外观判定标准(OK)
外观判定标准

不能露铜 同左 线路凸起和残铜不 得缩减线间距的30 同左
MAJ
MAJ CRJ MAJ MIN MAJ
孔 Hole
孔壁露铜 孔内锡节 孔环偏移 孔多孔少 锡面氧化 锡垫污染 锡垫厚度 线路上锡 焊锡性 定位孔 接地片 焊墊 方形焊盘 缺口缺铜 孔内沾防焊油 光学定位定沾 漏印,跳印 防焊层夹异物 防焊油 墨 补绿油大小 补绿油厚度A 防焊阴影 防焊层气泡 防焊层脱落
防焊厚度要求0.5mil以上,不可有露铜,沾锡球现象. 文字油墨不可覆盖锡垫,孔环(无论大小),Via孔除外 同左 文字油墨不可入孔内 同左 文字符号不可有重影或漏印 同左 所有的文字符号均须清晰且能辨识,文字上线条之中断 同左 程度以可以辨识该文字为准 文字油墨不可因制作不良而沾附板面 文字偏位不允许大与10mil 不可深入板内2.5mm或到最近线路距离的50%以上,以上 同左 取决于小者 允收 拒收 板边不可有玻璃纤维突出(次边指所有能看到板厚之边 缘而言,含各槽口内). 板边及u型槽内不可有粉尘 除非图上另有规定,板面不可露铜 板面铜箔不允许起泡 外物夹難必须远离线路0.125mm以上,长度不可超过 0.8mm,影响间距不可超过30% 同左 同左 外物夹難必须远离 线路0.125mm以上
功能 检验
孔内壁要被锡覆盖,孔内金属与锡浸潤良好, 拉撕 不得出现金属锡曾和绿油,金属线在膠带上, 板翘 PWB翘曲度翘起高度除以2倍板对角线长即板 板曲 凸面向下测平台至曲面之最高高度除以板边长 印刷 本机印 印刷标记与FILM或样品板瓦完全一至,印子偏 检验 蚀刻标 蚀刻标记正确,完整;符合蚀刻线路一般性要 缺陷定义(Defect definltion): 1.主要缺陷:产品之使用性能(功能)不能到所期望之目的,或显著的减低 Major:The performance of the product can't get ti the object. 2.次要缺陷(清缺陷):实际上不影响产品的使用目的及功能,而稍有瑕疵者谓 Minic the delect can't callect the tunchon and obkect in use. 之次要缺陷又称轻缺陷 Only spot inessential
五金件外观判定标准(最全)
标题五金件外观判定标准(一般要求)文件编号WI-MQC-083版次 A修订号00生效日期15-JAN-2012 页码3/94.0外观等级的定义(一般要求):4.1 A 级面:也叫一级面,客户用于光机上的前面、正面。
例如:仪器、设备的面板、顶壳以及有通纸面要求的表面。
4.2 B 级面:也叫二级面,客户外装的侧面、背面。
这些表面在基本使用状态下能时常看到的范围。
另外,用户虽然看不见,但会影响机能的零件,也纳入 B 级面来管理。
4.3 C 级面: 也叫三级面,在使用状态下看不见,但在维修、处理简单故障时可以看到的范围。
客户外装的底面也属三级面。
4.工程图纸指定有外观等级的按照图纸要求来执行。
A 级面、B 级面、C 级面的分类标准(一般要求)B 级面(侧面)A 级面(正面)(顶面)C 级面(底面)B 级面(背面)14.2轴类外观判定标准:轴工作面:A:伤、凸、毛边、打痕、黑点、凹大小在0.5mm2 以下,不判为不良。
但是,即使在基准内,对机能、性能有影响时也判不良。
B:破损、弯曲、变形发生不可C:锈(五金类)白布擦拭无锈迹,对机能、性能无影响时判OK。
其它面:A:伤、凸、毛边、打痕、黑点、凹大小在0.5mm2 以下,不判为不良。
