西门子内部培训资料_STL基础培训PPT演示
合集下载
西门子PLC培训教材PPT课件

西门子 PLC教程 S7-200/S7-300
8、然后点击SUBNET的NEW按钮,生成一个PROFIBUS NET的窗口将弹出。点中NETWORK SETTING页面,你可以在这里设置PROFIBUS-DP的参数,包括速率、协议类型。
西门子 PLC教程 S7-200/S7-300
9、点击确定,即可生成一个PROFIBUS-DP网络
西门子 PLC教程 S7-200/S7-300
西门子 PLC教程 S7-200/S7-300
西门子 PLC教程 S7-200/S7-300
S7-300网络特点 下一页
网络详细信息
西门子 PLC教程 S7-200/S7-300
S7-300硬件组态
西门子 PLC教程 S7-200/S7-300
8、点击STATION\Properties,打开 PC STATION 属性画面,点开CONFIGURATION 页。在 中间的框中是PC STATION 的组态文件的文件夹地址和名称。我们可以用该文件配置PC机的 CP5611网卡
以上是一个完整的网络组态过程!
MPI网络通讯: 回顾
PROFIBUS网络通讯:回顾 》22页
西门子 PLC教程 S7-200/S7-300
S7-200硬件特点和系统配置
➢ s7-200系列可编程 控制器是西门子PLC产品中的小型一组 ,即为Micro PLC ➢中央处理单元 CPU 221、CPU222、CPU224、CPU226 ➢扩展模块
西门子 PLC教程 S7-200/S7-300
西门子 PLC教程 S7-200/S7-300
西门子 PLC教程 S7-200/S7-300
工业以太网 CP243-1 通讯处理器
最新整理西门子培训课件.ppt

读取Profinet接口数据
向Profinet接口发送数据
CALL "DPRD_DAT" SFC14 LADDR :=W#16#7D0 //add 2000 RET_VAL:=MW2500 RECORD :=P#DB1014.DBX0.0 BYTE 240 CALL "DPRD_DAT" SFC14 LADDR :=W#16#8C0 //add 2240 RET_VAL:=MW2502 RECORD :=P#DB1014.DBX240.0 BYTE 240 CALL "DPRD_DAT" SFC14 LADDR :=W#16#9B0 //add 2480 RET_VAL:=MW2504 RECORD :=P#DB1014.DBX480.0 BYTE 32
高校软控上辅机同密炼机之间的传输 CPU315-2 DP===CPU315-2 DP 大连橡塑 密炼机
使用 SFC 67 SFC 68 读、写本站之外的并且【没有组态组网和硬件 】 通讯伙伴的数据
CALL “X_GET” SFC 67
//读取本站之外的通讯伙伴的数据
REQ :=TRUE
//控制参数 “请求激活”
(3)组态通讯方式适合于S7-300/400以及S7-400/400之间的通信。S7-300/400 通信时,S7-300只能作为服务器,S7-400作为客户机对S7-300的数据进行读写操 作;S7-400/400通信时S7-400集可以作为服务器,也可以作为客户机。故此种方 式不适合两个300之间的通信.
对于与其它子网中的站的通讯,不能使用用于S7基本通讯的SFC。
用于基本通讯的SFC可以运行在S7-300和S7-400系列的所有CPU上。通过这些 CPU,还可以向S7-200的CPU中写入变量,以及从S7-200的CPU中读取变量。
2024版年度《西门子PLC培训系列》PPT课件
确定生产线的产品类 型、产量和生产工艺 要求
评估生产线的自动化 程度、设备选型和配 置
2024/2/2
分析生产线的工艺流 程、设备布局和物料 流动
20
控制系统设计思路和方法论述
基于PLC的控制系统架构设计, 包括硬件选型、网络拓扑和通 信协议
2024/2/2
控制系统的软件设计,包括程 序结构、编程语言和开发环境
24
故障诊断方法ቤተ መጻሕፍቲ ባይዱ工具推荐
观察法
通过查看PLC状态灯、监视程序运行等方式, 初步判断故障范围。
替换法
用备用模块替换疑似故障模块,观察系统是 否恢复正常。
专用诊断工具
使用西门子提供的专用诊断软件,对PLC进 行在线诊断和测试。
2024/2/2
经验法
根据以往维修经验和故障现象,快速定位故 障原因。
25
3
PLC定义与发展历程
PLC定义
可编程逻辑控制器(Programmable Logic Controller),一种数字运算操作 的电子系统,专为在工业环境下应用而设计。
发展历程
从1969年美国DEC公司研制出第一台PLC开始,经历了从简单到复杂、从低级 到高级的发展历程,现已成为工业自动化领域不可或缺的核心控制设备。
预防性维护策略
介绍预防性维护的概念和重要性,并 提供一些实用的预防性维护策略,以 降低设备故障率,提高生产效率。
故障诊断方法
详细讲解故障诊断的方法和步骤,包 括故障现象分析、故障定位、故障排 除等。
2024/2/2
18
05
CATALOGUE
自动化生产线设计与实现
2024/2/2
19
生产线需求分析
