刻度盤,將錶針對“O”,再擰緊鎖緊螺釘,然後測量工件,從指示表上即可讀出工件相對於標準樣件的尺寸差值。
5、指示表示零位調整:量爪閉合時,錶針應對準刻度盤“O”位。
若有偏離,按下面順序調整“O”:1)鬆開錶盤鎖緊螺釘。
2)閉合量爪,轉動刻度盤,使錶針對“O”。
3)擰緊鎖緊螺釘,防止刻度盤鬆動4)錶針偏離過大時,應按下面裝拆錶針方法。
將錶針重新調整對“O”位,然後鉚緊。
二、千分尺1、千分尺分類1)电子数显外徑千分尺。
2)机械螺旋外徑千分尺。
电子数显外徑千分尺机械螺旋外徑千分尺一、使用說明:1.使用前應將測量面與工件擦乾淨,並檢查量面吻合時零位是否重合。
2.測量時先旋轉粗調旋扭向右移動測杆,移出距離≤26mm(被測工件厚度≤25mm)。
3.將被測工件置於千分尺中,旋轉粗調旋扭向左移動測杆,快接近被測工件時,調節細調旋扭,使測杆接觸被測工件面。
通用检具的使用
一:百(千)分表的使用:1.百(千)分表应固定在可靠的表架上,根据测量需要,可选择带平台的表架或万能表架。
2.百(千)分表应牢固地装夹在表架夹具上,如用套筒紧固时,夹紧力不宜过大,以免使装夹套筒变形卡住测杆,应检查测杆移动是否灵活。
夹紧后,不可再转动百(千)分表。
如果表的位置不合适应松开夹紧螺丝后,再转动表头,调整表的位置,否则会造成表杆与表头的连接松动,影响测量。
3.百(千)分表测杆被测工件表面必须垂直,否则将产生较大的测量误差。
4.测量圆柱形工件时,测杆轴线应与圆柱形工件直径方向一致。
5.测量前须检查百(千)分表是否夹牢又不影响其灵敏度,为此可检查其重复性,即多次提拉百(千)分表测杆略高于工件高度,放下测杆,使之与工件接触,在重复性较好的情况下,才可以进行测量。
6.在测量时,应轻轻提起测杆,把工件移至测头下面,缓慢下降测头,使之与工件接触,不准把工件强迫推入至测头,也不准急骤下降测头,以免产生瞬时冲击测力,给测量带来误差。
对工件进行调整时,也应按上述操作方法。
在测头与工件表面接触时,测杆应有0.3-1mm的压缩量,以保持一定的起始测量力。
在现场使用中,常见的百(千)分表有一圈的和多圈的。
对于一圈的表头,对零时只要表针指在零位即可,此时注意表盘的零位应在表的正上方,如果使用中表的零位轻微变动可适当旋转表盘,使表的零位对准表针。
一般一圈表的表盘底部有个限位的凸起,限制表盘的旋转位置,对于没有限位的表盘,要注意表盘的旋转不可过大,切不可旋转的表的正下方,会影响表的量程。
对于多圈表,一般使表的小针指到小表盘的1或2的位置,大表针指在零位,这样可以明显的判断小表针的位置,避免小表针偏过一格却没有发现(小表针一格代表1mm)。
小表针指在1或2上,一是为了保证表头有适当的测力,又可避免压表过大,造成表内弹簧长时间受力疲劳老化。
并可以保证有足够的正负量程。
7.根据工件的不同形状,可自制各种形状测头进行测量:如可用平测头测量球形的工件;可用球面测头测量圆柱形或平表面的工件;可有尖测头或曲率半径很小的球面测头测量凹面或形状复杂的表面。
常用检具使用手册资料
保管要求: 四、易生锈的量具需经常喷防锈油。不能让其生锈,以免影响精度。
Mike Cheng
19
19
Orthmed & Trauson Group
保管要求: 五、保持干净,远离油污、灰尘。 六、禁止撞击、敲击、磕碰、用力过猛等 七、不可作为扳手、划针、锤子等工具或工装夹具使用
八、轻拿轻放,接触面积大的部位朝下平放,并防止受 重压变形
实际距离50mm
如果计量器具上没有注明分度值,我们会计算吗? 很多Switzerland量具就没有
Mike Cheng
12
12
Orthmed & Trauson Group
5、示值误差 到
计量器具指示出来的测量值与被测量值的实际数值的差值,可通过计量器具的检定来得
6、修正值 (校正值) 示值误差已知后,则可通过减去(示值误差为正时)或加上(示值误差为负时)该误差值,使测 量值等于被测量的实际值.减去或加上的这个值就是修正值,它与示值误差在数值上相等,但符号相反.