但是,即使在基准内,对机能、性能有影响时也判不良。
(异常音、动作不良、左右松动、磨损)B:破损、弯曲、变形发生不可C:锈(五金类)白布擦拭无锈迹,对机能、性能无影响时判OK。
外观检验标准(冲压件)

(八)最新生效日期:2006。
09。
15第 1 页共2 页冲压制品检验规范检验项目检验要求判定标准检验判定Cr Maj Min OK起皱物件表面不能有明显的起皱现象①物件A级面,不能有起皱现象有起皱,但不明显,经后续加工可遮盖有起皱,但较明显,经后续加工不可遮盖②物件B、C级面,表面有起皱,但经后续加工可消除,可接受表面有起皱,但经后续加工可不消除破裂物件经冲压加工后,不能有破裂现象①物件表面及边沿在经冲压后不能有破裂②孔位边沿有破裂(除装饰孔以外的组装孔),组装后能遮盖组装后不能遮盖,但不影响产品结构和外观组装后不能遮盖,影响产品结构和外观③所有装饰孔不能有破裂现象披锋物件边沿、孔位,不能有锋利的尖角和披锋①物件断切面及边、孔,不能有明显披锋或组装后可遮盖②物件断切面披锋高≦0.1mm ,不伤手,不影响产品外观③物件断切面披锋高≦0.1mm ,且有尖角、伤手,不接受④断切面披锋高≦0.1mm ,不伤手,但影响产品外观⑤断切面披锋高≦0.1mm ,组装时影响产品装配,但可以组装不可以组装⑥物件冲孔位披锋,不影响产品装配及外观影响产品装配及外观⑦装饰孔或散热孔披锋(内部),如不影响装配及外观,披锋搞出0.15mm ,可接受如果影响产品组装(易伤手),则不接受缺料物件表面及边、角不能有任何缺料现象①物件表面及能触及的边角,不能有任何缺料现象②物件在加工过程中,如果有缺料,但经过后加工剪切后,可消除③物件内部缺料,不影响产品组装和外观可接受冲压痕物件表面及孔位边沿,不能有明显的冲压痕①物件表面不能有明显的冲压模痕及废料痕或模具拉痕②如果表面有冲压痕迹,在后续加工过程中可消除③物件表面冲压痕,在后续加工中不能消除拉痕物件表面不能有明显①物件表面不能有明显的拉伤、压伤痕(八)最新生效日期:2006。
09。
15第 2 页共2 页的拉、压痕②物件表面拉痕的长≦10mm ,宽≦0.1mm ,深≦0.05mm10mm<长≦20mm , 宽≦0.1mm , 深≦0.05mm10mm<长≦20mm , 宽>0.1mm , 深≦0.05mm10mm<长≦20mm , 宽>0.1mm ,0.05mm<深≦0.1mm③表面拉痕,在后续加工过程中可消除④表面拉痕,在后续加工过程中不能完全消除,或不可消除损伤物件表面及孔边不能有任何损伤①物件表面无任何损伤现象②物件表面损伤面积5mm²且较轻,可修复物件表面损伤面积5mm²且较重,不可修复物件表面损伤面积>5mm²,不可接受③孔位边沿损伤,在后续装配过程中可遮盖孔位边沿损伤,在后续装配过程中不可遮盖变形物件边口及表面、孔边不能有冲压变形现象①物件表面及边口变形明显,不能接受②物件表面及边口变形,在50cm 处观察不明显,可接受③孔位冲压变形,组装后可遮盖,不影响产品外观,可接受④孔位冲压变形,组装后不能遮盖,影响产品外观尺寸产品重要配合尺寸,满足设计要求①产品配合尺寸,符合设计要求②产品重要求尺寸,符合设计要求③产品配合尺寸,超过其最大公差值≦0.1mm,可接受产品配合尺寸,超过其最大公差值>0.1mm,,但不影响装配或后续作业产品配合尺寸,超过其最大公差值>0.1mm,,影响装配或后续作业④孔位尺寸,经实测值大于最大公差值,不影响产品外观、结构孔位尺寸,经实测值大于最大公差值,影响产品外观、结构⑤产品尺寸小于设计尺寸或孔位尺寸小于设计尺寸,影响产品组装或不能组装⑥孔位尺寸偏斜,组装后不影响整体外观和结构,可接受孔位尺寸偏斜,组装后影响整体外观和结构,不接受。