2024/2/2
评估生产线的自动化 程度、设备选型和配 置
2024/2/2
分析生产线的工艺流 程、设备布局和物料 流动
20
控制系统设计思路和方法论述
基于PLC的控制系统架构设计, 包括硬件选型、网络拓扑和通 信协议
2024/2/2
控制系统的软件设计,包括程 序结构、编程语言和开发环境
24
故障诊断方法ቤተ መጻሕፍቲ ባይዱ工具推荐
观察法
通过查看PLC状态灯、监视程序运行等方式, 初步判断故障范围。
替换法
用备用模块替换疑似故障模块,观察系统是 否恢复正常。
专用诊断工具
使用西门子提供的专用诊断软件,对PLC进 行在线诊断和测试。
2024/2/2
经验法
根据以往维修经验和故障现象,快速定位故 障原因。
25
3
PLC定义与发展历程
PLC定义
可编程逻辑控制器(Programmable Logic Controller),一种数字运算操作 的电子系统,专为在工业环境下应用而设计。
发展历程
从1969年美国DEC公司研制出第一台PLC开始,经历了从简单到复杂、从低级 到高级的发展历程,现已成为工业自动化领域不可或缺的核心控制设备。
预防性维护策略
介绍预防性维护的概念和重要性,并 提供一些实用的预防性维护策略,以 降低设备故障率,提高生产效率。
故障诊断方法
详细讲解故障诊断的方法和步骤,包 括故障现象分析、故障定位、故障排 除等。
2024/2/2
18
05
CATALOGUE
自动化生产线设计与实现
2024/2/2
19
生产线需求分析
2024/2/2
西门子PLC 编程基础PPT课件

DBX,DBB 0 --- 65,532 DBW,DBD
DIX,DIB DIW,DID
0 --- 65,532
.
16
数据在存储器中存取的方式
(1)位、字节、字和双字
二进制数的1位(bit)只有0和1两种不同的取值,可用 来表示开关量或称数字量)的两种不同的状态,如 触点的断开和接通,线圈的通电和断电等。如果该 位为1,则表示梯形图中对应的编程元件的线圈 “通电”,其常开触点接通,常闭触点断开,反之 相反。位数据的数据类型为BOOL(布尔)型。
MSB
LSB
7
0
MB200
MW200
MSB
LSB
15 高有效字节 低有效字节0
MB200
MB201
MSB 31 最高有效字节
MW200
MD200
LSB 最低有效字节0
MW202
MB200
MB201
MB202
MB203
.
18
字节、字和双字的取值范围见表
数据的位数
B(字节),8位 值
W(字),16位 值
输出过程 输出映像区的每一位对应一个数字量输出点,在扫描周期的末尾,CPU将输出 映像Q 映像寄存器的数据传送给输出模块,再由后者驱动外部负载
位存储区M 用来保存控制继电器的中间操作状态或其他控制信息
定时器T
定时器相当于继电器系统中的时间继电器,用定时器地址(T和定时器号,如 T5)来存取当前值和定时器状态位,带位操作数的指令存取定时器状态位,带 字操作的指令存取当前值
无符号数 十进制 十六进制
有符号整数
十进制
十六进制
0~255
0~FF
-128~127
西门子培训幻灯片第2讲
• 出现如上:选择masterdrives vc(cuvc)(6se70变频器);unit 出现如上:选择masterdrives vc(cuvc)(6se70变频器);unit 变频器); version(这个非常重要,必须和实际的变频器一致, version(这个非常重要,必须和实际的变频器一致,实际变频器的 版本可从r069得知,若实际变频器的版本高于正在使用的, r069得知 版本可从r069得知,若实际变频器的版本高于正在使用的,那就重新 安装更高版本的软件); );bus address默认情况是 默认情况是0 安装更高版本的软件);bus address默认情况是0 ,可察看参数 P700,然后ok ok出现如下画面 P700,然后ok出现如下画面
• 出现如下画面:
• 选择菜单parameters出现如下
• 自由功能块是6se70里具有计算逻辑功能的功能块(见功能图) 自由功能块是6se70里具有计算逻辑功能的功能块(见功能图) 6se70里具有计算逻辑功能的功能块 115页 使用功能块类似于简单的plc编程。 plc编程 c2.pdf 115页,使用功能块类似于简单的plc编程。 • (1)包括计算和控制模块:加法器、减法器、乘法器、除法器、具 包括计算和控制模块:加法器、减法器、乘法器、除法器、 有滤波的绝对值发生器、信号反向、极限器、极限值监控器、 有滤波的绝对值发生器、信号反向、极限器、极限值监控器、最小值 最大值选择、计时单元、特性模块。 最大值选择、计时单元、特性模块。 • (2)逻辑模块:AND单元、OR单元、反向器、RS存储器等。 逻辑模块:AND单元 OR单元 反向器、RS存储器等 单元、 单元、 存储器等。 • 连接器:有开关量连接器和字连接器、双字连接器。(p357 c2.pdf) 连接器:有开关量连接器和字连接器、双字连接器。( 。(p357
西门子数控系统编程培训课件ppt

02
西门子数控系统编程基础
编程语言与编程环境
编程语言
介绍西门子数控系统所使用的编 程语言,如Siemens STEP 7,以 及该语言的特点和语法规则。