毛刺、粉末等杂物。 四、不允许测量正在旋转的工件。 五、测量较粗糙的表面时,不应使用贵重和精密的量具。 六、确保所使用的量具有合格证并在有效期内。 七、不要动不会操作的量具。 八、用后归还原处。
Mike Cheng
21
21
Orthmed & Trauson Group
读数要求:
1、外尺寸 A、没有配合要求时,读取最小值(特殊点除外) B、有配合要求时,需读取最大、最小值。一般在图纸或工艺卡中有形位公差要求
测量基准器具 游标卡尺 千分尺
测量平台、方箱、V形铁
长度类卡尺、深度类卡尺、高度类卡尺
外径千分尺、内径千分尺、内测千分尺、杠杆千分尺、尖头 千分尺、壁厚千分尺、板厚千分尺、公法线千分尺、螺纹千 分尺、圆柱形千分尺、深度千分尺
1常用量检具使用方法
第一章各种量检具使用方法及通用标准第一节钢直尺、内外卡钳及塞尺一、钢直尺钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
图1-1是常用的150 mm钢直尺。
图1-1 150 mm钢直尺钢直尺用于测量零件的长度尺寸(图1-2),它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得。
(a) (b) (c)(d) (e) (f)图1-2 钢直尺的使用方法a)量长度 b)量螺距 c)量宽度 d)量内孔 e)量深度 f)划线如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
二、内外卡钳图1-3是常见的两种内外卡钳。
内外卡钳是最简单的比较量具。
外卡钳是用来测量外径和平面的,内卡钳是用来测量内径和凹槽的。
它们本身a)内卡钳b)外卡钳都不能直接读出测量结果,而是把测图1-3 内外卡钳量得的长度尺寸 (直径也属于长度尺寸),在钢直尺上进行读数,或在钢直尺上先取下所需尺寸,再去检验零件的直径是否符合。
1 卡钳开度的调节首先检查钳口的形状,钳口形状对测量精确性影响很大,应注意经常修整钳口的形状,图1-4所示为卡钳图1-4钳口形状好与坏的对比。
调节卡钳的开度时,应轻轻敲击卡钳脚的两侧面。
先用两手把卡钳调整到和工件尺寸相近的开口,然后轻敲卡钳的外侧来减小卡钳的开口,敲击卡钳内侧来增大卡钳的开口。
如图1-5(a) 所示。
但不能直接敲击钳口,图1-5(b) 所示。
这会因卡钳的钳口损伤量面而引起测量误差。
更不能在机床的导轨上敲击卡钳。
如图1-5(c) 所示。
正确(a)错误错误(b) (c)图1-5 卡钳开度的调节2 外卡钳的使用外卡钳在钢直尺上取下尺寸时,如图1-6(a),一个钳脚的测量面靠在钢直尺的端面上,另一个钳脚的测量面对准所需尺寸刻线的中间,且两个测量面的联线应与钢直尺平行,人的视线要垂直于钢直尺。
检具操作指导书
零件名称备胎升降器总成一,检具用途二,使用前注意事项 三,使用后注意事项1.将检具上脏物用毛刷或棉布擦拭干净。
1.将各检测规定位。
2.清点各检查部位是否齐全有无损伤。
2.搬运过程中要非常小心,轻拿轻放严禁碰撞。
2.检测项目:安装孔位 3.检查检具是否在鉴定有效期内。
3.严禁检具与检具直接堆放,严禁用任何器具敲打。
4.将无涂层检测销规、基准面的表面涂上凡士林。
3.零件检测:
①面间隙检测:用通止规检测产品与本体间的间隙,通端无干涉、止端干涉判定合格,通端干涉或止端不干涉判定不合格。
②产品的安装孔位尺寸检测:用定位销、测销进行检测,测销通端能正常放入判定合格,通端干涉判定不合格。
S700V700012423 1.本检具用于检测总成零件(备胎升降器总成、备轮托架主体总成) 四,操作说明
1.将被测零件平放于检具支撑面之上。
2.用快速夹头装置把被测零件夹紧,使零件在检具上不能随意晃动,以免影响
检测精度。
浙江顶立添翼汽车部件股份有限公司
检 具 操 作 指 导 书
检具编号
车型
零件号DL-APJJ737测销主定位销
快速夹头装置1通止规快速夹头装置2
次定位销面间隙检测
处
编制: 审核: 批准: 日期:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
保管要求:
二、不可与其他物体堆放在一起,以避免受到伤害。
Mike Cheng
17
Orthmed & Trauson Group
保管要求:
三、用完后需关掉电源(有手动电源开关时);长期不使用时,还 需将电池取出。
关掉电源后,显示 屏上无显示。可节 省电池。
例如:数显卡尺、数显千分尺、工具显微镜等数字显示类量检具。
0.0009
0.0018 0.0027 0.0054
>0.320~0.580 0.032
>0.580~1.000 0.060 >1.000~1.800 0.100 >1.800~3.200 0.180
0.029
0.054 0.090 0.160
>0.100~0.180 0.010
>0.180~0.320 0.018
Mike Cheng 5 Orthmed & Trauson Group
测量系统的组成
测量系统由测量装置、测量装置使用者、被测量物体、测量方法、测 量环境组成。测量结论也受这些因素影响。 影响因素 测量装置 使用者 采取措施 合适的精度、等级;合适的选取、QI 培训、指导、考核、QI、WI 评估改进方法
Mike Cheng 21 Orthmed & Trauson Group
读数要求:
1、外尺寸 A、没有配合要求时,读取最小值(特殊点除外) B、有配合要求时,需读取最大、最小值。一般在图纸或工艺 卡中有形位公差要求 2、内尺寸 A、没有配合要求时,读取最大值(特殊点除外)
B、有配合要求时,需读取最大、最小值。一般在图纸或工艺 卡中有形位公差要求
千分尺 通用量具 指示器 角度量具 影像测量仪
二维和三维坐标测量设备
Mike Cheng
23
Orthmed & Trauson Group
平台 篇 一、平台的分类
平台是机械测量中最常用的基准定位器具,常有铸铁和岩石材料制造的两种。 根据工作面平面度的数值大小,平台的精度分为4级:0、1、2、3级,数值越 小,精度越高。
挡帽 指针 表圈
表盘
转数指示盘 套筒 转数指针
测量杆
测量头
Mike Cheng
9
Orthmed & Trauson Group
杠 杆 表 / 内 径 表
深度千分尺
MiБайду номын сангаасe Cheng
10
Orthmed & Trauson Group
圆度仪
多 功 能 数 显 表
形位公差测量仪
Mike Cheng
Mike Cheng 12 Orthmed & Trauson Group
5、示值误差 计量器具指示出来的测量值与被测量值的实际数值的差值,可 通过计量器具的检定来得到
6、修正值 (校正值) 示值误差已知后,则可通过减去(示值误差为正时)或加上(示值误 差为负时)该误差值,使测量值等于被测量的实际值.减去或加上的这个值就是修正值, 它与示值误差在数值上相等,但符号相反. 另外,还有示值变化、回程误差、测量力、放大比、不确定度允许值u1和不确定度 uL,在本讲义中不予讲解,在6sigma中也不需要,而是被GR&R中的术语替代。在 讲解MSA时,再作介绍。
11
Orthmed & Trauson Group
计量器具常用术语
1、刻度间距 主尺上,相邻两条刻线之间的直线或弧线距离
2、分度值(精度)
3、示值范围 4、测量范围
游标尺上,最小格所代表的被测尺寸的数值,不是指实际距离
计量器具所指示的终值与起始值的差值 计量器具所能够测量的最小尺寸与最大尺寸之间的范围
Mike Cheng 20 Orthmed & Trauson Group
使用要求:
一、小心使用,轻拿轻放。 二、按具体量具的要求正确使用。不超量程使用。 三、测量之前,要将被测量部位清理干净,不准附着油污、 毛刺、粉末等杂物。
四、不允许测量正在旋转的工件。
五、测量较粗糙的表面时,不应使用贵重和精密的量具。 六、确保所使用的量具有合格证并在有效期内。 七、不要动不会操作的量具。 八、用后归还原处。
测量装置以下简 称“计量器具”
游标卡尺、普通千分尺、形位公差测量 的指示表、电势电位测试仪、示波器等
杠杆千分表、杠杆千分尺、自制计量型 量具、粗糙度比较块等 点钞机、通止规、环规、R规、卡规等
比较法测量个体数目,如积累测量法等
请问:25~50mm的千分尺是绝对测量还是相对测量?外观样件呢?