外观质量评定标准

外观质量评定标准外观质量评定标准是对产品外观进行评定的一项重要标准。
在现代社会,产品的外观质量往往是消费者选择商品的首要考量因素之一。
因此,制定科学合理的外观质量评定标准对于企业提高产品质量,提升竞争力具有重要意义。
首先,外观质量评定标准应当包括产品的整体外观、表面光洁度、色泽一致性、图案和标识的清晰度等方面。
产品的整体外观应当端正、美观,没有明显的缺陷和污染。
表面光洁度应当符合产品的要求,不能有划痕、凹凸不平等表面缺陷。
色泽一致性要求产品在不同光源下呈现一致的颜色,不能出现色差。
图案和标识的清晰度要求产品上的图案和标识清晰可辨,不模糊、不虚化。
其次,外观质量评定标准应当具有科学性和可操作性。
科学性是指评定标准应当符合产品的实际使用要求和消费者的审美需求,不能是主观臆断或片面追求某种效果。
可操作性是指评定标准应当具有可操作性,能够在实际生产中进行准确、有效的评定,避免主管部门和生产企业之间的争议。
最后,外观质量评定标准应当具有权威性和公正性。
权威性是指评定标准应当由具有权威性的部门或专家制定,经过科学论证和实践检验。
公正性是指评定标准应当公平、公正,不偏袒任何一方,保障消费者和生产企业的合法权益。
在制定外观质量评定标准时,需要充分考虑产品的特点和消费者的需求,结合实际情况制定科学合理的标准。
同时,评定标准的执行和监督也是至关重要的,需要建立健全的监督机制,确保评定标准得到有效执行。
总之,外观质量评定标准对于产品质量的提升和市场竞争力的增强具有重要意义。
只有制定科学合理、具有权威性和公正性的评定标准,才能真正保障消费者的合法权益,推动企业不断提高产品质量,实现可持续发展。
希望各相关部门和企业能够重视外观质量评定标准的制定和执行,共同为提升产品质量和促进消费者满意度而努力。
五金件外观检验标准
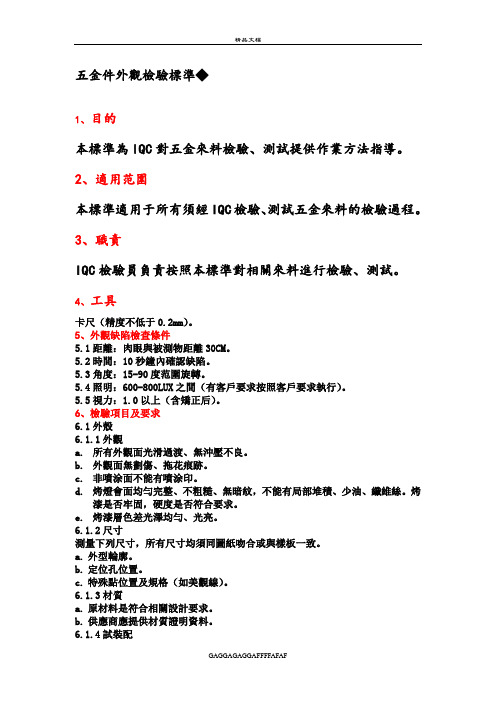
五金件外觀檢驗標準◆1、目的本標準為IQC對五金來料檢驗、測試提供作業方法指導。
2、適用范圍本標準適用于所有須經IQC檢驗、測試五金來料的檢驗過程。
3、職責IQC檢驗員負責按照本標準對相關來料進行檢驗、測試。
4、工具卡尺(精度不低于0.2mm)。
5、外觀缺陷檢查條件5.1距離:肉眼與被測物距離30CM。
5.2時間:10秒鐘內確認缺陷。
5.3角度:15-90度范圍旋轉。
5.4照明:600-800LUX之間(有客戶要求按照客戶要求執行)。
5.5視力:1.0以上(含矯正后)。
6、檢驗項目及要求6.1外殼6.1.1外觀a.所有外觀面光滑過渡、無沖壓不良。
b.外觀面無劃傷、拖花痕跡。
c.非噴涂面不能有噴涂印。
d.烤燈會面均勻完整、不粗糙、無暗紋,不能有局部堆積、少油、纖維絲。
烤漆是否牢固,硬度是否符合要求。
e.烤漆層色差光澤均勻、光亮。
6.1.2尺寸測量下列尺寸,所有尺寸均須同圖紙吻合或與樣板一致。
a.外型輪廓。
b.定位孔位置。
c.特殊點位置及規格(如美觀線)。
6.1.3材質a.原材料是符合相關設計要求。
b.供應商應提供材質證明資料。
6.1.4試裝配將零件與相應的組件試裝應配合良好。
7、檢驗方法7.1外觀使用目測法檢查被檢品的外觀。
檢測過程中,產品應被傾斜、搖動、移動,以使待測平面能獲得不同的光線,而非在燈光下以常規方式檢驗。
當缺陷在某一特定的光線下被觀察到時,應翻轉產品至少5度,以確保能在此時的下能觀察到該缺陷。