编程环境
描述西门子数控系统的编程环境 ,包括开发工具、调试工具和在 线监控工具等。
编程指令与功能
常用指令
列举并解释西门子数控系统中常用的 编程指令,如MOV、ADD、SUB等 。
深入了解西门子数控系统的功 能特点,提高编程效率。
模块化编程
将程序模块化,便于维护和修 改。
优化代码结构
合理安排程序结构,提高代码 可读性和可维护性。
利用系统资源
充分利用系统提供的工具和库 ,简化编程过程。
编程工具与资源推荐编程Fra bibliotek件推荐使用西门子官方的编程软 件,如STEP7或TIA Portal。
详细描述
轴类零件加工编程实例包括车削、铣削等加工方式,通过编 程实现零件的精确加工,掌握轴类零件的加工工艺和编程技 巧,提高加工效率和精度。
曲面类零件加工编程实例
总结词
曲面类零件加工编程实例是西门子数控系统编程的重要内容,通过实例学习可以 掌握曲面类零件的加工流程和编程技巧。
详细描述
曲面类零件加工编程实例包括曲面粗加工、曲面精加工等加工方式,通过编程实 现零件的精确加工,掌握曲面类零件的加工工艺和编程技巧,提高加工效率和精 度。
感谢观看
在线教程和文档
访问西门子官方网站,获取最 新的编程教程和文档。
论坛和社区
加入西门子数控系统的论坛和 社区,与其他用户交流经验。
培训课程
参加西门子官方或认证的培训 机构提供的培训课程,提高编
程技能。
05
西门子培训ppt课件
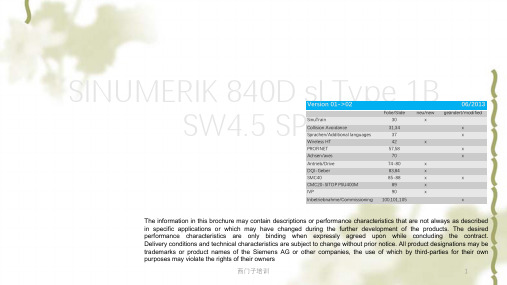
simulation, diagnostics and program management
Outlook ... and more
Supplementary conditions
▪ From SW 4 onwards, no HMI Advanced
Supplementary conditions
x x
Wireless HT
42
x
PROFINET
57,58
x
Achsen/axes
70
x
Antrieb/Drive
74-80
x
DQI-Geber
83,84
x
SMC40
85-88
x
x
CMC20-SITOP PSU400M
89
x
IVP
90
x
Inbetriebnahme/Commissioning 100,101,105
x
The information in this brochure may contain descriptions or performance characteristics that are not always as described in specific applications or which may have changed during the further development of the products. The desired performance characteristics are only binding when expressly agreed upon while concluding the contract. Delivery conditions and technical characteristics are subject to change without prior notice. All product designations may be trademens AG or other companies, the use of which by third-parties for their own purposes may violate the rights of their owners
Outlook ... and more
Supplementary conditions
▪ From SW 4 onwards, no HMI Advanced
Supplementary conditions
x x
Wireless HT
42
x
PROFINET
57,58
x
Achsen/axes
70
x
Antrieb/Drive
74-80
x
DQI-Geber
83,84
x
SMC40
85-88
x
x
CMC20-SITOP PSU400M
89
x
IVP
90
x
Inbetriebnahme/Commissioning 100,101,105
x
The information in this brochure may contain descriptions or performance characteristics that are not always as described in specific applications or which may have changed during the further development of the products. The desired performance characteristics are only binding when expressly agreed upon while concluding the contract. Delivery conditions and technical characteristics are subject to change without prior notice. All product designations may be trademens AG or other companies, the use of which by third-parties for their own purposes may violate the rights of their owners