Mike Cheng 7 Orthmed & Trauson Group
测量误差的来源与分类
测量方法误差
系统误差 测量误差 随机误差
人为误差 测量环境误差 标准件误差
计量器具误差 精度等级误差
系统误差是可以排除或降低的,但是随机误差是不可避免的
Mike Cheng 13 Orthmed & Trauson Group
光滑工件尺寸的验收极限
生产加工的每一件工件都应进行测量,以保证其符合图样和相关要求。为保证工 件的实际尺寸不超过图样规定的公差带,检验时不能按图样规定的公差带来确定测量 所显示的尺寸数据是否合格(因为计量器具本身有误差),而必须从图样给出的公差带 极限值向内收缩一段距离,然后把剩余的这段作为工件的验收极限;而收缩的这段距 离称为安全裕度。安全裕度由图样的公差值决定。
示值范围10-0=10mm,测量范围0~10mm
0
1
2
3
4
5
6
7
8
9
10
0
1
2
3
4
5
6
7
8
9
0
刻度间距1mm 精度的计算: (50mm -49mm)÷50小格=0.02mm/小格
分度值0.02mm (实际距离0.98mm) 实际距离49mm 实际距离50mm
如果计量器具上没有注明分度值,我们会计算吗? 很多Switzerland量具就没有
Mike Cheng 2 Orthmed & Trauson Group
质量口号:
Mike Cheng
3
Orthmed & Trauson Group
标准要求及发展趋势
一、正确、合理的使用 对测量装置合理使用、正确操作、科学管理,是延长其使用寿命,保证量值准 确和统一的关键。相反,就会加快磨损和损坏,影响量值准确,失去精度和灵敏度
Mike Cheng 15 Orthmed & Trauson Group
总
保管要求:
要
求
一、用完后放回原包装盒或规定位置,不可随意放置。
量具要注意远离磁 场,以避免其铁磁材料 作成的元件被磁化,影 响测量准确度和造成测 量面的磨损.
Mike Cheng
16
Orthmed & Trauson Group
Mike Cheng
0.009
0.016
14 Orthmed & Trauson Group
举例 求取工件轴径为Φ12
OK?
12 11.99
0 -0.14
的验收极限
11.87
12.00
A=0.01
11.86
0.14
11.86
验收极限 A=0.01
解: 第一步:工件的最大极限值=基本尺寸+上公差=12+0=12 工件的最小极限值=基本尺寸+下公差=12+(-0.14)=11.86
检验数据不在验收极限内的工件,均为不合格品
工件的尺寸 公差带 安全裕度 A 量具不确定度 允许值u1=0.9A 工件的尺寸 公差带 安全裕度 A 量具不确定度 允许值u1=0.9A
>0.009~0.018 0.001
>0.018~0.032 0.002 >0.032~0.058 0.003 >0.058~0.100 0.006
Mike Cheng 4 Orthmed & Trauson Group
三、测量装置的及时修理和报废
对于磨损的测量装置,要根据检定结果,按照损坏程度的不同而分别处理。该 废则废,该换则换,该修则修,都应抓紧及时解决
四、测量装置的存放保管
对仓库储藏的测量装置,要合理存放、妥善保管 五、逐步实现检测手段和计量技术的现代化 改革落后的测量装置和计量测试技术,对加强质量管理具有十分重要的意义。 有利于采用先进的科学质量管理方法;有利于及时发现质量缺陷,及时解决;有利 于质量管理人员集中精力,在提高产品质量上下功夫;有利于加强顾客服务的技术 工作。 六、质量信息化工作 质量信息,指产品实现过程各环节工作质量的数据、原始记录,及在产品使用 过程中形成的各种数据和资料,加以汇总、整理、分析而得的情况。 通过质量信息,可以及时的反映影响产品质量的各种因素和生产技术经营活动 的原始状态,反映产品的使用情况,以及国内外产品质量的发展动向。通过质量信 息的分析研究,可以正确认识影响质量的各因素的变化同产品质量波动的联系,从 而认识和掌握提高产品质量的规律性。 为了充分发挥质量信息的作用,企业的质量信息必须: 准确、及时、清楚、清晰、全面、系统和完整