缺陷至少能在兩種光線下能被檢查得到。
7.2尺寸使用卡尺測量被檢品的尺寸。
8、塑殼表面分類I級面:正面及上表面;II級面:側面及背面;III級面:底部(不作特殊要求)。
9、等級分類A級:面對公司重要客戶;B級:面對公司主要客戶;C級:面對公司一般客戶;D級:面對公司次要客戶。
10、質量評定10.1檢驗辦法五金來料按GB/T2828-87正常檢查一次抽樣方案I或II級檢查水平進行抽樣檢查。
注:有客戶要求按照客戶要求執行。
五金外观标准

2.0.08≦S≦0.2mm214cm2范围内接收2点。
3.S≦0.08mm2连续性3点可接收。
1.S≦0.7 mm214cm2范围内接收一点。
2.0.3≦S≦0.5mm214cm2范围内接收3点。
3.S≦0.3mm2连续性3点可接收。
V
通用
三
划伤
1.有手感但未露出素材
核准:审核:制订:
1.直视可见亮斑不接收
1.直视或见亮班
a.S≦0.7 mm214cm2范围内接收一点
b.0.3≦S≦0.5 mm214cm2范围内接收3点。
2.对光可见亮班
a. S≦2.0 mm214cm2范围内接收2点.
b. 0.8≦S≦1.5 mm214cm2范围内接收3点。
c.不可出现连续性亮斑。
V
通用
亮斑
1.直视可见亮斑不接收。
b.0.3≦S≦0.5mm214cm2范围内接收3点。
c.S≦0.3mm2连续性5点可接收。
2.指甲可刮掉油渣不接收。
1.指甲刮不掉之油渣
a.S≦1.5mm214cm2范围内接收一点。
b.0.7≦S≦1.0mm214cm2范围内接收5点。
c.S≦0.7mm2连续性5点可接收
2.指甲可刮掉油渣不接收。
2.对光可见亮斑。
a. S≦1.0 mm214cm2范围内接收一点。
b.0.5≦S≦0.7 mm214cm2范围内接收3点。
1.直视或见亮班
a.S≦1.5 mm214cm2范围内接收一点
b.0.7≦S≦1.0 mm214cm2范围内接收3点。
2.对光可见亮班
a. S≦2.0 mm214cm2范围内接收2点.
手机麦克风MIC质量检验规范
手机麦克风MIC质量检验规范(ISO9001-2015)1、外观判定标准检查项目判定标准缺陷定义CR MAJ MIN引线断裂不允许▲弹片氧化不允许▲咪套松动不允许▲破损不允许▲脏污不允许▲祼线头长短不一不允许(在公差范围可接受)▲正负极错不允许▲PVC破损不允许▲1.所有外观不良潜在影响功能不良的为主要缺陷;2.本标准未定义到的不良现象不代表不管控;2、尺寸检查MIC灯的尺寸需符合规格书要求,进料检验时,每批针对重点尺寸测量 10PCS3、可靠性试验实验项目实验方法及要求实验要求时间(H)实验取样(PCS)判定标准温度冲击-30°C 30min + 70°C30min,转换时间小于5分钟,30个循环,常温常湿下存放2小时后测试72 2 外观良好,电性能测试OK疲劳测试功能测试模式-item test-Microphone,连续播放96小时96 3疲劳后不失效,与疲劳前对比音质音量无明显恶化振动测试在振动台上,话筒经过三方向的振动,振幅1.50mm,振动频率由10Hz到50Hz循环,每分钟一次,振动2小时,其灵敏度变化在+3dB范围内3 3外观应无明显不良,电性能OK高温储存70℃,存放24 小时,常温常湿下存放2小时后测试48 2 外观良好,电性能测试OK低温储存-40±3℃48 2 外观良好,电性能测试OK 高温高温60℃、93±2%RH,常温常湿下存放2小时后测试48 2 外观良好,电性能测试OK盐雾试验35±2℃,85%RH,NaCl 百分比:5±1% ,连续喷雾时间实验完后用清水洗净晾干48H24 21. 外观良好,电性能测试正常、音质无异常2. 电镀及金属部分不能有变色、生绣、氧化等现象4、周期性测试所有MIC每个订单一个周期,当订单大于50K时,其周期性测试自动更改为50K一个周期,如有异常需及时反馈。