20988_西门子PLC培训系列资料8演示课件pptx
23
06
故障诊断与维护保养策略
2024/1/25
24
常见故障类型及原因分析
01
02
03
04
电源故障
由于电源线路短路、过载或电 源模块损坏等原因导致。
通信故障
通信线路中断、通信接口损坏 或通信参数设置错误等。
I/O模块故障
输入/输出模块损坏、接线错 误或外部设备故障等。
程序错误
程序逻辑错误、变量设置错误 或程序丢失等。
18
程序调试方法及技巧分享
01
02
03
调试工具介绍
介绍西门子PLC编程软件 提供的调试工具,如监视 窗口、强制窗口、调用堆 栈等。
2024/1/25
调试步骤
讲解程序调试的基本步骤 ,包括设置断点、单步执 行、查看变量值等。
调试技巧分享
分享一些实用的调试技巧 ,如如何快速定位程序错 误、如何优化程序性能等 。
30
实施效果评价
生产效率提升
通过自动化改造,生产线运行更加稳定 可靠,生产效率得到显著提升。
节能减排效果
优化控制策略,降低设备运行能耗, 同时减少生产过程中的废弃物排放。
2024/1/25
产品质量改善
自动化控制系统能够精确控制生产过 程中的各项参数,产品合格率明显提 高。
经济效益显著
虽然自动化改造初期投入较大,但长 期来看,能够为企业带来可观的经济 效益。
,构建满足特定功能的控制系 统。
2024/1/25
实现控制功能
通过硬件组态,可以构建符合 控制需求的系统,实现特定的 控制功能。
提高系统性能
合理的硬件组态可以优化系统 性能,提高处理速度和稳定性 。
降低成本
06
故障诊断与维护保养策略
2024/1/25
24
常见故障类型及原因分析
01
02
03
04
电源故障
由于电源线路短路、过载或电 源模块损坏等原因导致。
通信故障
通信线路中断、通信接口损坏 或通信参数设置错误等。
I/O模块故障
输入/输出模块损坏、接线错 误或外部设备故障等。
程序错误
程序逻辑错误、变量设置错误 或程序丢失等。
18
程序调试方法及技巧分享
01
02
03
调试工具介绍
介绍西门子PLC编程软件 提供的调试工具,如监视 窗口、强制窗口、调用堆 栈等。
2024/1/25
调试步骤
讲解程序调试的基本步骤 ,包括设置断点、单步执 行、查看变量值等。
调试技巧分享
分享一些实用的调试技巧 ,如如何快速定位程序错 误、如何优化程序性能等 。
30
实施效果评价
生产效率提升
通过自动化改造,生产线运行更加稳定 可靠,生产效率得到显著提升。
节能减排效果
优化控制策略,降低设备运行能耗, 同时减少生产过程中的废弃物排放。
2024/1/25
产品质量改善
自动化控制系统能够精确控制生产过 程中的各项参数,产品合格率明显提 高。
经济效益显著
虽然自动化改造初期投入较大,但长 期来看,能够为企业带来可观的经济 效益。
,构建满足特定功能的控制系 统。
2024/1/25
实现控制功能
通过硬件组态,可以构建符合 控制需求的系统,实现特定的 控制功能。
提高系统性能
合理的硬件组态可以优化系统 性能,提高处理速度和稳定性 。
降低成本
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7.浮点数算数指令
Page 15
STEP 7 STL编程基础培训
8.比较指令
Page 16
STEP 7 STL编程基础培训
8.比较指令
Page 17
STEP 7 STL编程基础培训
9.定时器/计数Байду номын сангаас指令
Page 18
STEP 7 STL编程基础培训
9.定时器/计数器指令
Page 19
STEP 7 STL编程基础培训
•
STEP 7环境支持下列的代码:
•
逻辑块:
OB - 组织块
•
FC - 功能
•
FB - 功能块
•
SFC - 系统功能
•
SFB - 系统功能块
•
数据块:
•
DB - 数据块
SDB - 系统数据块
•
用户自定义的数据类型:
•
UDT
•VAT
Page 5
VAT(用于监视/修改变量的变量表)不是块,但是存储在用户程序中。
Page 10
STEP 7 STL编程基础培训
4.跳转指令
Page 11
STEP 7 STL编程基础培训
5.累加器功能
Page 12
STEP 7 STL编程基础培训
6.整数算数指令
Page 13
STEP 7 STL编程基础培训
7.浮点数算数指令
Page 14
STEP 7 STL编程基础培训
9.定时器/计数器指令
Page 20
STEP 7 STL编程基础培训
9.定时器/计数器指令
Page 21
STEP 7 STL编程基础培训
Thank You!