5、包装5.1确认包装方式是否符合要求,供应商是否为合格供应商,是否有供应商贴好的PASS标签或印章;5.2确认外包装规格型号、物料代码、数量、生产日期、生产批号是否正确;5.3外包装箱标识是否正确,不可有标识不完整,标识错误现象;5.4外包装箱不可有明显的折邹、破损、脏污、变形、受潮等不良现象;5.5变更过的物料必须做显眼标识,必须连做三批次标识,如有特殊需求,以沟通及书面通知为主;5.6包装需垫泡棉防护,有特殊需求,以沟通及书面通知为主。
外观质量评定标准
外观质量评定标准外观质量是指产品在外观形态、表面质量和色泽等方面的特征。
对于不同类型的产品,外观质量评定标准也有所不同。
本文将从几个方面详细介绍外观质量评定标准的相关内容。
首先,外观形态是评定外观质量的重要指标之一。
在评定外观形态时,需要考虑产品的整体外形是否符合设计要求,是否存在变形、扭曲、破损等缺陷。
同时,还需要检查产品的尺寸、结构、装配等方面是否符合标准要求。
例如,对于汽车外观质量评定,需要检查车身是否平整、线条是否流畅、零部件的装配是否精准等。
其次,表面质量也是评定外观质量的重要指标之一。
表面质量包括产品表面的光洁度、平整度、光泽度等方面。
在评定表面质量时,需要检查产品表面是否存在凹凸不平、划痕、气泡、氧化等缺陷。
例如,对于家具产品的外观质量评定,需要检查产品表面是否光滑、无色差、无瑕疵等。
另外,色泽也是评定外观质量的重要指标之一。
色泽是指产品的颜色和光泽度。
在评定色泽时,需要检查产品的颜色是否均匀、鲜艳,光泽度是否适中。
例如,对于服装产品的外观质量评定,需要检查布料的色彩是否鲜艳、无色差,光泽度是否适中。
除了以上几个方面,外观质量评定还需要考虑产品的外观设计是否符合审美标准、是否符合市场需求等因素。
在实际评定过程中,可以根据产品的特点和行业标准,制定相应的评定标准和检测方法,以确保评定结果的客观性和准确性。
总的来说,外观质量评定标准是一个综合性的评定体系,涉及外观形态、表面质量、色泽等多个方面。
只有严格依据标准进行评定,才能有效地保障产品的外观质量,提升产品的竞争力和市场占有率。
希望本文能够帮助大家更好地理解外观质量评定标准的相关内容,为产品的外观质量评定提供一定的参考和指导。
外观质量评定标准
外观质量评定标准外观质量评定标准是指对产品外观进行评定的一套标准体系,它是衡量产品外观质量优劣的重要依据。
在现代社会,产品外观质量已经成为消费者选择产品的重要因素之一,因此制定科学、合理的外观质量评定标准对于企业提升产品竞争力、满足消费者需求具有重要意义。
首先,外观质量评定标准应包括产品外观的整体设计、外观材料的选择和外观加工工艺等方面。
产品外观的整体设计应符合人体工程学原理,符合人们审美的习惯和喜好,同时要考虑产品的实用性和功能性。
外观材料的选择应符合产品的使用环境和要求,材料应具有良好的韧性、耐磨性和耐候性,能够保证产品外观长期保持良好状态。
外观加工工艺要求精细,不得存在明显的瑕疵和缺陷,保证产品外观的完美。
其次,外观质量评定标准应考虑产品外观的可持续性和环保性。
产品外观应具有一定的耐久性,不易褪色、变形或者损坏,能够保持长久的美观。
同时,外观材料应符合环保要求,不含有有害物质,能够达到国家相关环保标准。
再次,外观质量评定标准还应考虑产品外观的安全性。
产品外观设计不得存在尖锐、棱角等可能对消费者造成伤害的部分,外观材料不得释放有害物质,不得对人体健康造成危害。
最后,外观质量评定标准应包括外观检测方法和评定标准的具体规定。
外观检测方法应科学、准确,能够客观地评定产品外观的质量,包括外观尺寸、表面光洁度、色泽一致性等方面。
评定标准应具体明确,能够为生产企业和消费者提供明确的参考依据。
总之,外观质量评定标准是保证产品外观质量的重要手段,它不仅关系到企业的产品质量和品牌形象,也关系到消费者的权益和利益。
因此,制定科学、合理的外观质量评定标准对于企业和消费者都具有重要意义。
希望各相关部门和企业能够重视外观质量评定标准的制定和执行,共同为提升产品外观质量和保障消费者权益而努力。
电感,变压器外观培训资料
胶布OK样品
A区
E区 D区
B区
C区
变压器类外观判定标准
1.焊锡后绑线及绑线堆锡部分
绑线高不良样品
在凸点以上为不良品; 2.堆锡部分没有高过凸点 则为良品。
绑线OK样品
变压器类外观判定标准
1.高温胶布须反折回外COPPER; 2.所包高温胶布要起到隔离PIN7、9 的作用。
高温胶布反折不良样品
高温胶布反折OK 样品
OK样品
变压器类外观判定标准
焊锡不良样品
1.缠线为1圈的PIN脚,焊 锡至少焊满¾圈; 2.缠线为2圈(含)以 上PIN脚,焊锡满180度 即可(至少有两圈沾 锡)。
焊锡OK样品
变压器类外观判定标准
胶布破损不良样品
1.A、B区胶布破损在2mm(REF)内,外围 胶布可包住为良品; 2.B、C区胶布破损不超过该区域 50%为良品; 3.E区有任何破损均为不良品。
两PIN之间的安全距离 必须大于1.0mm PIN脚焊锡OK样品
≧1.0mm
变压器类外观判定标准
磁芯背面不良样品
磁芯背面两磁芯需平整 相吻合,不可有间隙
磁芯背面OK样品
变压器类外观判定标准
剪PIN后高于骨架 支点不良样品
剪PIN后不高于骨架支点, 剪PIN后低于骨架
并且不可剪伤铜线 支点OK样品
注意:此凸点有高矮两个规格;高凸点一般用于挂脚铜线较粗,焊 锡后易堆锡浮高之机种,规格后面一般有-1标示;如BASE003-1; 矮凸点一般用于不会产生浮高的机种,规格如BASE003;
电感类PCB板脚位区分
1.有缺口或斜边之PC板机种PIN脚号区分
底视图(Bottom view)
PIN1 PIN6
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
] ¸ ¥ Ë
7/14 7/25
缺點大小(mm) 一級表面 S<0.06 0.06≦S<0.08 0.08≦S<0.10 可允收 二個點可允 一個點內
二級表面 可允收 三個點內 二個點內
三級表面 可允收 三個點內 二個點內
0.10≦S<0.20
0.2≦S<0.30
不允許
不允許
Hale Waihona Puke 一個點允收不允許一個點允收
13/14 13/25
十一:產品判定之基本考量點
A.產品質量影響的程度 B.產品經常出現的品質异常. C.成本的影響. D.客戶要求.
E.經驗積累
14/14 14/25
c:距離約10cm.
d:時間 約4esc.
4/14 4/25
三.檢驗判定基本用語
1).一級表面:在使用中常看得見的重要表面. (例如 logo,mark等)
2).二級表面:在使用中不易察覺到的非重要表面.(一般指
內部或側面部份) 注:應縱三個視角去檢驗,正視側視俯視,一般可“先主后
次,先外后里” 之一定次序進行檢驗.