Page 22
Tel:
+86 21 54108666
Office Address: Xu Hui Yuan Building 23/F., 1089,Zhongshan Nan Er Road, Shanghai, 200030.
STEP 7 STL编程基础培训 Spirit In Advanced Solutions
Page 1
STEP 7 STL编程基础培训
1. 1. 创建S7项目 2. PLC工作原理 3. 位逻辑指令 4. 跳转指令 5. 累加器功能 6. 整数算数指令 7. 浮点数算数指令 8. 比较指令 9. 定时器/计数器指令
Website:
/sias
STEP 7 STL编程基础培训
2.PLC工作原理
Page 6
STEP 7 STL编程基础培训
2.PLC工作原理
Page 7
STEP 7 STL编程基础培训
3. 位逻辑指令
Page 8
STEP 7 STL编程基础培训
3. 位逻辑指令
Page 9
STEP 7 STL编程基础培训
3. 位逻辑指令
SIAS Migration Solution 刘青松
Page 2
STEP 7 STL编程基础培训
1.创建项目
Page 3
STEP 7 STL编程基础培训
1.创建项目
Page 4
STEP 7 STL编程基础培训
1.创建项目
•块
块是用户程序中真正有用的部分。它们在功能,使用方法和结
•
构上各不相同。块表示了程序的执行代码。
Page 15
STEP 7 STL编程基础培训
8.比较指令
Page 16
STEP 7 STL编程基础培训
8.比较指令
Page 17
STEP 7 STL编程基础培训
9.定时器/计数Байду номын сангаас指令
Page 18
STEP 7 STL编程基础培训
9.定时器/计数器指令
Page 19
STEP 7 STL编程基础培训
•
STEP 7环境支持下列的代码:
•
逻辑块:
OB - 组织块
•
FC - 功能
•
FB - 功能块
•
SFC - 系统功能
•
SFB - 系统功能块
•
数据块:
•
DB - 数据块
SDB - 系统数据块
•
用户自定义的数据类型:
•
UDT
•VAT
Page 5
VAT(用于监视/修改变量的变量表)不是块,但是存储在用户程序中。
Page 10
STEP 7 STL编程基础培训
4.跳转指令
Page 11
STEP 7 STL编程基础培训
5.累加器功能
Page 12
STEP 7 STL编程基础培训
6.整数算数指令
Page 13
STEP 7 STL编程基础培训
7.浮点数算数指令
Page 14
STEP 7 STL编程基础培训
9.定时器/计数器指令
Page 20
STEP 7 STL编程基础培训
9.定时器/计数器指令
Page 21
STEP 7 STL编程基础培训
Thank You!
Page 22
Tel:
+86 21 54108666
Office Address: Xu Hui Yuan Building 23/F., 1089,Zhongshan Nan Er Road, Shanghai, 200030.
STEP 7 STL编程基础培训 Spirit In Advanced Solutions
Page 1
STEP 7 STL编程基础培训
1. 1. 创建S7项目 2. PLC工作原理 3. 位逻辑指令 4. 跳转指令 5. 累加器功能 6. 整数算数指令 7. 浮点数算数指令 8. 比较指令 9. 定时器/计数器指令
Website:
/sias
STEP 7 STL编程基础培训
2.PLC工作原理
Page 6
STEP 7 STL编程基础培训
2.PLC工作原理
Page 7
STEP 7 STL编程基础培训
3. 位逻辑指令
Page 8
STEP 7 STL编程基础培训
3. 位逻辑指令
Page 9
STEP 7 STL编程基础培训
3. 位逻辑指令
SIAS Migration Solution 刘青松
Page 2
STEP 7 STL编程基础培训
1.创建项目
Page 3
STEP 7 STL编程基础培训
1.创建项目
Page 4
STEP 7 STL编程基础培训
1.创建项目
•块
块是用户程序中真正有用的部分。它们在功能,使用方法和结
•
构上各不相同。块表示了程序的执行代码。