3)不合格品:不符合規格或顧客要求的產品或物料. 4)可疑品:檢驗和測試狀態不明確,或者由於長期保管等原 因引起品質變异或降低的可能物料或成品. 5)檢驗三要素:即“設定基準 檢測 比較&判定" 5/14 5/25
四.判定等級劃分
• • • • • • • • • • • • 一般可分為三個等級(CRI /MAJ/MIN) A:嚴重缺點:(CRI) 1)造成產品功能完全失效或重要特性喪失之缺點. 2)影響人身安全與損害健康之缺點. 3)信賴性測試不合格. B:主要缺點(MAJ) 1)造成產品部份結構缺陷,但不影響功能之缺點. 2)客戶特別標明拒收之缺點. 3)有觸感的外觀缺限,未影響結構. C:次要缺點(MIN) 1)缺點項目對產品結構,尺寸,功能特性無影響之缺陷. 2)無觸感的外觀缺限. 6/14 6/25
¤ : CABLE ± ` ¨ £ ¤ £ ¨ } § P © w
þ ç O K Å´ ß þ à u § ½ ÷ ¦¨ « ¬ ݤ º l CRI á ¼ Á h ² æ¨ ¸ ,Šܧ Î µ L ª k ¸ Ë ° t ,§ Î ¬ ª ¤ £ ² Å í ¶ ¨ ˯ } ¥ Ö ¦r Å é ¤ £ ² Å ,¤ è ¦V ¤ Ï S ¤ ½ O¤ £ ¨ ¬ ,² æ¸ ¨ ,´ ¡ ¤ Ï ] ¸ ¥ ˵ u Ö ¤ ,BAR CODE L ª µ k ± ½º Ë Ð¥ ¼ ܤ º ® e » P ¹ ê ª « ¤ £ ² Å MAJ í ¶ ¨ Ë ¦â t ® £ ¹ ¤ ¡ ¼ Ò ¦â ½ u ¥ ´ ¯ } ¥ Ö ,¥ ¼ d ¦ì ¥ Ƚ ¯ c ¯ } µ õ MIN Õà ¥ ú /¦Ã Å ¼ Ý ¦â É y ¾ ¬ ¯ ,Á Y¤ ô ,¤ ò à ä , Ý ¦â ,² É V® Æ ÆÀ ® Y¹ L ¤ j , ƶ ¼ q ¦h Ë ¸ ,¯ Ƚ c ¦Ã ¼ Å
2/14 2/25
一:前言
• 隨著科學技術及人們生活水平的提高,人 們不僅對產品的功能性,合用性,安全性要 求越來越高,而且對美學性的要求也在不 斷的提高.對于產品來講人們對其式樣.美 觀都有一定要求,讓人見到后有一種愉快 的感覺.所以外觀的標準在今后工業的發 展中占有越來越重的位置.
3/14 3/25
10/14 10/25
八:檢驗人員的訓練: 1)須讓檢驗人員充分了解品種的差異 /標準樣本.限 度樣本等; 2) 須給檢驗人員進外觀基本知識教育,如:顏色差異 的標準 , 公司的常用標準為△ E<1.0, 或一般外模成型 采用標準光源箱檢測;
11/14 11/25
九:外觀檢驗的環境條件: • 1. 聽覺檢驗應避免周圍的雜音 ,以使用防音室或試 聽室為宜; • 2. 視覺檢驗應留意采光與照明; • 3. 嗅覺檢驗應使用試香室; • 4. 味覺檢驗應使用味覺檢驗室; • 以及其他應注意事項
12/14 12/25
• 十:外觀判定的基準 • 1. 制定限度樣品或標準樣品; • a. 限度樣品:指合格品與不合格品之品質限度 的樣; • b. 標準樣品:指品質標準的樣品; • 2. 以文字規定:例如1個瑕疵在幾公厘以下,或在 幾平方公尺中有幾個瑕點等,應以文學具體規定, 對文字的表達應求統一標準化; • 3. 以消滅距離表達; • 4. 利用檢驗員的印象
不允許
0.30≦S
不允許
不允許
不允許
8/14 8/25
• 六:外觀檢驗员應具備的特性: • 1. • 2. • 3. 有敏銳的識別能力與檢出能力; 沒有視覺或聽覺障礙; 富有安定性與再現性;
• 4.
表達要客觀.正確;
9/14 9/25
七:外觀判定的注意事項: 1)身體缺陷:擔任外觀檢驗的人員,應避免有 先天性色盲或聽覺 障礙者; 2)環境的影響 :檢驗人員易受當天的生活環境 .健康狀況或疲勞 影響; 3)人員素質:檢驗人員之間自身差異,學歷.語言表達.官感特性等 ; 4)人員熟練:檢驗人員熟練的程度同樣影響判定;
二.外觀一般目視條件
1)a.待驗物置於700lux的亮度下,受驗面與檢驗者成45度角, 距離30cm接受檢驗.
b.目視時間:3~5sec.
c.一般不在反光或逆光下檢驗,以免強化可能出現之瑕疵. 2)Sony Ericsson外觀檢驗條件 a:燈光亮度1000 LUX+/-200LUX b:角度45度
CABLE ASS’Y外觀判定
1/14 1/25
課 程 綱 要
一: 二: 三: 四: 五: 六: 七: 八: 九: 十: 十一: 前言. 外觀檢驗條件. 外觀檢驗定義 判定等級劃分. 常見不良判決定. 檢驗應具備特性. 外觀判定注意事項 . 檢驗員訓練. 外觀檢驗的環境條件. 外觀判定基準. 產品判定之基本考量.